

Разновидности НСПС
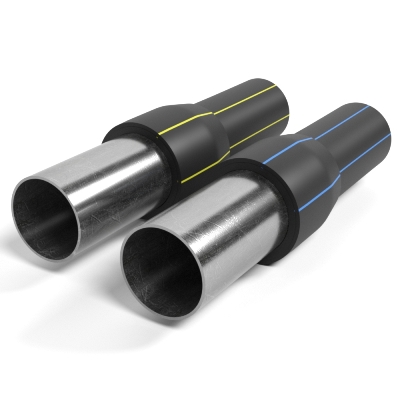
На текущий момент, налажено производство НСПС нескольких разновидностей. Смотри фото (слева – направо):
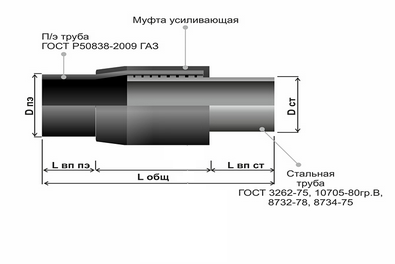
- a. НСПС с литым ПЭ концом, производитель Группа Полипластик. Такой тип переходов ПЭ-сталь производит большая часть европейских заводов-изготовителей;
- b. Привычный Российскому рынку переход НСПС, изготовленный из трубных заготовок. Наиболее распространенный вариант среди Российских производителей;
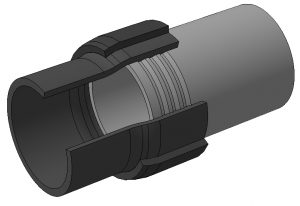
- c. НСПС со встроенной электросварной муфтой по образцу некоторых Европейских производителей. Преимущества: удобство при монтаже на линейных участках. Минус одна подготовка ПЭ трубы перед сваркой. Недостатки: менее удобно при сварке с седелками, отводами, тройниками, у которых электросварной (со встроенной нагревательной спиралью) выход.
Преимущества a и b НСПС с литым или электросварным концом: нет «привязки» к качеству ПЭ трубы (есть ряд случаев производства НСПС из трубы ПНД низкого качества (с просаженным наружным диаметрам, изготовленной не по ГОСТу и т.д.). Особо актуально при сравнении с НСПС под воду, т.к. требования к трубе для водопроводов существенно ниже, чем к трубе с разрешением под ГАЗ.
В случае, если НСПС имеет литой ПЭ конец, то продукт идет из термопласта с заданным значением по наружному диаметру, – 100% гарантия качества изделия и последующей сварки.
Монтаж своими руками
Монтаж следует начинать с составления схемы, где учесть расположение участка по отношению к водозабору, определить число и место нахождения точек раздачи воды. По имеющемуся эскизу считают количество расходного и арматурного материала.
Число точек потребления воды зависит от расположения на участке бани, душевой, грядок, бассейна. Рациональное решение — устроить от 5 до 10 выводов трубы, а уже к ним подсоединить резиновые шланги, чтобы был удобный доступ воды к каждой зоне.

Монтаж летнего разборного водопровода на даче
Для монтажа водопровода на дачном участке потребуется стандартный набор инструментов и материала:
- Трубы ПНД в количестве, зависящем от схемы разводки. Для основного водопровода берут трубы большего диаметра, а для разводки на точки подачи — меньшего.
- Различные фитинговые соединения.
- Режущий инструмент: конусовидный торцовый нож, ножовка для металла.
- Соединительные элементы, чтобы стыковать ПНД трубы с кранами, установками для полива, душем.
- Лотки водопроводные пластиковые, решетки накрывающие.
Работы выполняют по такой технологии:
- Подсоединяют дачный водопровод к источнику. Будь это общая труба или колонка, используют для этого специальный переходник. Соединение делают под уклоном.
- Выполняют разводку по территории участка, путем прокладки труб диаметром 20 или 25 мм к точкам забора воды.
- Соединяют отрезки труб при помощи цанговых фитингов, предварительно проверив правильность сборки. Фитинг перед этим разбирают, вынимают прокладку, зажим. Снова плотно вставляют прокладку на место, а за ней помещают зажим со специальными фиксирующими выступами. Навинчивают зажимную гайку, но только слегка.
- Подготавливают к установке торцы полиэтиленовых труб. Сначала обрезают торец ножом, затем вставляют его в фитинг и закручивают зажимную гайку.
- Подсоединяют трубы к кранам, системе полива и т.д.
Внимание: все соединению труб выполняются вручную, если использовать зажимной инструмент, можно перетянуть гайку и деформировать детали фитинга или конец трубы. Если сезонный водопровод проложить по поверхности, то он станет помехой и для техники, и для людей
Лучше сделать траншею с применением специальных лотков из пластика, а затем накрыть ее решетками, входящими в комплект
Если сезонный водопровод проложить по поверхности, то он станет помехой и для техники, и для людей. Лучше сделать траншею с применением специальных лотков из пластика, а затем накрыть ее решетками, входящими в комплект.
