

Нормативная документация по производству трубопровода
Производство стальных труб, их основные характеристики и параметры регулируются государственным стандартом ГОСТ. Трубный прокат по хорошей цене вы можете заказать на сайте https://chelmetgroup.ru/truby/po-diametru-i-stenke/426×28/. Нормативы по стальному трубопроводу прописаны в следующих документах:
- ГОСТ 10704 — 91 — Круглая прямошовная магистраль;
- ГОСТ 8639 — 82 — Квадратные изделия;
- ГОСТ 8642 — 68 — Овальный трубопровод;
- ГОСТ 8651 — 57 — Шестигранная стальная продукция;
- ГОСТ 8645 — 68 — Прямоугольные магистрали;
- ГОСТ 10705 — 80, ГОСТ 10706 — 76 — Прямошовная труба из стали;
- ГОСТ 10692 — 80 — Круглая металлическая труба. Сортамент;
- ГОСТ 3262 — 75 — Стальные трубы для водоснабжения и газопроводов;
- ГОСТ 20295 — 85 — Сварные изделия для нефте- и газопроводов.
Оцинковка: основные технологии
Полученные металлоизделия пока не обладают антикоррозийным цинковым покрытием, поэтому необходимо произвести процедуру оцинковки (цинкования).
Тонкий, равномерный слой цинка защищает поверхность изделия от окисления, возникающего при контакте с внешней средой. Оно становится причиной ржавчины и, в конечном счете, полного разрушения металла. Цинк под воздействием кислорода покрывается тонкой пленкой оксида, что предотвращает появление окисления на основном материале и, как следствие, препятствует разрушению.
Оцинковка может осуществляться несколькими способами. Их выбор зависит от требований, предъявляемым к конечному изделию, или от его размеров.
Горячий
https://youtube.com/watch?v=LJtbZPXMc5U
Горячее цинкование можно считать самым популярным и распространенным способом. Процесс делится на несколько этапов.
Сначала изделие очищается от пыли, масла и других загрязнений. Затем методом травления с использованием соляной кислоты с поверхности удаляется окалина, появившаяся при термообработке (горячекатанном производстве или резке). Далее необходимо избавиться от оксидной пленки, которая может появиться после предыдущих работ и помешать нормальному закреплению цинкового слоя. Этот этап называется флюсованием.
Когда подготовка поверхности завершается, труба опускается в ванну с расплавленным цинком на 5-10 минут, а затем вынимается и сушится.
Несмотря на всю популярность, есть у горячей оцинковки ряд недостатков. Среди них: большие энергозатраты на поддержание цинка в расплавленном состоянии (необходимо обеспечивать нагрев до температуры не менее 500 градусов); сложности обработки изделий больших размеров и небезопасность для человека и окружающей среды вследствие химических воздействий.
В противовес можно отметить отличное качество защитного покрытия и самый долгий срок службы обработанных труб.
Холодный

Второй способ, приобретающий все большую популярность – холодное нанесение покрытия на поверхность металлоизделия. Его главное достоинство – максимальная простота. Состав представляет собой специальную цинксодержащую краску, которая наносится с помощью распылителя. Соответственно, на производстве не требуется организация сложных и дорогостоящих автоматизированных линий. Все работы можно произвести вручную. Кроме того, он хорошо зарекомендовал себя при оцинковке изделий сложной формы или нестандартных размеров.
К недостаткам можно отнести невысокую скорость обработки, так как она зависит напрямую от человеческого фактора. Он же влияет и на качество покрытия.
Электрогальванический
При электрогальваническом способе цинкования тщательно очищенная деталь помещается в ванну с электролитом. Чаще всего им выступает слабый раствор соляной кислоты. При воздействии на нее электрическим током происходит химический процесс электролиза, в результате которого на поверхности изделия равномерным тонким слоем оседает цинк.
Единственный недостаток – возможное ухудшение качества покрытия при попадании на поверхность обрабатываемой трубы пыли или масла, чего достаточно сложно избежать при массовом производстве.
Термодиффузионный
Вышеописанными методами может быть обработана практически любая труба, оцинковка же термодиффузионным способом применяется чаще для более мелких предметов, которые нецелесообразно опускать в расплавленный металл.
Если при горячем способе цинк расплавлялся до состояния жидкости, то в этом случае его разогревают до 2500 градусов, после чего он превращается в газ.
