

Сварка своими руками
Работу следует выполнять в помещении с хорошей вентиляцией. Полипропилен при нагревании способен выделять токсичные вещества, а они могут причинить вред здоровью, вызывая отравления.
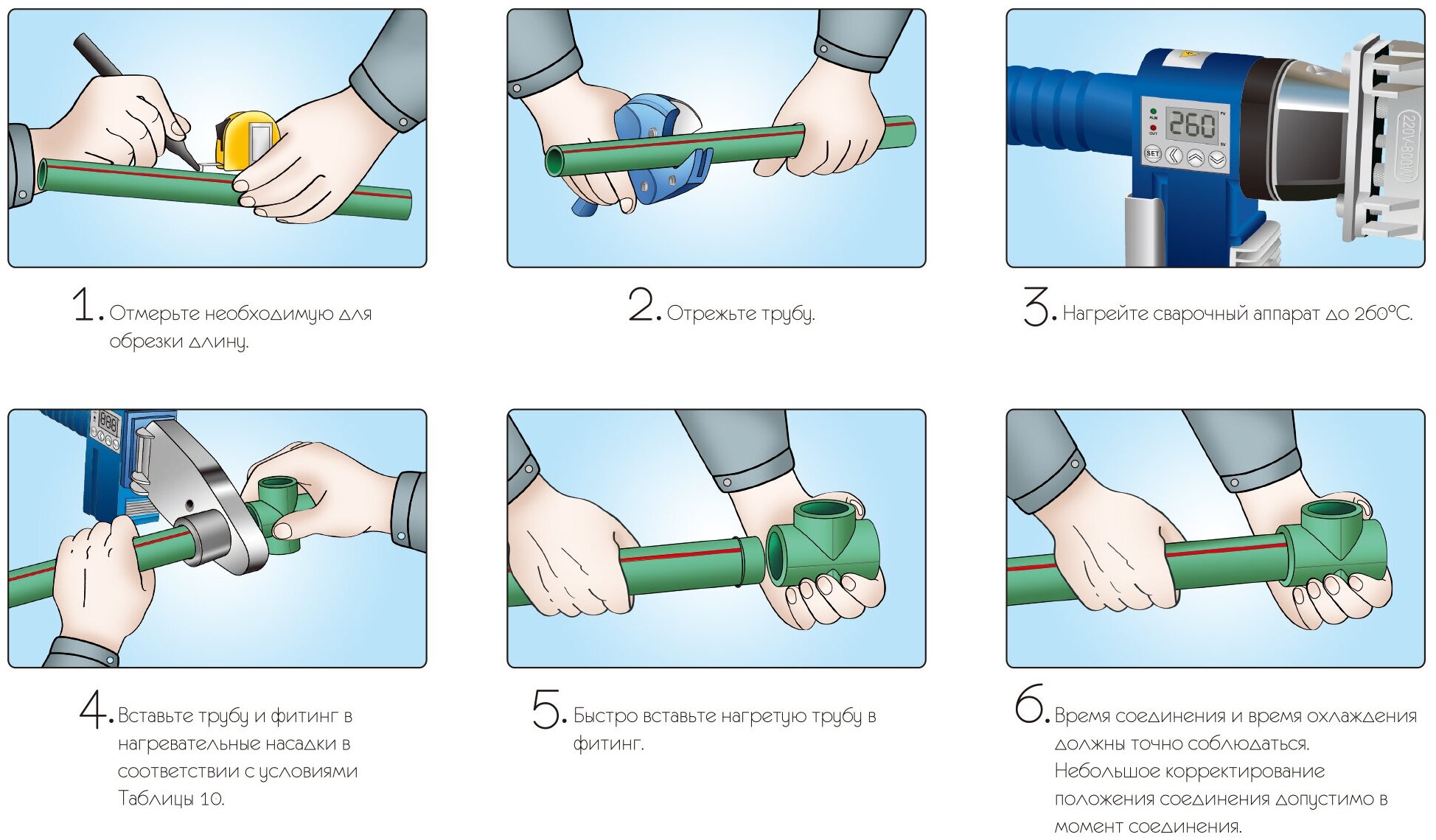
Поэтапная инструкция по сварке:
- Сначала на паяльник устанавливают необходимую насадку правильного размера;
- Для плавления полипропилена должна быть достигнута температура в 260 градусов;
- Подготавливают детали для соединения, проводят их очистку и правильное размещение;
- Затем запускается в работу паяльник;
- Необходимо выждать необходимое время для нагревания, а об этом сигнализирует зеленый окрас датчика.