Вполне возможно трубы ПНД заменить на резиновый шланг, армированный волокнами из капрона. Этот материал также прочный и достаточно долговечный.
Монтаж водопровода в дачном доме
Монтаж водопровода в доме выполняется по несколько другой технологии:
Отмеряют нужный отрезок трубы, отмечают ее край маркером.
На месте отметки по окружности наклеивают малярный скотч таким образом, чтобы точно совместились его края.
Обрезают трубу максимально ровно перпендикулярно оси трубы, ориентируясь на край скотча. Снимают вспомогательный материал.
На обрезанном торце делают ровный скос шириной 2-3 мм при помощи фаскореза или обычного напильника, просто сточив им край под 20 градусов.
Накручивают накидную гайку с зажимным и стопорным кольцами, надевают на край фаски уплотнительное кольцо. Освобождают край трубы, немного сдвинув в сторону ранее установленные детали, смазывают его сантехнической смазкой.
Вставляют свободный край в фитинг до упора. Притягивают ближе гайку накидную с кольцом и наворачивают ее на резьбовую часть фитинга. То же самое проделывают и с противоположной стороны фитинга
Важно, чтобы труба уперлась не в прокладку, а в бурт, тогда соединение получится герметичным.
Испытывают трубопровод, запустив в систему воду. Если есть протечки, подтягивают соединения.
Если все соединения выполнены правильно, то никаких неожиданностей в виде подтеков не
будет. Если трубы ПНД стыкуются с металлом, то лучше перестраховаться, подмотав фумленту.
Особенности контактной (стыковой) сварки
Это – один из самых распространённых методов соединения труб полиэтиленовых.
При его выполнении концы свариваемых изделий должны быть зафиксированы в специальных зажимах. Располагаются эти фиксаторы на общих направляющих. Затем проводится операция торцевания с применением определённых пил.
После этого обработанные торцы труб нагреваются с помощью электронагревателя. Данная процедура прекращается, когда полиэтилен станет достаточно вязким и пригодным для сжатия под действием гидравлики. Проникновение расплавленных частей друг в друга на молекулярном уровне обеспечивает стойкую и герметичную стыковку труб ПНД.
Контактная сварка сохраняет достаточную гибкость трубопровода не в ущерб его прочности.А качество соединения зависит от категории используемого оборудования. Конечный результат будет тем лучше, чем больше возможностей у сварочного аппарата контролировать процессы нагрева и плавления полиэтилена. Если вы не знаете, как соединяется ПНД труба контактной сваркой, следующая инструкция вам пригодится:
Проверьте геометрию каждой трубы.
Для обеспечения плотности прилегания срезов, их кромки зачистите и подровняйте.Корректно расположите в сварочном аппарате торцы стыкуемых изделий. Для этого произведите центровку их поперечных срезов на одной оси.В промежуток между кромками введите нагревательный элемент и подайте на него напряжение нажатием соответствующей кнопки на аппарате. После этого торцы труб начнут оплавляться.Удалите нагревательную плиту и прижмите торцы с некоторым усилием друг к другу.
Удерживайте под давлением до тех пор, пока они полностью не остынут. При этом между свариваемыми трубами выдавливается расплавленный полиэтилен. Затвердев, он образует сварной шов.
Машины для такого типа сварки бывают механическими и гидравлическими. Последние считаются профессиональным оборудованием и требуют опыта подобной работы.
Стыковая сварка проводится при помощи механического или гидравлического сварочного агрегата
4 Нормативная база сварки встык
Как видно из , до недавнего времени в России была значительная неразбериха с технологией стыковой сварки, поскольку несколько действующих нормативных документов давали собственную ее трактовку, и потому большинство сварщиков предпочитали доверять стройной немецкой технологии DVS. А требования к оборудованию стыковой сварки в России вообще не были определены никаким нормативом.
С начала 2013 г. в РФ начали действовать сразу два нормативных документа:
- ГОСТ Р 55276 – на технологию стыковой сварки ПЭ труб при монтаже водопроводов и газопроводов, на основе перевода международного стандарта ISO 21307;
- ГОСТ Р ИСО 12176-1 – на оборудование для стыковой сварки, на основе перевода международного стандарта ISO 12176-1.
Принятие ГОСТа на оборудование было безусловно полезным. К сожалению, это не значит, что самое низкосортное импортное оборудование сразу отсеялось. Но, во всяком случае, немногочисленные Российские производители оборудования теперь вынуждены работать над качеством, а потребитель получил подсказку по оценке качества приобретаемого оборудования.






ГОСТ на технологию стыковой сварки навел относительный порядок. Во всяком случае, привел к единообразию технологии стыковой сварки ПЭ труб на территории РФ. Но проблемы остались.