Подготовленные мелкие метизы (гайки, болты, шайбы) помещаются в барабан закрытой установки, где, вращаясь, находятся под воздействием испаряющегося цинка. Он, в свою очередь, равномерно оседает на всей поверхности даже самых мелких предметов. Всего на подобную обработку уходит около трех часов.
Стали разные нужны…
В наше время есть несколько технологий получения стали из чугуна путем окисления и удаления из него углерода: мартеновский метод, электротермический и конверторный.
Последний является наиболее популярным, поскольку он наиболее дешев и наименее «грязен» в экологическом смысле.
Но качество стали зависит не только от содержания в ней углерода. Необходимые свойства ей придают легирующие добавки (хром, никель, ваннадий, молибден, марганец и так далее).
Главным и наиболее известным легирующим элементом при выплавке стали является хром – от того, сколько его содержится в стали зависит ее главное качество – стойкость к коррозии.
Способы изготовления
Сварные трубы делаются по трем технологиям:
- Печная сварка. Заготовки, называемые штрипсами, нагреваются в туннельной печи до 1300˚ После выхода из нее производится обдув кромок горячим воздухом, повышающим их температуру до 1400˚C с одновременным сдуванием окалины. Затем заготовку обрабатывают на формовочно-сварочном стане, придавая ей нужную форму. После вторичного обдува кромок горячим воздухом их сваривают между собой. Заготовка еще раз проходит через печь, затем шов для улучшения качества обжимается формовочными валиками. Продукция, производимая по этой технологии, классифицируется как горячедеформированная.
- Электросварка. Это самый распространенный метод, так как позволяет делать тонкостенные изделия больших диаметров. Швы накладываются сваркой под флюсом. Трубные заготовки из холодных штрипсов получают на прокатном стане методом валковой формовки. Полусферы для прямошовных видов большого диаметра делаются методом прессовой формовки. Спиралешовные заготовки получают на валково-оправочных или втулочных станах. После сварки кромок на поверхности образуется прямолинейный или шов в форме спирали. После его очистки и водяного охлаждения заготовка переносится на калибровочный стан, где проводится корректировка диаметра по всей длине. Затем проверяют качество шва визуально и ультразвуком, после чего проводят гидроиспытания его прочности. Если после еще одного просвечивания ультразвуком дефектов не обнаружено, электросварные трубы отправляются на склад готовой продукции.
- Сварка в среде инертного газа. По данной технологии производятся варианты из легированной и нержавеющей стали. При обычной сварке качество шва из-за карбидизации легирующих добавок происходящей при взаимодействии с кислородом воздуха снижается. Для устранения этого явления место сварки защищается аргоном, гелием, углекислым газом. Шов создается путем плавления электрической дугой присадочной проволоки из того же материала что и труба. Сварка ведется неплавящимся электродом из вольфрама. Продукция, создаваемая по этой и предыдущей технологии, относится к холоднодеформируемым.
Электродуговая сварка трубного проката
Технология изготовления при помощи электросварки позволяет производить продукцию с минимальной толщиной стенок и большим диаметром. Большинство трубного проката, в частности, для прокладки газотранспортных магистралей и сетей водоснабжения, производят методом дуговой сварки с флюсом. Процесс изготовления электросварного трубопроката включает в себя несколько этапов:
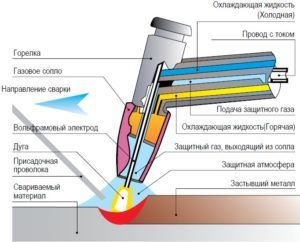 Схема электродуговой сварки
Схема электродуговой сварки
- листовому металлическому прокату придают необходимую форму, протягивая его через профильные вальцы прокатных станов;
- в результате получают, подготовленные к сварке, стальные заготовки;
- процесс профилирования осуществляется при помощи валковой прокатки.
Полировка более предпочтительна для производства трубы прямошовного типа, нежели прессовая формовка, используемая преимущественно в изготовлении крупногабаритных округлых изделий.
В отличие от металлической продукции с прямым швом, профилирование спирального трубного проката выполняется на втулочных или волково-правочных станах. После формования, кромки стальных заготовок свариваются при помощи электродуговой сварки. В зависимости от типа изделия на поверхности появляется прямой или спиральный сварочный шов, который необходимо очистить от гранта и охладить.