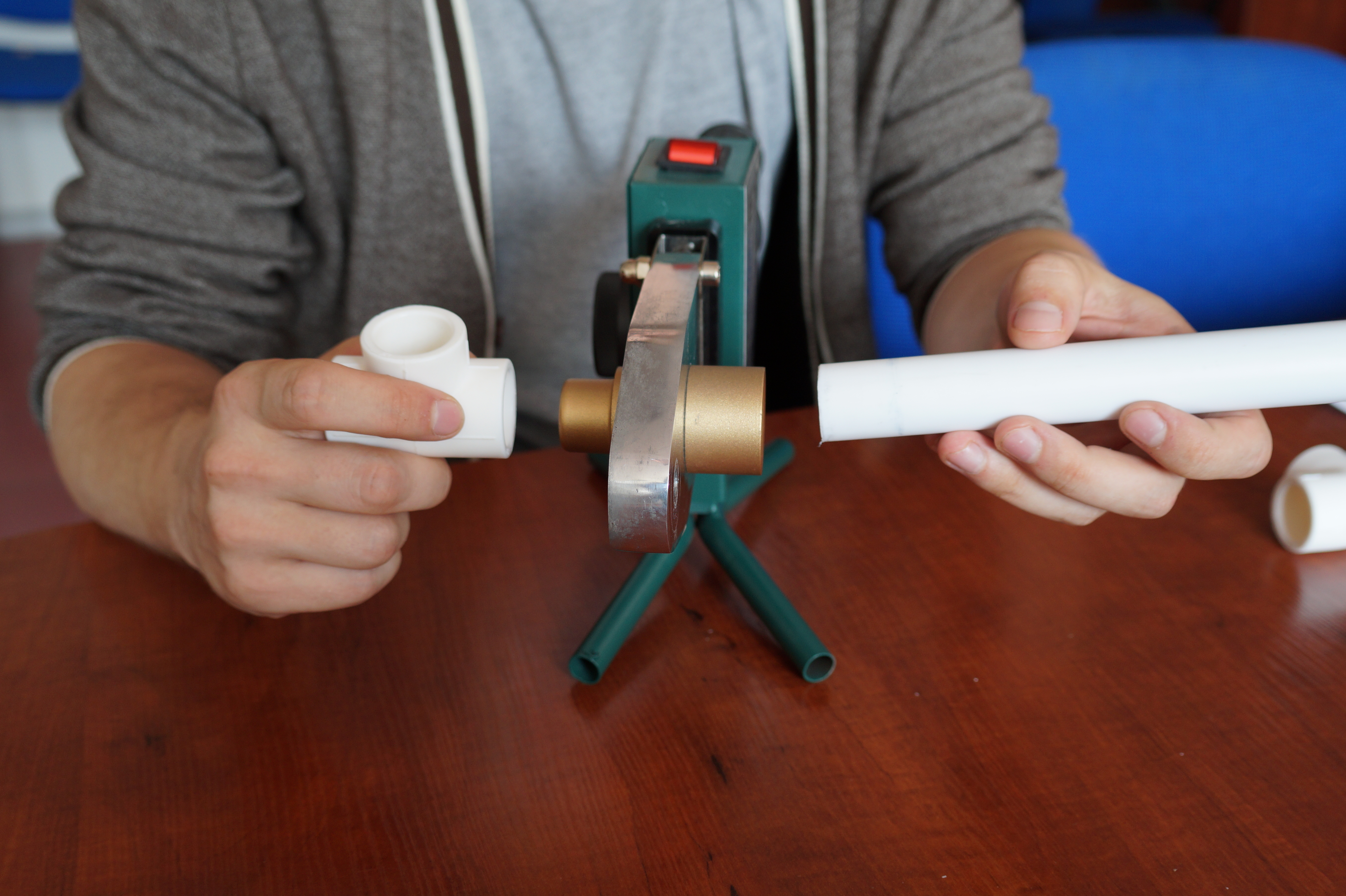
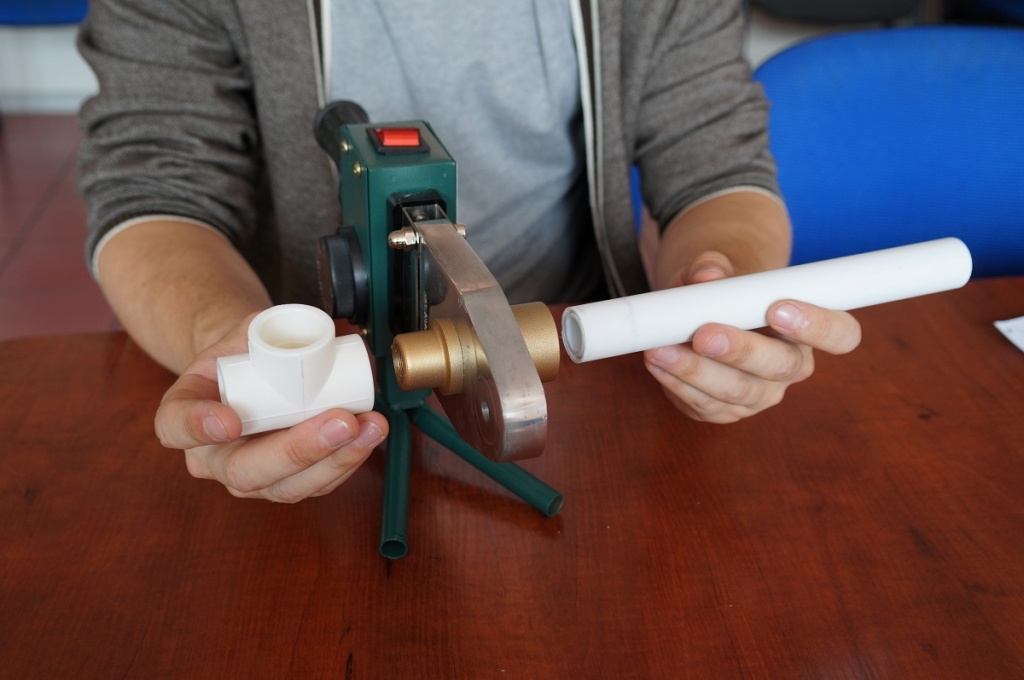
При пайке аппарат лучше ставить таким образом, чтобы он устойчиво стоял
Затем труба и фитинг одновременно надеваются на болванку и паяльный инструмент. Труба вставляется внутрь болванки. Фитинг размещается на внешней стороне. Он засовывается до упора, а труба — до готовой отметки. Главное — правильно выдержать время.