ВАЖНО! ГОСТ Р 55276 наряду с традиционным режимом сварки при низком давлении (схожа с DVS 2207-1 и старыми Российскими нормативами) узаконил режим сварки полиэтиленовых труб при высоком давлении, которая раньше применялась только в США. Этот режим предъявляет повышенные требования к оборудованию, зато позволяет заметно сократить время сварочного цикла
ВАЖНО! ГОСТ Р 55276 вряд ли годится для непосредственного использования на стройплощадке, поскольку ориентирован не на сварщика, а на разработчика технологической карты сварки полиэтиленовых труб. ВАЖНО! ГОСТ Р 55276 не решил проблему ограничений, которыми страдали старые Российские нормативы и по сей день страдают все иностранные нормативы
Во-первых, допустимый диапазон температур воздуха от +5 до +45°С, в то время как огромная часть территории РФ вынуждена начинать сварку когда болота замерзнут. Во-вторых, максимальная толщина стенки труб 70 мм, в то время как толщина стенки фактически производимых труб давно перевалила за 90 мм. И в-третьих, материал труб – только традиционный полиэтилен низкого давления (ПНД) с показателем текучести расплава не ниже 0,2 г/10 мин (при 190/5), в то время как для производства труб большого диаметра давно используются нестекающие марки полиэтилена среднего давления с ПТР ниже 0,1 г/10 мин (при 190/5). Для условий, выходящих за проверенные рамки температуры воздуха и толщин стенок, некоторые производители рассчитали технологию сварки полиэтиленовых труб путем экстраполяции действующих нормативов, но эта теоретическая технология пока не проверена долгосрочными испытаниями. Для нестекающих марок полиэтилена технологии сварки труб нет даже в теории. В итоге в условиях, выходящих за ограничения проверенной технологии, в России выполняется около 80% всех сварок!
ВАЖНО! ГОСТ Р 55276 не решил проблему ограничений, которыми страдали старые Российские нормативы и по сей день страдают все иностранные нормативы. Во-первых, допустимый диапазон температур воздуха от +5 до +45°С, в то время как огромная часть территории РФ вынуждена начинать сварку когда болота замерзнут
Во-вторых, максимальная толщина стенки труб 70 мм, в то время как толщина стенки фактически производимых труб давно перевалила за 90 мм. И в-третьих, материал труб – только традиционный полиэтилен низкого давления (ПНД) с показателем текучести расплава не ниже 0,2 г/10 мин (при 190/5), в то время как для производства труб большого диаметра давно используются нестекающие марки полиэтилена среднего давления с ПТР ниже 0,1 г/10 мин (при 190/5). Для условий, выходящих за проверенные рамки температуры воздуха и толщин стенок, некоторые производители рассчитали технологию сварки полиэтиленовых труб путем экстраполяции действующих нормативов, но эта теоретическая технология пока не проверена долгосрочными испытаниями. Для нестекающих марок полиэтилена технологии сварки труб нет даже в теории. В итоге в условиях, выходящих за ограничения проверенной технологии, в России выполняется около 80% всех сварок!
Пред.
2
След.
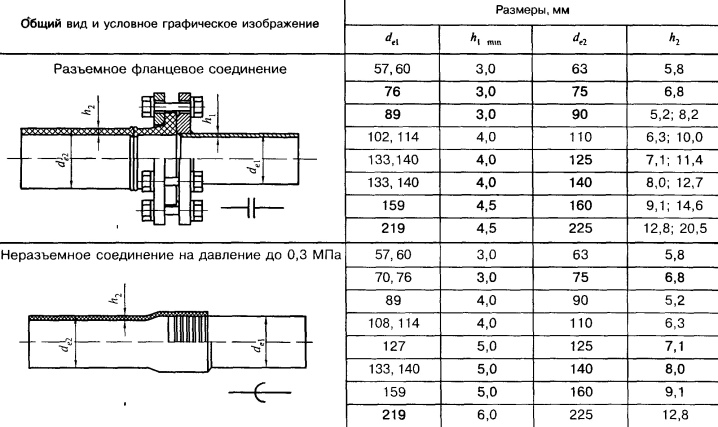
Давление
Еще одной важной конструктивной особенностью всех изделий, составляющих фланцевое соединение, является условное давление, которое может выдержать соединение. Показатели по давлению зависят от геометрических размеров фланца и исполнения уплотнительной поверхности
Фланец стальной плоский приварной (ГОСТ 12820-80, рис.1) и фланец стальной свободный на приварном кольце (ГОСТ 12822-80) выдерживают давление до 25 кгс/см2, а вот фланец стальной приварной встык (ГОСТ 12821-80) может выдерживать давление до 200 кгс/см2.
При этом особенностью данного показателя является то, что он может выражаться в различных единицах измерения: кгс/см2, Па, МПа, атм., бар. Единицей измерения при производстве и обозначении фланцев является кгс/см2.
Основными марками стали для производства фланцев считаются следующие:
• Сталь 20 или сокращенно Ст.20 (регламентируется ГОСТом 8479-70) — сталь конструкционная углеродистая качественная. Фланцев из такой стали ст. 20 распространены чаще всего и их применяют при монтаже различной трубопроводной арматуры в магистралях (вода, пар, и т.д.) с температурой внешнего воздействия не ниже — 40 градусов и внутренней температурой не выше +475 градусов Цельсия.