Остывшее изделие, подвергается калибровке. После этого проводится его осмотр, ультразвуковое сканирование и тест на стойкость к возможным нагрузкам. Далее, проводят заключительную проверку, и, если дефектов не выявлено, продукцию отправляют на реализацию.
ГОСТ 2590-88
Сортамент Для стального горячекатаного проката круглого сечения диаметром от 5 до 200 мм включительно. Прокат диаметром более 270 мм изготавливается по согласованию с потребителем По точности прокат изготовляют:
- А — высокой точности;
- Б — повышенной точности;
- В — обычной точности. Диаметр проката, предельные отклонения по нему, площадь поперечного сечения и масса 1 м длины должны соответствовать таблице 1.
| Диаметр, мм | Предельные отклонения, мм,при точности прокатки | Площадь поперечного сечения, мм2 | Масса 1 м профиля, кг | ||
| А | Б | В | |||
| 5 | +0,1 | 0,1963 | 0,154 | ||
| 5,5 | 0,2376 | 0,186 | |||
| 6 | 0,2827 | 0,222 | |||
| 6,3 | 0,3117 | 0,245 | |||
| 6,5 | 0,3318 | 0,260 | |||
| 7 | 0,3848 | 0,302 | |||
| 8 | 0,5027 | 0,395 | |||
| 9 | 0,6362 | 0,499 | |||
| 10 | +0,1 | 0,7854 | 0,616 | ||
| 11 | 0,9503 | 0,746 | |||
| 12 | 1,131 | 0,888 | |||
| 13 | 1,327 | 1,04 | |||
| 14 | 1,539 | 1,21 | |||
| 15 | 1,767 | 1,39 | |||
| 16 | 2,011 | 1,58 | |||
| 17 | 2,270 | 1,78 | |||
| 18 | 2,545 | 2,00 | |||
| 19 | 2,835 | 2,23 | |||
| 20 | +0,1 | 3,142 | 2,47 | ||
| 21 | 3,462 | 2,72 | |||
| 22 | 3,801 | 2,980 | |||
| 23 | 4,155 | 3,260 | |||
| 24 | 4,524 | 3,55 | |||
| 25 | 4,909 | 3,85 | |||
| 26 | +0,1 | 5,307 | 4,17 | ||
| 27 | 5,726 | 4,83 | |||
| 28 | 6,158 | 5,18 | |||
| 29 | +0,1 | 8,420 | 6,31 | ||
| 32 | 8,533 | 6,71 | |||
| 33 | 9,079 | 7,13 | |||
| 34 | 9,621 | 7,55 | |||
| 35 | 10,18 | 7,99 | |||
| 37 | 10,75 | 8,44 | |||
| 38 | 11,34 | 8,90 | |||
| 39 | 11,95 | 9,38 | |||
| 40 | 12,57 | 9,86 | |||
| 41 | 13,20 | 10,33 | |||
| 42 | 13,85 | 10,88 | |||
| 43 | 14,52 | 11,40 | |||
| 44 | 15,20 | 11,94 | |||
| 45 | 15,90 | 12,48 | |||
| 46 | 16,62 | 13,05 | |||
| 47 | 17,35 | 13,61 | |||
| 48 | 18,10 | 14,20 | |||
| 50 | +0,1 | 19,64 | 15,42 | ||
| 52 | 21,24 | 16,67 | |||
| 53 | 22,06 | 17,32 | |||
| 54 | 22,89 | 17,97 | |||
| 55 | 23,76 | 18,65 | |||
| 56 | 24,63 | 19,33 | |||
| 58 | 26,42 | 20,74 | |||
| 60 | +0,1 | 28,27 | 22,19 | ||
| 62 | 30,19 | 23,70 | |||
| 63 | 31,17 | 24,47 | |||
| 65 | 33,18 | 26,05 | |||
| 67 | 35,26 | 27,68 | |||
| 68 | 36,32 | 28,51 | |||
| 70 | 38,48 | 30,21 | |||
| 72 | 40,72 | 31,96 | |||
| 75 | 44,18 | 34,68 | |||
| 78 | 47,48 | 37,51 | |||
| 80 | +0,3 | 50,27 | 39,46 | ||
| 82 | 52,81 | 41,46 | |||
| 85 | 56,74 | 44,54 | |||
| 87 | 59,42 | 46,64 | |||
| 90 | 63,62 | 49,94 | |||
| 92 | 66,44 | 52,16 | |||
| 95 | 70,88 | 55,64 | |||
| 97 | 73,86 | 57,98 | |||
| 100 | — | +0,4 | 78,54 | 61,65 | |