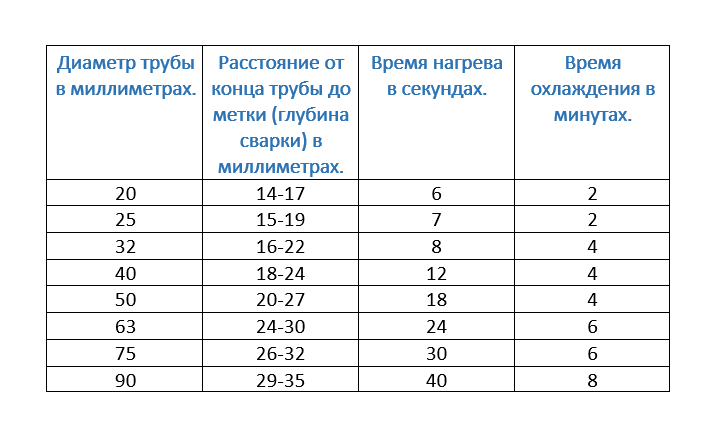
Если инструмент прогреется плохо, то и уровень диффузии будет небольшой, а это нарушит качество сплава. А большая температура приведет к перегреву деталей. Оптимальное время зависит от диаметра трубы и фитингов.
После нагревания важно сразу выполнить стыковку. Главное правило процедуры – соблюдение сносности. Первые несколько секунд позволяют провести коррекцию, но делать повороты запрещается
При этом требуется не спешить и не тянуть, придерживаясь золотой середины
Первые несколько секунд позволяют провести коррекцию, но делать повороты запрещается. При этом требуется не спешить и не тянуть, придерживаясь золотой середины.
Выполнение сварочных работ
Сварка полипропиленовых труб не представляет особой сложности и не требует наличия у исполнителя работ специального образования. Для того чтобы обеспечить прочность и надежную герметизацию сварочного соединения достаточно соблюдать строгую последовательность действий по регламенту.
Подготовительные работы
К подготовительным работам, выполняемым до начала сварки деталей, относят следующие действия:
- разработка схемы трубопровода;
- определение мест крепления труб и фитинга к стенам;
- пробивка в стенах отверстий при необходимости;
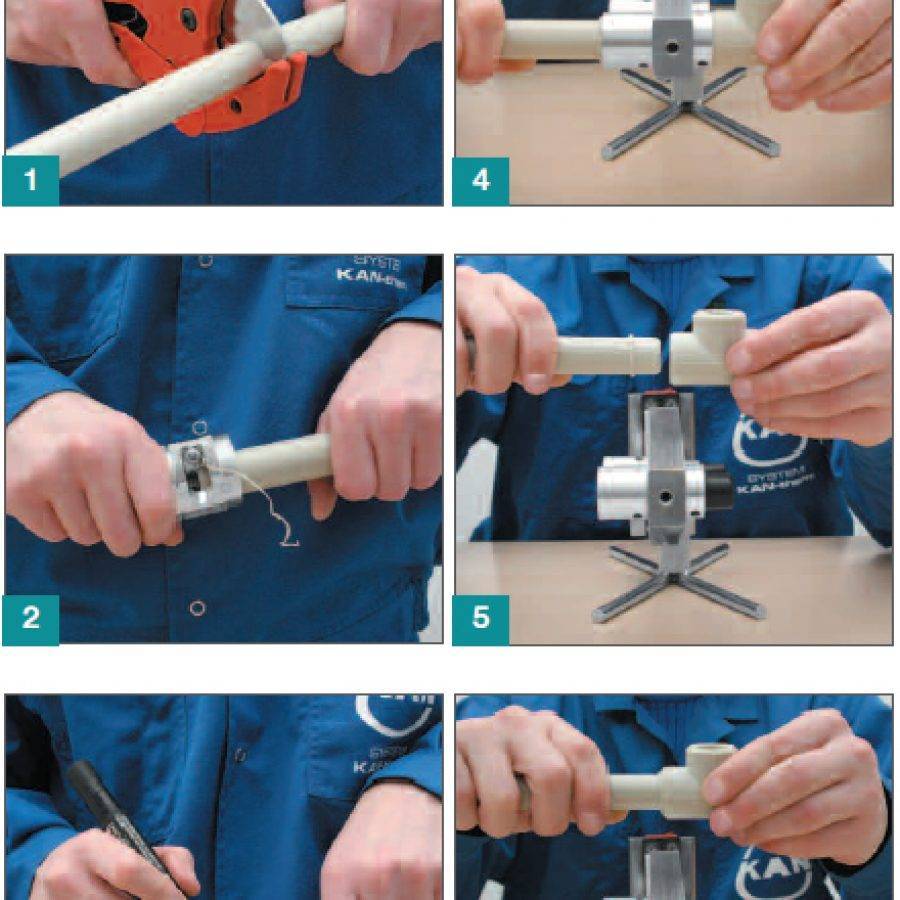
- разметка и нарезка участков трубы согласно схеме и натурным замерам;
- перед окончательной сваркой трубопровода, все его элементы нужно разложить на столе или полу в порядке, повторяющем схему соединения во избежание сборки конструкции в неправильной последовательности и порчи материала;
- в случае наличия в конструкциях труб алюминиевой фольги необходимо при помощи торцевателя произвести ее зачистку на концах свариваемых деталей для предотвращения контакта армирующего элемента с водой;