• Не менее распространенной при изготовлении фланцев является так же марка стали 09г2с, сокращенно ст. 09Г2С (соответствующая ГОСТу 19281-89) – такая сталь конструкционная низколегированная для сварных конструкций. Отличием ее от стали 20, является то, что фланцы 09г2с могут эксплуатироваться с температурами внешнего воздействия до — 70 градусов. И соответственно (нефть, природный газ и т.д.), тем не менее, температура рабочей среды не должна превышать + 475 градусов Цельсия.
• Сталь марки 12Х18Н10Т (соответствует ГОСТ 25054-81) – такая сталь является конструкционной криогенной. Фланцы из стали 12Х18Н10Т разрешается эксплуатировать в агрессивных условиях например, разбавленные растворы азотной, уксусной, фосфорной кислот, растворах щелочей и солей, с диапазоном рабочих температур от -196 до +350 градусов Цельсия.
• Сталь марки 10Х17Н13М2Т (соответствует ГОСТ 25054-81) – эта марка коррозионно-стойкая обыкновенная. Разрешена эксплуатация таких изделий в средах имеющих повышенную агрессивность, обладает устойчивостью против электрохимической и химической коррозии, коррозии под напряжением и др., диапазон разрешенных температур от -196 до +600 градусов Цельсия. Имеет длительный срок службы.
• Сталь марки 15Х5М (ГОСТ 20072-74) обладает свойствами жаропрочности, является низколегированной. Такая сталь используется для изготовления фланцев способных обладать высокой сопротивляемостью окислению при температуре 600-650 градусов. Обладает жаростокостью.
Конечно, кроме перечисленных марок сталей в производстве стальных фланцев могут применяться и другие марки сталей, например: 13ХФА, 10Г2ФБЮ, 08Х18Н10Т, 17Г1С, 10Г2С, 30ХМА, 40Х и другие.
Соединение ПНД труб — как соединить ПНД трубы?
Аббревиатура ПНД в расшифровке означает полиэтилен низкого давления. Технологический процесс производства основан на применении шнекового экструдера. В результате получается гибкая и легкая труба, устойчивая к коррозии. Область применения обширна: газопровод, водопровод, канализация. Также в трубах ПНД прокладывают различные кабели и используют их как обсадные гильзы при обустройстве скважин. В этом материале рассмотрим, как правильно соединить трубы ПНД.

Способы соединения ПНД труб
Если задать специалисту вопрос, как соединить трубу ПНД, он, наверное, улыбнется. Процесс стыковки настолько прост, что его способен выполнить любой. Различают два типа соединения виниловых труб: разъемное и неразъемное. Первый вариант происходит с помощью фитингов и доступен для выполнения в домашних условиях. Второй основан на пайке пластика и чаще всего применяется на производстве.
Неразъемная стыковка ПНД труб
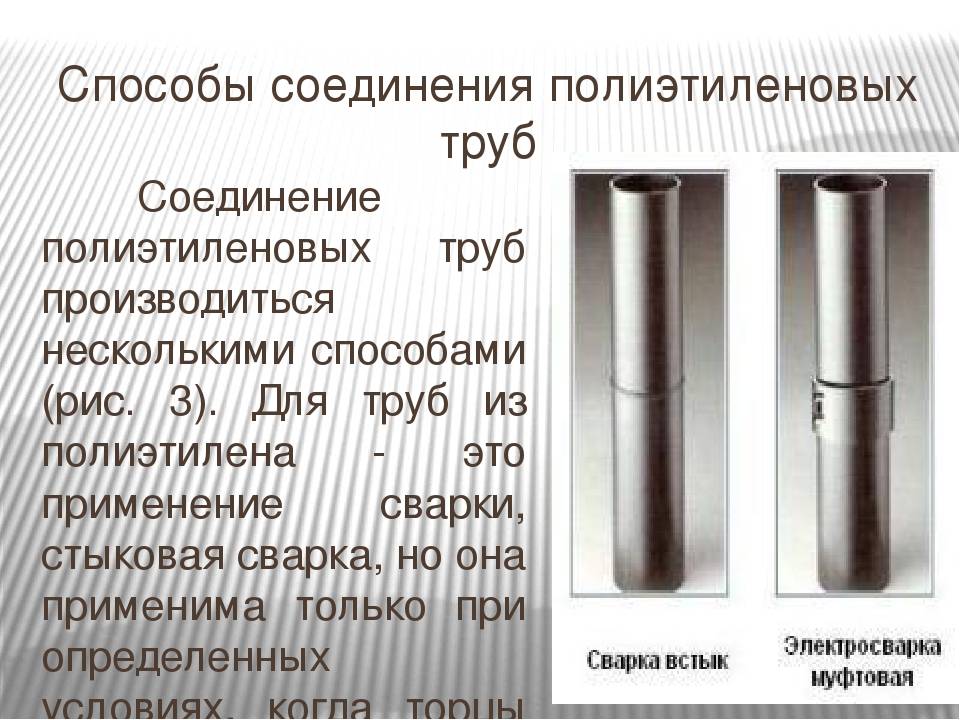
Неразъемные соединения обычно используют во время строительства напорных трубопроводов и при необходимости укладки цельной магистрали без разъемного фитинга. Существуют два вида соединения труб ПНД с применением сварки.