| 105 | 86,59 | 67,97 | |||
| 110 | 95,03 | 74,60 | |||
| 115 | 103,87 | 81,54 | |||
| 120 | — | +0,6 | 113,10 | 88,78 | |
| 125 | 122,72 | 96,33 | |||
| 130 | 132,73 | 104,20 | |||
| 135 | 143,14 | 112,36 | |||
| 140 | 153,94 | 120,84 | |||
| 145 | 165,10 | 129,60 | |||
| 150 | 176,72 | 138,72 | |||
| 155 | 188,60 | 148,05 | |||
| 160 | — | — | +0,9 | 201,06 | 157,83 |
| 165 | 213,72 | 167,77 | |||
| 170 | 226,98 | 178,18 | |||
| 175 | 240,41 | 188,72 | |||
| 180 | 254,47 | 199,76 | |||
| 185 | 268,67 | 210,91 | |||
| 190 | 283,53 | 222,57 | |||
| 195 | 298,50 | 234,32 | |||
| 200 | 314,16 | 246,62 | |||
| 210 | — | — | +1,2 | 346,36 | 271,89 |
| 220 | 380,13 | 298,40 | |||
| 230 | 415,48 | 326,15 | |||
| 240 | 452,39 | 355,13 | |||
| 250 | 490,88 | 385,34 | |||
| 260 | — | — | +2,0 | 530,66 | 416,57 |
| 270 | 572,26 | 449,22 |
Примечание: Площадь поперечного сечения и масса 1 м длины профиля вычислены по номинальным размерам. При вычислении 1 м проката плотность стали принята равной 7,85 кг/м3. Масса 1 м проката является справочной величиной. По требованию потребителя круглый покат изготовляют с плюсовыми отклонениями, указанными в таблице 2.
| Диаметр, мм | Предельное отклонение, не более |
| От 5 до 9 включительно | +0,5 |
| Свыше 9 до 19 | +0,6 |
| 19 — 25 | +0,8 |
| 25 — 31 | +0,9 |
| 31 — 37 | Суммы предельных отклонений для проката обычной точности прокатки в соответствии с таблицей 1 |
Овальность проката не должна превышать 50% суммы предельных отклонений по диаметру. Допускается для инструментального легированного и быстро режущего проката овальность не превышающая 60% суммы предельных отклонений по диаметру.
Прокат диаметром до 9 мм изготовляют в мотках, свыше 9 мм — в прутках.
В соответствии с заказом прокат изготовляют: мерной длины; кратной мерной длины; немерной кратной длины.
Прокат изготовляют длиной: от 2 до 6 м — из углеродистой обыкновенного качества и низколегированной стали; от 2 до 6 м — из качественной углеродистой и легированной стали; от 1,0 до 6 м — из высоколегированной стали.
Предельные отклонения по длине проката мерной и кратной мерной длины не должы превышать: +30 мм — при длине до 4 м включительно; +50 мм — при длине свыше 4 м до 6 м включительно. +70 мм — при длине свыше 6 м.
Кривизна прутков не должна превышать значений, указанных в таблице 3.
| Диаметр круга | Кривизна | |
| I класс | II класс | |
| До 25 мм включительно | 0,5% длины | — |
| Свыше 25 мм | 0,4% длины | 0,5% длины |
Кривизну проката измеряют на длине не менее 1 м на расстоянии не менее 1 м на расстоянии не менее 150 мм от концов. Диаметр. Овальность круглого проката измеряют на расстоянии не менее 150 мм от конца прутка и не менее 1,5 м от конца мотка при его массе до 250 кг и на расстоянии не менее 3,0 м при массе мотка свыше 250 кг.