- на концах свариваемых элементов труб при помощи маркера нужно отметить глубину вхождения в фитинг. Предварительные замеры глубины фитинговых деталей выполняются штангенциркулем. Разметка позволяет четко контролировать погружение участка трубы в гильзу насадки при разогреве деталей паяльником.
Кроме перечисленных выше мероприятий до начала сварки рекомендуется произвести обезжиривание соединяемых деталей. Обезжиривание производится ватным тампоном, смоченным спиртом. Обработка внутренних поверхностей фитинга и наружных концов трубы обеспечит более качественное сваривание элементов трубопровода.
Разогрев паяльника до рабочей температуры
В зависимости от вида и диаметра полипропиленовых труб рабочая температура насадки будет отличаться. Сварка полипропиленовых труб с алюминиевым армированием производится при температуре поверхности насадок 260-300 градусов.
Для того чтобы паяльник для сварки полипропиленовых труб набрал рабочую температуру необходимо установить терморегулятор в соответствующее положение и включить его в сеть.
На готовность аппарата к работе укажет переключение сигнальной подсветки. В зависимости от типа паяльника способы сигнального оповещения могут отличаться, поэтому до начала выполнения работ необходимо внимательно ознакомиться с инструкцией по эксплуатации аппарата.
Нагрев элементов трубопровода
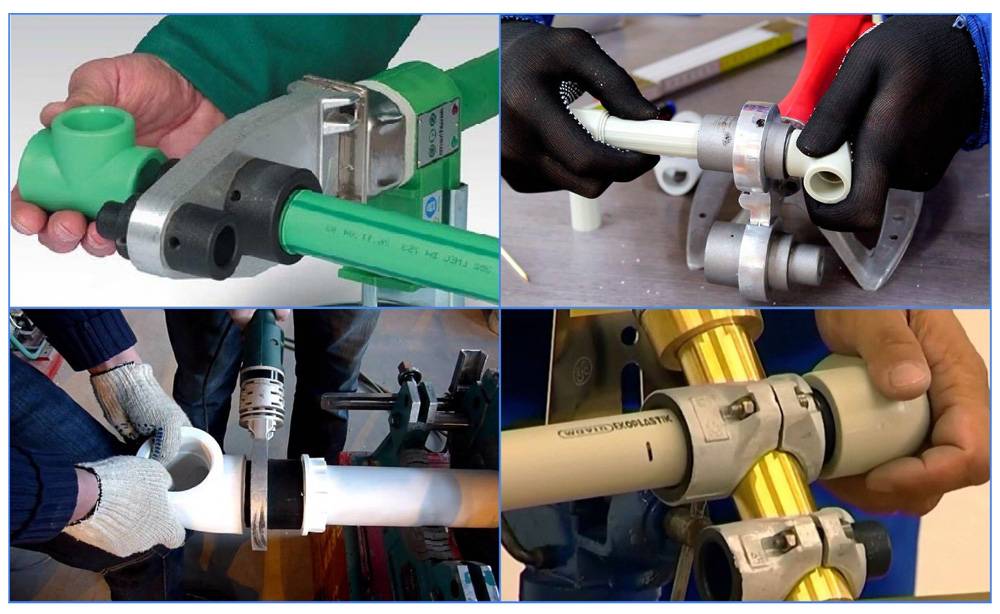
Для выполнения соединения деталей трубопровода согласно запроектированной схеме необходимо выполнить их тщательный разогрев при помощи насадок соответствующего диаметра. Нагреву одновременно подвергаются и труба и фитинг. Элементы фитинга насаживаются на дорн насадки, а труба вставляется в гильзу.