Сварка электромуфтами
Процесс пайки состоит из следующих действий:
- два конца труб одинакового диаметра зачищают от грязи и обезжиривают;
- заготовки вставляют в муфту соответствующего диаметра, после чего обеспечивают неподвижность соединяемого узла.
На муфте есть две клеммы. К ним подсоединяют провода от источника питания. После подачи тока происходит плавление пластика, вследствие чего получается прочное соединение. Использовать сваренную заготовку можно после полного остывания стыка.





Стыковка контактной сваркой
Выполняется соединение контактной сваркой по следующему принципу:
- в зажимах станка фиксируют две заготовки одинакового диаметра;
- после центровки труб приступают к нагреву их концов до начала плавления пластика;
- паяльник убирают, а концы расплавленных заготовок плотно соединяют с помощью зажимного станка.
После охлаждения получается монолитный шов, не уступающий по прочности стенке пластиковой трубы.
Разъемная стыковка ПНД труб
В домашних условия хозяину достаточно знать, как соединить трубы ПНД фитингами, ведь разъемное соединение намного удобнее, чем пайка. Кстати, самый простой способ стыковки называется «в раструб». Он применим при укладке канализации из полиэтилена низкого давления и основан на введении одного конца полипропиленовой трубы в раструб второй заготовки. Для уплотнения стыка используют силиконовые или резиновые манжеты.
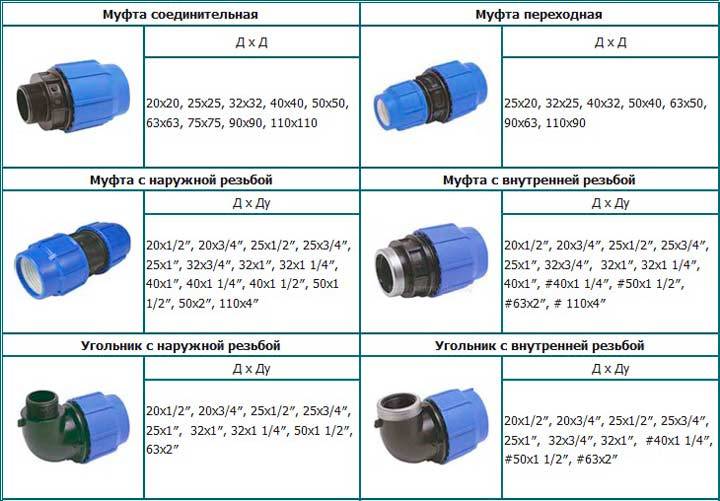
Соединение труб фитингами
- компрессионные — для стыковки заготовок одинакового диаметра;
- редукционные — для стыковки заготовок разного диаметра.
Как соединяют трубы ПНД с пластмассовыми фитингами? Устройство и принцип использования зажимов одинаков. Фитинг состоит из корпуса, внутрь которого вводят два конца заготовки. Зажимной гайкой-крышкой затягивают соединение, накручивая ее на корпус фитинга по резьбе. Уплотнительное кольцо обеспечивает герметичность стыку. Зная, как соединять трубы ПНД фитингами, можно стыковать трубы, изготовленные из других материалов, например, полипропилена или металлопластика.
Соединение труб ПНД фланцами
- компрессионный фланец предназначен для фиксации на трубе ПНД;
- монтажным фланцем зажимают первую деталь, фиксируя болтами к аналогичному элементу на запорной арматуре или насосе.
Принцип фиксации фланца на трубе из полиэтилена одинаков, как и в случае с компрессионной муфтой.
*Для соединения ПНД 160 мм без сварки, используйте фланцы.
Как видите, проводить соединение водопроводных ПНД труб можно даже самостоятельно в домашних условиях без специальных знаний. Нужно только правильно подобрать способ стыковки с учетом озвученных преимуществ и недостатков.