1. РАЗРАБОТАН И ВНЕСЕН Государственным комитетом СССР по стандартам
К. Ф. Перетятько, Г. И. Снимщикова (руководители темы); С. И. Рудюк, канд. техн. наук; В. Ф. Коваленко, канд. техн. наук; X. М. Сапрыкин, канд. техн. наук; В. А. Ена, канд. техн. наук; Е. И. Булгаков; Ж. М. Роева, канд. эконом. наук; В. И. Краснова; И. Е. Пацека, канд. техн. наук
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 29.06.88 № 2519
3. Стандарт полностью соответствует СТ СЭВ 3898-82
Трубы стальные катаные
Продажа трубы стальной, катаной, электросварной, бесшовной. Розница и мелкий опт.Бесплатная доставка при сумме заказа от 300 грн.В наличие есть все диаметры, толщины стен, размеры.
Современная промышленность не стоит на месте. Для проведения линий водоснабжения, газоснабжения, отопления и прочих нужд применяются трубы, изготовленные из различных материалов. Они могут быть пластиковые и металлопластикковые, железные и стальные, полиэтиленовые и полипропиленовые. Все они нашли своего потребителя, имеют как достоинства, так и недостатки. Однако именно стальные трубы являются классикой производства и давно заслужили множество положительных отзывов потребителей.
Самая распространенная сфера их эксплуатации электросварных труб – водопроводы холодной и горячей воды, а также системы отопления. Кроме того, такой вид труб используют и при монтаже электропроводки в качестве защитного элемента для проводов. Стальные трубы получили распространение не только в бытовом плане, то также и в промышленности. Многие отрасли используют крепкие стальные трубы для своих нужд. Среди отраслей промышленности можно выделить нефтегазовую отрасль, энергетика, машиностроение, химическое производство. Нередко такие трубы применяются в сельском хозяйстве, в основном для монтажа оросительных систем и других необходимых коммуникаций.
Все стальные трубы подразделяются на виды в зависимости от способа производства:
- Литые трубы изготовлены с применением аппаратов для литья;
- Сварные трубы получаются путем создания необходимой формы из стального листа с применения сварки. Такие трубы имеют обязательный стыковой шов. Они могут быть изготовлены с использованием холодной деформации или электросварки;
- Бесшовные называются так, потому что не имеют никаких соединительных элементов. Изготавливаются они путем горячего или холодного проката.
В зависимости от формы стальные катаные трубы могут быть квадратными, прямоугольными, овальными, круглыми, а также плоскоовальными.
Самыми надежными среди всех стальных труб считаются бесшовные. Такую репутацию они заслужили именно благодаря своей методике производства без соединительного стыка. Отсутствие сварного шва обеспечивает целостность всей трубы, без слабого места в виде того самого шва. Поэтому именно эта разновидность стальных бесшовных труб самая востребованная среди потребителей, а также среди производственных предприятий. Они нашли свое применение в сфере водоснабжения, а также газоснабжения; машиностроения в виде деталей к автомобилям; нефтяной, буровой промышленности.
При выборе труб кроме формы и способа изготовления необходимо учитывать еще несколько важных факторов. В первую очередь – это размеры. Особенно диаметр. Он измеряется по внутренней стенке. От этой величины зависят пропускные возможности трубы. Поэтому нужно учитывать, для каких именно нужд вы приобретаете трубы. Толщина – не менее важный фактор. Когда речь идет о различных магистралях, то в трубах будет создаваться давление. И нужно искать такую по толщине бесшовную трубу, которая выдержит это давление.
ФЛП Халимендик И.А реализует трубы стальные катаные электросварные, а также в других городах. Мы будем продавать такое количество труб, которое необходимо вам для ваших нужд. Мы занимается как крупнооптовым сбытом, так и продажей мелким оптом. Наша компания организует вам продажу с доставкой при сумме заказа от 300 грн. Мы реализуем только качественную продукцию, произведенную с соблюдением всех требовании государственного стандарта. Ассортимент труб, имеющихся у нас в продаже, широкий и разнообразный. Вы можете выбрать трубы необходимого диаметра, формы, толщины. Все заказы выполняются максимально быстро, чтоб вы могли скорее воплотить свои планы.
Круг, квадрат, шестигранник…
Гладкий круг, как вид проката используется для изготовления многих деталей машин и механизмов на токарных станках. Для производства круглого проката годятся самые разные марки стали — в том числе и легированные, такие, как 30Х, 40Х или 30ХГСА.
Круглый прокат с периодическим профилем имеет рифленый вид, и называется арматурой. Главное ее применение – это армирование бетона в составе изделий ЖБИ или непосредственно при его заливке в ходе строительства жилых зданий или объектов промышленности и торговли.