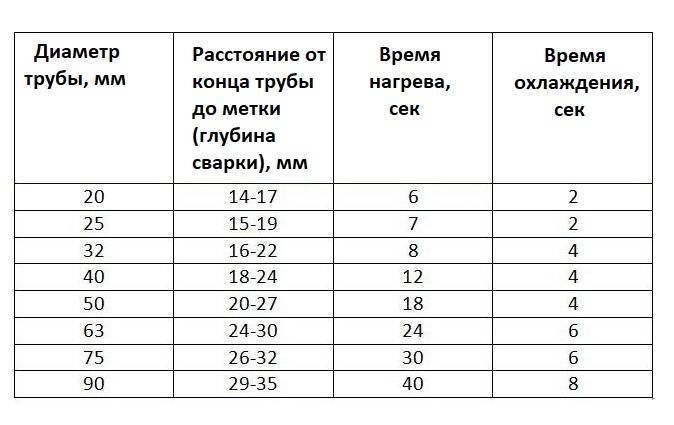
Вхождение элементов трубопровода в гильзу аппарата для сварки происходит под воздействием небольшого физического усилия. Глубина вхождения трубы в гильзу должна соответствовать ранее выполненным замерам соответствующего фитинга. Время нагрева свариваемых деталей зависит от их диаметра и обычно составляет от 8 до 16 секунд.
Соединение элементов трубопровода
Соединение деталей полипропиленовых труб и фитинга должно производиться по возможности быстро во избежание температурных потерь разогретого материала. Стыковка элементов выполняется одним ровным поступательным движением. Вращение фитинга и труб во время их соединения не допускается.
Соединенная конструкция участка трубопровода должна быть надежно зафиксирована до набора полимерным материалом прочности. В зависимости от диаметра трубопровода время схватывания может составлять от 10 до 20 секунд. В некоторых случаях требуется выдержать сваренные детали в зафиксированном состоянии до момента их охлаждения.
После выполнения сварки и остывания материала узлы соединения можно зачистить от наплывов пластика. Обработка производится с целью придания сваренной конструкции аккуратного и эстетичного внешнего вида. Иногда чрезмерные наплывы полимерного материала могут препятствовать надежной посадке участков трубопровода в крепежные клипсы.
Доступно объясняет, как выполняется сварка полипропиленовых труб видео ниже:
Пайка отопления полипропиленовыми трубами: основные правила
Соединение труб
Формат и качество современных материалов и оборудования позволяет осуществлять монтаж надежного водопровода своими руками. Подготовка к работам и сам технологический процесс должны соблюдаться также, как это делают профессионалы. Не забудьте правильно подключить холодный и горячий стояки. Технология включает следование следующим правилам монтажа:






Вне зависимости от типа используемого аппарата оборудование следует держать в рабочем режиме на весь период пайки. Необходимо учитывать, что между каждым соединением в бытовых условиях необходимо будет делать новые замеры, уточнять схему разводку и размеры отдельных элементов. Обычно на это уходит не более 5 минут;
Бытовой водопровод монтируется на место эксплуатации готовыми участками. Сам процесс пайки происходит в удобном месте, в нестесненных условиях. Насадки, подобранные под диаметр труб, следует одевать заранее, чтобы избежать получения ожогов. В аппарат следует вставлять и нагревать оба конца стыкуемых элементов одновременно;
Перед тем как будет осуществлен разогрев внутренней и внешней поверхностей полипропиленовых труб, следует определить глубину шва. Чтобы нанести риску моно воспользоваться свободной насадкой. Методика разметки применяется не только при соединении в попутном направлении, Полипропиленовые трубы обладают достаточной гибкостью, что обеспечивает создание достаточно адаптивных схем разводки. Поэтому риски наносятся обязательно при формировании стыков под углом.
Сваривание полипропиленовых труб происходит однократно. Если качество соединения неудовлетворительное, переделать шов будет невозможно. В этом случае часто обрезают неудачный участок стыковки, что создает перерасход материала
Поэтому крайне важно не торопиться, что не переделывать работу и не бегать в магазин за недешевыми трубами.
Самое главное и простое правило стыковки полипропиленовых элементов – надежное удержание трубок и фитингов до момента затвердевания после разогрева. Ввиду малых сроков остывания многие предпочитают пользоваться руками, что опять же повышает риски получения некачественного шва. Самый надежный способ удержания стыкуемых ППР частей заключается в использовании струбцины. В сочетании с соблюдением остальных правил такой подход обеспечит лучшее качество шва и герметичность всего водопровода в целом.