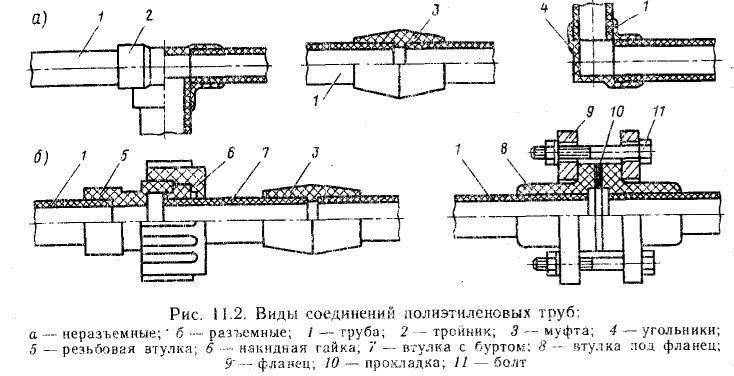
Разъемные соединения полиэтиленовых труб
Разъемные соединения (так же, как и соединения постоянные) разделяются на несколько разновидностей. Однако самым популярным видом таких соединений являются фланцевые соединения полиэтиленовых труб. 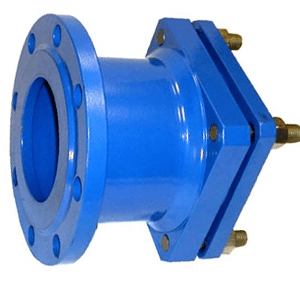 Фланец
Фланец
Фланцевые соединения чаще всего применяются для стыковки полиэтиленовых трубопроводов, работающих под значительным напором, с запорной фурнитурой либо же с металлическими фрагментами трубопровода.
Фланцевое соединение осуществляется посредством втулки под фланец, которую мы привариваем на конец полиэтиленовой трубы, и металлического фланца. Фланец, зафиксированный на втулке, дает возможность состыковать трубопровод с металлической трубой, или же присоединить его к элементу арматуры (крану, насосу и т.д.)
В тех случаях, когда соединение пэ труб методом стыковой сварки нецелесообразно с экономической точки зрения (например, нужно соединить всего пару-тройку труб – не тащить же ради этого сварочную установку!) а фланцевое соединение невозможно ввиду малого диаметра трубы, применяем обжимные фитинги. Компрессионные фитинги
Обжимные (также называемые компрессионными) фитинги имеют ряд достоинств: они позволяют очень быстро и просто производить монтаж соединения труб, обеспечивают высокую надежность, герметичность и долговечность соединения. При этом для монтажа компрессионных фитингов не требуется специального оборудования, что является еще одним аргументом в их пользу.
Однако самым простым способом соединения труб из полиэтилена является раструбное соединение.
Впрочем, применимо оно в большинстве случаев исключительно для безнапорных трубопроводов – например, для обустройства канализации. Соединенные «в раструб» трубы фиксируются за счет уплотнительного резинового кольца — при этом при необходимости такой трубопровод легко расстыковывается.
Очень удобно использование раструбных соединений, например, при подключении сифонов кухонной раковины – при необходимости соединения быстро разбираются для удаления возникшего засора.
Ответ на вопрос «Как соединить полиэтиленовые трубы?» далеко не прост. И все же для любой ситуации найдется способ соединения, который обеспечит надежность и безупречное функционирование всей системы!
Предыдущая запись О том какие трубы выбрать для отопления: пластиковые, металлопластиковые, стальные, медные
Следующая запись Способы сделать монтаж полиэтиленовых труб
Полиэтиленовые трубы: инструкция по соединению- Обзор +Видео
Причина их популярности очень проста – возможность сделать соединение своими руками без особых трудностей. Как соединить полиэтиленовые трубы и что нужно знать, для того, чтобы избежать типичных ошибок — мы рассмотрим в этой статье.
Общие сведения
Полиэтиленовые трубы, которые делаются, как мы уже сказали из полиэтилена низкого давления, имеют сокращенное название – ПНД. Такой материал является очень надежным и эластичным.
Существует один нюанс, который нужно знать
Если вы хотите приобрести трубы, которые хорошо переносят сильную минусовую температуру и замерзание, то в момент выбора необходимо обратить внимание на технические характеристики товара. Дело в том, что далеко не все полиэтиленовые трубы способны перенести заморозку
Помимо преимуществ полиэтиленовые трубы обладают и рядом недостатков:
— полиэтиленовые трубы совершенно не предназначены для горячего водопровода или отопления, так как самая высокая температура, которую они могут выдержать – это сорок градусов;
- — кроме высоких температур полиэтилен боится ультрафиолета, т.е. если материал будет продолжительное время находиться под солнечными лучами, то он потеряет свою эластичность и поломается. Хотя здесь стоит сказать, что полиэтиленовые трубы, которые выдерживают ультрафиолет, существуют, но цена на них значительно выше.
Существует несколько видов соединения полиэтиленовых труб, которые мы сейчас детально рассмотрим.
Разъемное соединение
Выполнить работу по соединению можно и путем разъемного соединения. При таком методе сварка не потребуется. Это позволит разобрать трубопровод без разрезания его отдельных элементов, если вдруг это потребуется.
Есть два вида разъемных соединений: фитинговое или фланцевое, при котором будут нужны крепежи особой конструкции; раструбное, для которого вам пригодятся эластичные уплотнители.