Арматура может иметь периодический профиль различного рисунка основной задачей которого является обеспечение лучшего сцепления с бетоном. При производстве арматуры обычно применяется малолегированная сталь марок 35ГС и 25Г2С. Требования к этому виду изделий содержатся в стандарте ГОСТ 5781-82.
Многоугольный прокат – это прежде всего квадрат и шестигранник.
Квадрат выпускается двух видов:
Мелкий квадрат — он предназначен для производства готовых металлоконструкций или холодной деформации изгибом. По условиям ГОСТ 2591-88 мелкий квадрат имеет поперечное сечение 10х10, 12х12, 14х14, 16х16, 18х18, 20х20, 25х25 мм. и производится из углеродистых марок стали, среди которых преобладает Ст3сп/пс.
Крупный квадрат – выступает только как заготовка для дальнейшего производства сортового проката.
Крупный квадрат обладает сечением 100х100, 125х125, 150х150 мм. – он поставляется на металлургические предприятия, где брус квадратного сечения раскаляют и вновь прокатывают, получая в итоге готовый к использованию продукт – уголки, полосы, швеллеры и проч.
Шестигранник – вид сортового проката, в сечении дающий равносторонний шестиугольник. Он производится в относительно небольших количествах и употребляется главным образом для изготовления таких деталей, как болты или гайки. Впрочем, иногда шестигранники используются для изготовления металлоконструкций.
Производство
Единого стандарта на производство оцинкованных труб не существует. Это объясняется тем, что сама оцинковка – это процесс дополнительной обработки, которому могут подвергаться не только трубы, но и другой металлопрокат, из-за чего процесс производства фактически делится на два этапа: изготовление и оцинковка.
Основой для трубного металлопроката является штрипс – стального рулона. Он подается на линию, где деформируется – изгибается в цилиндр. Применяются методы, как холодной, так и горячей деформации.
На следующем этапе производится сварка продольного шва. Она выполняется в автоматическом режиме с помощью индукционной сварки. Иногда применяется сварка в аргоне, но она более трудоемка и существенно снижает скорость производства.
Далее производится повторная вальцовка для придания требуемой формы, после которой прокат проходит несколько проверок на соответствие стандартам.
Полученная заготовка согласно требованиям стандартов или договоренности с заказчиком нарезается на мерные или немерные готовые трубы.
Область применения сварных труб
Трубопроводы из них работают во всех отраслях промышленности и сельского хозяйства, агрегатах и механизмах, технологическом оборудовании. Без стальных труб был бы недоступен монтаж подземных коммуникаций. Универсальные разновидности используются для перемещения разнообразных газообразных и жидких веществ. По специализированным трубопроводам перекачивается газ, нефть и продукты, получаемые из нее. Кроме этого труба сварная также используется как силовой элемент при строительстве каркасных сооружений (домов, теплиц, навесов и пр.).
В особую разновидность выделены сварные трубы из нержавеющей стали. Уникальность эксплуатационных параметров позволяет им работать на химических, фармацевтических и предприятиях по производству пищевых продуктов. Благодаря презентабельной внешней поверхности сварные трубы из нержавейки встраиваются в дизайн помещений как декоративные элементы.
Непрерывная печная сварка металлических труб
Полоса металлического проката, используемая в качестве заготовки для будущего изделия (еще ее называют штрипса), протягивается через специальную печь, в которой металл разогревают до температуры 1300оC (точная температура зависит от марки стали). После разогрева в печи, кромки штрипсы подвергаются обдуву, для удаления окалин и местного повышения температуры.
 Далее, при помощи формующих валков, стальной заготовке придается необходимая форма и диаметр.
Далее, при помощи формующих валков, стальной заготовке придается необходимая форма и диаметр.
После чего, кромки подвергаются дополнительному обдуву, что способствует повышению температуры до значений, допускающих сваривание. В таком состоянии металлическая заготовка прокатывается через сжимающие валки, в которых происходит окончательная сварка трубы. Трубный прокат, изготовленный таким способом, относят к разряду горячедеформированной продукции.
Металлопластик
Этот материал был открытием для нашей страны на стыке веков. Все старались убрать ржавые старые водопроводные трубы и заменить их именно на металлопластиковый аналог. У таких есть неоспоримые преимущества:
- Эстетическая привлекательность. Они выглядят аккуратно, как правило, система белого цвета.