Ошибки во время пайки, способы, позволяющие их избежать
Больше погрешностей при сваривании полимерных изделий появляется при отсутствии опыта. Но и у мастеров тоже случаются ошибки:
низкая точность размеров труб на этапе резки, в результате при соединении частей нет возможности правильно расположить трубопровод, что особенно важно, когда он проходит на участке сложной конфигурации;
изменение положения труб относительно друг друга при стыковке (когда не были учтены допуски), что приводит к увеличению напряжения на шовном соединении;
неравномерный нагрев: полипропилен быстро остывает, пока нагревается одна часть трубы, другая уже холодная, что не позволяет произвести пайку, в результате при повышении давления в трубопроводе нарушается герметичность шва, происходит затопление помещения;
нарушение правил нагрева: не учитывается длительность пайки, остывания, глубина сварки, что также не позволяет обеспечить высокое качество шовного соединения.
Правила, которые помогут предупредить появление ошибок:
- отсутствие зазора между деталями, которые стыкуются;
- выдержка времени пайки, иначе произойдет недостаточный нагрев материала, он не наберет достаточную вязкость, а при перегреве уменьшается внутренний диаметр;
- зона монтажа не более 1,5 м, т. к. иначе увеличится задержка при выполнении операций во время пайки;
- в неотапливаемом помещении полипропилен быстро остывает, чтобы выполнить сварку, необходимо предварительно прогреть воздух;
- нельзя допускать перепад температур между свариваемыми частями трубопровода.
После соединения полимерных изделий их нужно плотно удерживать, не меняя положения
Принимают во внимание длительность пайки – для разных видов труб значение этого параметра отличается. По истечении данного отрезка времени можно отпустить изделие, но не рекомендуется сразу же подавать воду в систему
Необходимо контролировать качество пайки. Стыки на каждом из участков должны быть одинаковыми (допускается минимальная погрешность). Иногда при перегреве внутренний диаметр трубы уменьшается в 2-3 раза. Обнаружить дефект можно только при проверке трубопровода – в данном случае уменьшится напор.
Основные этапы
Следует правильно подготовиться к процессу соединения труб, независимо от проводимой технологии.
Расчёт длины труб
Перед закупкой всех составляющих будущего трубопровода нужно:
- составить план расположения трубопроводов;
- рассчитать точное количество нужных материалов, начиная от труб, и заканчивая элементами крепежа на стенах.
Ассортимент фитингов настолько разнообразен, что позволяет создать любую конфигурацию трубопровода. Во время покупки предпочтение имеют известные производители, чья продукция пользуется спросом и отвечает предъявляемым требованиям.
Внутренние дефекты проявятся только после заполнения водой трубопровода, при поверхностном осмотре обнаружить их нельзя.
Выбирая аппарат для сварки надо знать, что минимальная мощность такого оборудования не менее 1 кВт. Обычно для монтажа домашнего трубопровода используют трубы с диаметром от 20 до 32 мм, а паяльник средней мощности сваривает без проблем трубы до 63 мм.
Сварка элементов
При соединении излишние усилия не нужны, т. к. они могут стать причиной возникновения деформации. Нагревание торцевой части происходит до T=250—2600 С, затем нужно быстро соединить детали и дождаться полного остывания конструкции. Желательно сварку проводить при окружающей температуре не ниже ноля, т. к. нагрев займёт больше времени, а прочностные характеристики будут невысокими
Особое внимание уделите чистоте, потому что наличие пыли на стыках приведёт к появлению дефектов
Очищение покрытия паяльника
Качественные паяльники для сварки изделий из ПВХ имеют антипригарное покрытие, если вам не повезло, в магазине попалась китайская копия, то ни в коем случае не пытайтесь счищать прилипшие частицы механическим способом — только растворителем. Процесс не такой быстрый, но надёжный. Покупать трубы надо от известного производителя, который использует качественный пластик, не прилипающий к аппарату при нагревании.
Особенности функционирования аппарат
Заметим такой интересный факт, что многие спрашивают, как называется паяльник для труб? Интересно, что ни у одного производителя нет единого стандарта названия устройства. Некоторые называют в технической документации устройство, как аппарат для диффузионной сварки. Другие производители называют устройство, как термический сварочный аппарат. В любом случае, каждый производитель употребляет второе, народное название устройства паяльник для пластиковых труб или указывает в скобках сокращённо (паяльник ПП).
Устройство агрегата напоминает традиционный утюг. А отличие только в форме и в его функциональном предназначении. Точно так же, как в утюге аппарат имеет аналоговый нагревательный элемент и опцию терморегулировки. Нагревательный компонент встраивается как в плоский вариант корпуса, так и в его исполнение в круглом сечении. Именно характерные отличия нагревательного корпуса играют важнейшую роль в применении той или иной формы насадок, тем самым определяя основной ответ на вопрос как выбрать паяльник для труб.
Нагревательный элемент паяльника
Принципиальная схема работы агрегата достаточно простая. В электросеть подключается устройство, которое «разгоняет» температурный режим до фиксированного положения терморегулятора. Происходит разогрев основной подошвы нагревательного элемента, и если устроена насадка, то и она также разогревается до нужной температуры плавления. Предельно максимальная температура для насадок составляет 260º С, это очень важный момент, который обеспечивает основные функционалы устройства. Терморегулятор играет важную роль в обеспечение необходимого температурного режима работы устройства. Превышение температуры чревато тем, что полипропилен потечёт, и эффективность сварки и КПД работы агрегата будут сведены к нулю.