Инструкция по соединению полиэтиленовых труб с помощью контактной (стыковой) сварки

Именно контактная сварка помогает сохранить трубам их гибкость без нанесения вреда прочности. Стоит отметить, что качество соединения зависит от категории оборудования, которое вы будете применять. Это значит, что наиболее качественного соединения можно добиться, используя сварочный аппарат с большим количеством возможностей.








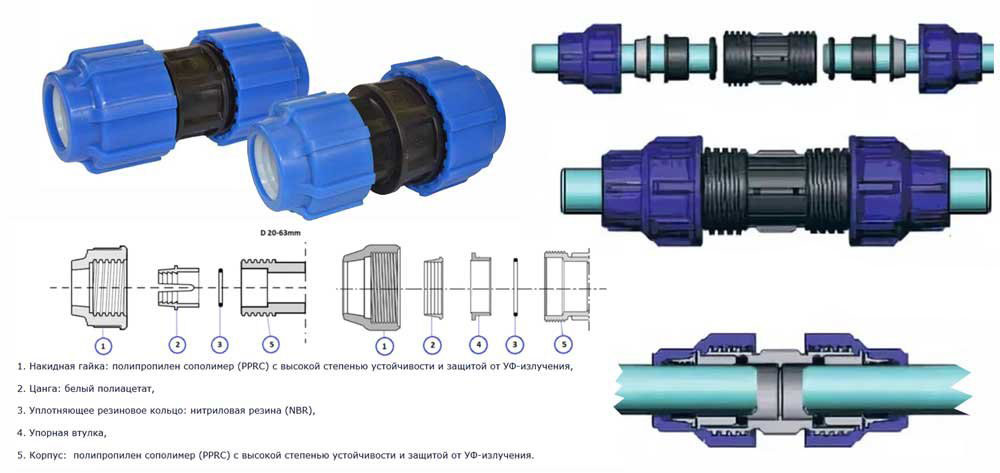
Инструкция по фитинговому соединению полиэтиленовых труб
Как мы уже говорили выше, помимо сварки есть другие способы соединения полиэтиленовых труб. Фланцевый способ – самый распространенный. Однако такой метод соединения для труб сечением до пятидесяти миллиметров является невыгодным. С такими трубами лучше работать с помощью компрессионных фитингов.
Данные детали имеют пять элементов: крепежную гайку с болтом, резиновый уплотнитель, корпус с ограничителем при введении труб, втулку для удержания резиновой прокладки, обжимное кольцо, которое не допускает изменения сечения трубы.
Чтобы выполнить компрессионное соединение труб, вы можете использовать один из существующих фитингов: крестовину, муфту, тройник, седловой отвод, заглушку или отвод.
Такие соединения помогут обустроить комбинированные виды магистралей. Например, обжимные муфты чаще всего используют в том случае, если нужно заменить отрезки стальных труб аналогами из полимеров.
Для выполнения работы по качественному соединению полиэтиленовых труб с помощью фитингов вам вовсе не обязательно иметь знания и навыки сварщика или сантехника. Главное – действуйте согласно предоставленной инструкции.
Для начала сделайте разметку на месте планируемого среза и выполните разрез трубы под углом в девяноста градусов. Затем вам нужно подровнять торцы труб для того, чтобы круг был идеально ровный. Возьмите трубу и введите ее в фитинг максимально далеко, руководствуясь при этом сделанной до этого разметкой. Завершающий этап – это закручивание гайки.
Итак, мы ознакомили вас с характеристиками полиэтиленовых труб для воды, видами их соединений, а также с подробной инструкцией по выполнению данных работ.
Что из себя представляют трубы ПНД
ПНД — это полиэтилен, изготовленный под низким давлением. ПНД получается путем полимеризация органического вещества этилена при температуре до 120 ͒С под давлением до 2 МПа в растворе специального катализатора. Получившийся материал еще называют полиэтиленом высокой плотности (ПВП), поскольку он плотнее и прочнее других полимеров.
Преимущества и недостатки труб ПНД
К преимуществам ПНД труб относятся:
- Невосприимчивость к любого рода растворителям. При температуре до 80 ͒С трубы из ПНД не растворяются вовсе. При достижении этой температуры — только в специальных растворителях. Вода наносит вред только при температуре от 180 ͒С.
- Не подвергаются коррозии. Это проблема известна для всех металлических труб, которые под действием воды и воздуха со временем начинают окисляться. ПНД трубам коррозия не страшна, поскольку в их составе нет металлов.
- Гладкая внутренняя поверхность. Шероховатости и неровности приводят к накоплению разного рода загрязнений. Со временем такая грязь способная почти полностью перекрывать просвет. Трубы ПНД гладкие, потому ничего не мешает ламинарному течению жидкостей по ним.
- Долговечность. Производители обещают, что их продукция способна прослужить до 50 лет. Стоит учитывать, что эта цифра была получена теоретическим путем. Полиэтилен высокой плотности был введен в эксплуатацию около 60 лет назад, потому достоверных данных о таком сроке службы еще не получено.
- Гибкость. ПНД трубы очень гибкие, их даже можно свернуть в рулон. Это неоспоримое преимущество в том случае, если их прокладывают через неровную местность.