- Внешний слой выполнен из диэлектрического полимера, то есть такой водопровод не токопроводящий.
- Трубы данного типа очень распространены, их всегда можно найти в наличии, как и фитинги к ним.
- Монтаж достаточно прост, с ним можно справиться самому. Не требуется сложное оборудование или специальные навыки.
- Сравнительно низкая цена.
Есть у этого варианта и недостатки, о которых следует знать:
- Соединения и стыки следует проверять хотя бы раз в год, со временем они могут ослабевать и течь. Как правило, такая проблема если и проявляется, то на линии горячего водоснабжения.
- Первый минус обусловливает и второй. По причине постоянного наблюдения за линией ее не рекомендуется скрывать за гипсокартоном, плиткой и прочим.
- Труба мягкая. Если будет сильное механическое воздействие, то она может не только помяться, но и выскочить из фитинга.
Метр водопроводной трубы данного типа обойдется вам в районе 100 рублей (диаметр 26 мм). Это цена на китайские изделия, европейские аналоги чуточку дороже, но нет большого разбега в цене.
Учитывайте, что при использовании металлопластиковых труб у вас есть выбор между их резьбовым соединением между собой и способом их крепления с помощью опрессовки. Второй способ надежнее, но потребуется специальный инструмент для проведения этой операции. Практика показывает, что чаще всего люди предпочитают резьбовое соединение.
Бесшовные трубы горячей деформации
Основным методом производства бесшовных труб является технология горячей деформации. Эта технология является затратной с экономической точки зрения, однако одновременно с этим она простая и эффективная. Основные регулирующие документы — ГОСТ 8732-78, ГОСТ 8731-74 и другие. Процедура изготовления методом горячей деформации выглядит так:
Подготовка, нагрев. На данном этапе в промышленный цех поступает специальная деталь-заготовка, которая имеет вытянутую форму + небольшую или среднюю площадь сечения. В цеху заготовка разогревается до температуры 1100-1200 градусов по Цельсию (именно поэтому технологию и называют методом горячей деформации). Характерный момент: деталь может быть любой формы (то есть не только округлой, но и квадратной, прямоугольной). Круглую форму заготовка получит лишь во время последующей обработки с помощью специальных валиков. Еще один характерный момент — заготовка должна быть полой, поскольку это заметно упрощает последующую обработку. Формирование гильзы, ее обработка. После нагрева на предварительном этапе заготовка обрабатывается с помощью специального высокомощного сверла. Оно делает крупное равномерное отверстие по всей внутренний поверхности детали — в результате образуется труба-гильза. При необходимости деталь может обрабатываться с помощью нескольких сверл. В результате одни сверла формируют непосредственно сквозное отверстие, а другие устраняют мелкие неровности и создают гладкую поверхность внутри заготовки
Также обратите внимание, что гильза не является полноценной трубой — это лишь деталь-полуфабрикат, которая нуждается в финальной прокатке. Горячая прокатка. Теперь происходит прокатка горячей детали-гильзы
Во время прокатки деталь происходит несколько обработок. Самая главная обработка — это деформация с помощью валиков: на специальном станке крепится два или три валика, между которым пропускается гильза. При обработке деталь вытягивается в одном из направлений, что позволяет создать ровную трубу цилиндрической формы. При необходимости гильза может пропускаться через несколько валиковых станков, чтобы получить деталь нужного диаметра.
В результате такого производства образуется бесшовная труба. Точность такого проката низкая, поэтому обычно эта технология используется для производства толстостенных изделий, где показатели точности не имеют серьезного значения. По ГОСТ размеры горячедеформированных труб должны составлять от 25 X 2,5 мм до 530 X 75 мм. На практике производители обычно выпускают толстые объекты средней или большой длины, а короткие тонкостенные изделия производятся редко. Связано это с тем, что для производства более компактных объектов требуется точное оборудование, которое является дорогим. Основное применение — это монтаж крупных трубопроводов, которые могут выдерживать большое давление/температуру.

Технологические свойства марок сталей для трубопроката
При строительстве трубопроводов, эксплуатирующих при давлении рабочей среды до 35 МПа — сборке элементов, врезке для ответвлений — используются сварные стыковые соединения, обеспечивающие надежность и герметичность в течение расчетного срока службы.