![[инструкция] пайка полипропиленовых труб | видео](https://rstart-shop.ru/wp-content/uploads/d/f/0/df0a92f96e9168a05aff1e95ab96f6e4.jpeg)

Перегрев повлияет на качество спайки, и шов сварки будет приплюснутый, что в конечном итоге повлияет на качество соединения. Отсутствие требуемой температуры также негативно повлияет на качество стыка. В данной ситуации возможны протечки и прямой выход из строя водопроводной системы. В конечном итоге страдает качество работы мастера, и он перед этим решает вопрос какой лучше паяльник для полипропиленовых труб, обеспечивающий высокое качество соединение и выполнения работы.
Параметр мощности
Это основной критерий выбора качественного аппарата. Выбирая мощный аппарат не всегда можно добиться высокого качества работы. Как правило, аппараты, имеющие мощность свыше 1,5 кВт, предназначены для промышленного производства, а если быть точнее, то для сварки полипропиленовых труб с диаметром свыше 50 мм. Мощность агрегата менее 1 кВт, подойдёт для несложных работ, а также для соединения труб с диаметром менее 50 мм. Даже если вы выберите прибор на 500 Вт, ничего страшного в этом нет, такие агрегаты предназначены для сварки труб с диаметром 16-33 мм, даже для промышленных условий.
Выбор насадок
Этот вопрос самый трудный для специалиста, вместе с этим есть ряд критериев, которые помогут определить необходимый набора насадок.
- Для паяльников с меньшими параметрами мощности используйте насадки с малыми диаметрами. Если будете использовать крупные насадки то вполне вероятно, что прибор попросту не прогреет насадку и КПД работы =0.
- Специалисты могут работать с насадками как 10 мм, так и 110мм. Для домашних работ и для традиционной сварки полипропиленовых труб достаточно применять насадки с диаметрами в 16 мм, 24 мм и 32 мм. Это стандартный размерный ряд насадок, предназначенные для соединения полипропиленовых труб.
- Хорошая теплопроводность имеется у тефлоновых насадок, хотя производители выпускают элементы и запчасти из других металлических материалов. Для домашней работы рекомендуется использовать тефлоновые насадки, так как они лучше проводят тепло и отлично обеспечивают соединение в процессе работы.
Диаметры насадок
Количество насадок зависит от характера работы. В домашних условиях для этих целей достаточно использовать минимум насадок по 2-3 штуки каждый. Для тех, кто занимается бизнесом, количество насадок увеличивается в соответствии со спросом на проведение работ связанные с соединением полипропиленовых труб в промышленном секторе и жилищно-коммунальном хозяйстве.
И, последнее, соблюдение мер безопасности также является главным для успешного использования аппарата для пайки трубопроводов нового поколения. Соблюдайте пожарную и электрическую безопасность, используйте защитные приспособления и устройства для предотвращения получения ожогов, электрических травм.
4 Нормативная база сварки встык
Как видно из , до недавнего времени в России была значительная неразбериха с технологией стыковой сварки, поскольку несколько действующих нормативных документов давали собственную ее трактовку, и потому большинство сварщиков предпочитали доверять стройной немецкой технологии DVS. А требования к оборудованию стыковой сварки в России вообще не были определены никаким нормативом.
С начала 2013 г. в РФ начали действовать сразу два нормативных документа:
- ГОСТ Р 55276 – на технологию стыковой сварки ПЭ труб при монтаже водопроводов и газопроводов, на основе перевода международного стандарта ISO 21307;
- ГОСТ Р ИСО 12176-1 – на оборудование для стыковой сварки, на основе перевода международного стандарта ISO 12176-1.
Принятие ГОСТа на оборудование было безусловно полезным. К сожалению, это не значит, что самое низкосортное импортное оборудование сразу отсеялось. Но, во всяком случае, немногочисленные Российские производители оборудования теперь вынуждены работать над качеством, а потребитель получил подсказку по оценке качества приобретаемого оборудования.
ГОСТ на технологию стыковой сварки навел относительный порядок. Во всяком случае, привел к единообразию технологии стыковой сварки ПЭ труб на территории РФ. Но проблемы остались.