- Высокая прочность. ПНД — прочный, герметичный и в то же время эластичный материал. Он не протекает, не ломается и не перегибается. Благодаря гибкости и прочности они хорошо зарекомендовали себя даже в сейсмически активных районах.
Существенным недостатком является неустойчивость материала к ультрафиолетовым лучам.

Трубы ПНД прокладывают только под землей или внутри помещений вдали от солнечного света. При воздействии солнечных лучей, полиэтилен высокой плотности становится хрупким и начинает разрушаться. Процесс распада проходит быстро, такие трубы необходимо менять.
Процесс установки насоса в скважину
Для того чтобы максимально качественно выполнить монтаж, вам понадобится следующее:
- трубы ПНД, по которым будет осуществляться подача воды в систему водоснабжения;
- соединительные элементы – фитинги;
- полный комплект оголовка, устанавливаемого на скважину;
- шланги и трос в металлической оплетке, используемой для повышения прочности конструкции;
- шаровой вентиль для регулировки давления воды;
- стабилизатор напряжения, который позволит обеспечить бесперебойную работу насосного оборудования и продлит срок его эксплуатации.
При наличии необходимого оборудования, материалов и инструмента, монтаж водяного насоса выполняется быстро и без особых проблем:
- демонтаж оголовка, а также установка на скважину (вернее, на ее обсадную трубу) фланца и уплотнительного кольца;
- подключение насоса к ПНД-трубе. Переход с последней на устройство обязательно должен быть выполнен из устойчивой к коррозии стали. Кроме того, потребуется использование забивной втулки, препятствующей уменьшению диаметра трубы при сжатии;
- подключение кабеля. Многие модели насосного оборудования реализуются уже с подсоединенными электрическими проводами, чтобы значительно облегчает монтаж;
- погружение насоса в скважину. На данном этапе необходимо действовать очень аккуратно, чтобы исключить любые удары по оборудованию, перекручивание между собой ПНД-трубы, троса и электрического кабеля;
- обвязка трубы с использованием фитингов из полиэтилена низкого давления, стальных угольников, шарового вентиля;
- подключение насоса к сети и проверка его работоспособности;
- монтаж оголовка на скважину, фиксация фланца крышки на обсадной трубе специально подобранными болтами.
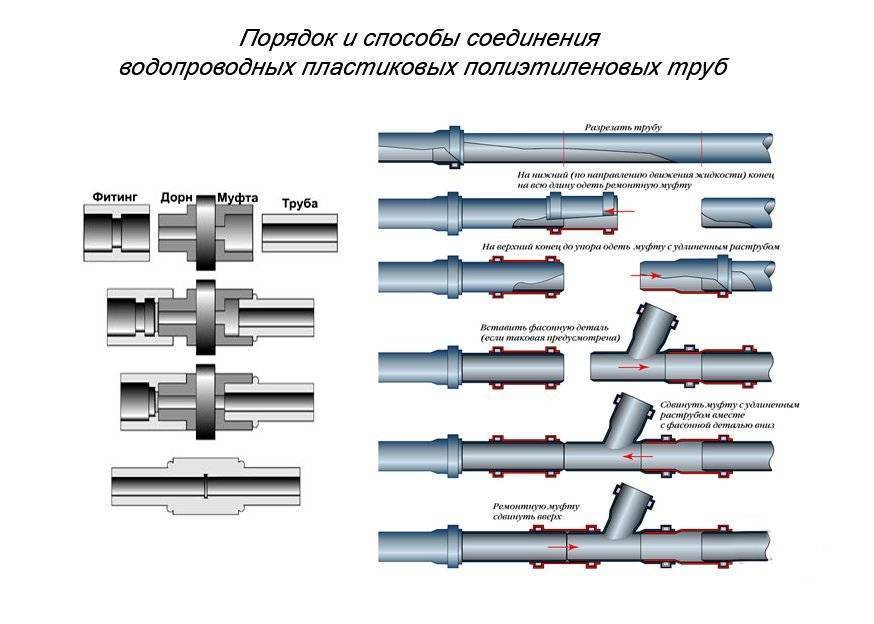
Способы врезки в полиэтиленовую ПНД трубу
Врезка в ПНД трубу благодаря современным техническим решениям выполняется оперативно без лишних манипуляций с перекрытием водопровода и монтажа громоздких приспособлений для ответвления магистрали. Для присоединения к действующему водопроводу используются:
- специальный вентиль, который дает возможность врезаться в ПНД трубу под давлением и впоследствии регулировать поток жидкости или полностью перекрыть его.
- седелки для ответвления бытового трубопровода, которые выполняются в виде обжимных хомутов или накладок.
Таким образом, в зависимости от условий выполнения монтажа, соединение труб полиэтиленовых ПНД может выполняться одним из рассмотренных в статье способов или путем комбинации нескольких видов с целью получения монолитных (неразъемных) или разъемных соединений.