ВАЖНО! ГОСТ Р 55276 наряду с традиционным режимом сварки при низком давлении (схожа с DVS 2207-1 и старыми Российскими нормативами) узаконил режим сварки полиэтиленовых труб при высоком давлении, которая раньше применялась только в США. Этот режим предъявляет повышенные требования к оборудованию, зато позволяет заметно сократить время сварочного цикла
ВАЖНО! ГОСТ Р 55276 вряд ли годится для непосредственного использования на стройплощадке, поскольку ориентирован не на сварщика, а на разработчика технологической карты сварки полиэтиленовых труб. ВАЖНО! ГОСТ Р 55276 не решил проблему ограничений, которыми страдали старые Российские нормативы и по сей день страдают все иностранные нормативы
Во-первых, допустимый диапазон температур воздуха от +5 до +45°С, в то время как огромная часть территории РФ вынуждена начинать сварку когда болота замерзнут. Во-вторых, максимальная толщина стенки труб 70 мм, в то время как толщина стенки фактически производимых труб давно перевалила за 90 мм. И в-третьих, материал труб – только традиционный полиэтилен низкого давления (ПНД) с показателем текучести расплава не ниже 0,2 г/10 мин (при 190/5), в то время как для производства труб большого диаметра давно используются нестекающие марки полиэтилена среднего давления с ПТР ниже 0,1 г/10 мин (при 190/5). Для условий, выходящих за проверенные рамки температуры воздуха и толщин стенок, некоторые производители рассчитали технологию сварки полиэтиленовых труб путем экстраполяции действующих нормативов, но эта теоретическая технология пока не проверена долгосрочными испытаниями. Для нестекающих марок полиэтилена технологии сварки труб нет даже в теории. В итоге в условиях, выходящих за ограничения проверенной технологии, в России выполняется около 80% всех сварок!
ВАЖНО! ГОСТ Р 55276 не решил проблему ограничений, которыми страдали старые Российские нормативы и по сей день страдают все иностранные нормативы. Во-первых, допустимый диапазон температур воздуха от +5 до +45°С, в то время как огромная часть территории РФ вынуждена начинать сварку когда болота замерзнут
Во-вторых, максимальная толщина стенки труб 70 мм, в то время как толщина стенки фактически производимых труб давно перевалила за 90 мм. И в-третьих, материал труб – только традиционный полиэтилен низкого давления (ПНД) с показателем текучести расплава не ниже 0,2 г/10 мин (при 190/5), в то время как для производства труб большого диаметра давно используются нестекающие марки полиэтилена среднего давления с ПТР ниже 0,1 г/10 мин (при 190/5). Для условий, выходящих за проверенные рамки температуры воздуха и толщин стенок, некоторые производители рассчитали технологию сварки полиэтиленовых труб путем экстраполяции действующих нормативов, но эта теоретическая технология пока не проверена долгосрочными испытаниями. Для нестекающих марок полиэтилена технологии сварки труб нет даже в теории. В итоге в условиях, выходящих за ограничения проверенной технологии, в России выполняется около 80% всех сварок!
Пред.
2
След.
Типы труб из полипропилена
Срок службы изделий зависит от температуры среды и давления, создаваемого в них. При правильном выборе типа материала удается существенно продлить его эксплуатационные возможности.










Выделяют 4 разновидности трубных материалов, имеющих разные характеристики в зависимости от температуры их эксплуатации.
Тип изделия и соответствующая ему маркировка | Назначение | Температура среды, С | Рабочее давление, МПа |
PN10 | Для холодного водоснабжения и теплых полов | 20 для холодного водоснабжения, 45 для полов теплой системы | 1 |
| PN16 | Для холодного и горячего водоснабжения | До 60 | 1,6 |
PN20 | Для горячего водоснабжения | До 80 | 2 |
| PN25 | Для центральных отопительных систем, армированных изделий, систем горячего снабжения водой | До 95 | 2,5 |
Материалы марки PN10 относятся к изделиям, предназначенным для холодного водоснабжения. Они не способны выдерживать высокую температуру среды. Второй тип с маркировкой PN16 относится к изделиям смешанного типа и предназначен для холодного и горячего водоснабжения, но с ограничением температуры эксплуатации. PN20 и PN25 являются материалами, предназначенными для горячего водоснабжения. Такие трубопроводы способны выдерживать действие высоких температур, а изделия под маркировкой PN25 дополнительно армированы металлом, что увеличивает их срок службы и способность выдерживать большое давление и температурный режим.
Это интересно: Пайка полипропиленовых труб, какое оборудование выбрать, в чем заключается технология соединения полипропиленовых изделий?
Основные способы пайки
Для соединения используют следующие методики:
- Муфтовая. На участки трубопровода надевается переходная втулка. Технологию применяют в ходе строительства магистралей отопления и водопровода. Этот способ рекомендован при пайке полиэтиленовых труб диаметром до 63 мм. Вместо монолитной муфты может использоваться тройник или узел с шаровым краном.
- Стыковая сварка полиэтиленовых труб. Данная методика предусматривает использование элементов труб с одинаковыми внешним диаметром и внутренним каналом. Осуществляют предварительную механическую обработку торцов, затем стык прогревают специальным оборудованием. Спайку трубопроводов встык не проводят в домашних условиях. Ее используют при соединении труб большого диаметра (например, магистральных водопроводов).
- Холодная технология. Она базируется на использовании органического растворителя, который размягчает слой полимера (например, поливинилхлорида). Кромки элементов необходимо обрезать ровно, а затем нанести слой реагента. Высокая летучесть растворителя ограничивает время на стыковку труб 10-15 секундами. Методика не популярна из-за низкой механической прочности полученного шва.