Качество шва (прочность и склонность к появлению трещин), скорость и простота операций определяется свариваемостью — основным технологическим свойством стали, которая подразделяется на несколько групп:
- Хорошая (без ограничений) — углеродистые и легированные конструкционные, легированные коррозионно-стойкие стали.
- Удовлетворительная (с подогревом до 1500С и заключительной термообработкой) — низколегированные стали.
- Ограниченная (с подогревом до 3000С и финальной термообработкой) — низколегированные теплоустойчивые стали.
Технические требования к технологическим и магистральным трубопроводам, обязательные к соблюдению производственными предприятиями, контролируемыми органами надзора, — условия выбора труб и сталей для их выпуска — регламентируют ГОСТ и СНиП.
Производство
Сортовой металл, независимо от его вида, производится методом проката на специальном прокатном стане. На него подается заготовка (сляб из требуемой марки стали), после чего она разогревается для увеличения пластичности и проходит по прокатным клетям. Последние представляют собой серию попарно расположенных валков с требуемой геометрией поверхности. Проходя через них, заготовка вытягивается и постепенно приобретает требуемую форму и размеры.
Готовые изделия нарезаются на прутки или сматываются в мотки и остужаются, после чего отправляются на хранение или поступают в продажу.
Источник
Металлопластиковые трубы
Изделия, которые производятся как сочетание металла и пластика, являются очень популярными и обладают прекрасными качественными характеристиками. Монтаж трубопровода из металлопластиковых труб является, пожалуй, одним из самых простых. Собрать такую конструкцию своими руками может любой человек, который тщательно изучит правила и советы по монтажу, а также приобретёт все необходимые материалы и инструменты.
К отрицательным качествам этих труб можно отнести возможность протечки в местах стыков и слабую термоустойчивость. Кроме этого, металлопластиковые коммуникации не являются пожароустойчивыми.
Рабочая температура для металлопластиковых деталей составляет 80–100 °C. Из таких труб выполняются разные трубопроводы: горячие и холодные водопроводы, отопительные, коммуникации для тёплого пола. Они резистентны к агрессивным химическим веществам и обладают антикоррозийными качествами, а металлическая прослойка увеличивает прочность конструкции. Эксплуатационный срок таких изделий составляет примерно 30–35 лет.
Соединение таких труб, как правило, проводят с использованием специальных фитингов. Все фитинги по типу соединения подразделяются на:
- резьбовые;
- пресс-фитинги.
Металлопластиковые изделия применимы для многих типов систем — отопительных, водопроводных, газовых
На сегодняшний день популярными соединительными элементами для металлопластиковых коммуникаций считаются пресс-фитинги, с помощью которых можно смонтировать прочное и надёжное соединение.
Листовой металлопрокат: особенности
Сегодня его востребованность возросла на рынках. Способов его изготовления множество. В основном производятся из сплавов и цветных металлов. Различают в зависимости от способа изготовления изделий. Он делится на горячекатаный и холоднотянутый. Область применения листа зависит от того, каким способом он изготовлен. Пользуется спросом такая продукция в строительстве и промышленном производстве. Наибольшим спросом пользуются пластины из стали. Ведь они обладают рядом преимуществ:
- прочность;
- длительный срок эксплуатации;
- устойчивость к перепадам температурного режима, механическим воздействиям со стороны;
- за счет оцинкованной поверхности – коррозоустойчивость.
Товар изготавливается посредством смены температурного режима. Профиль деформируется под воздействием холодной или горячей температуры. К популярным видам можно отнести следующие:
- Гладкие. Востребована всегда. Сортамент широкий, зависит от толщины стенки.
- Оцинкованные. Среди положительных характеристик, стоит выделить устойчивость к коррозии, воздействию высоких температур, ультрафиолету. Цена листов относительно невысокая, а срок службы – значительный. Их можно подвергать различным обработкам. Широко применяются при кровельных работах, в машиностроении и промышленности.
- Перфорированные. Имеют отверстия различной формы (круглые, квадратные, прямоугольные). Можно использовать в качестве декорации фасадов зданий либо в строительстве.
- Нержавеющие. Изделия имеют множество преимуществ: они не подвержены коррозии, устойчивы под воздействием высоких температур, пластичные, прочные и внешне привлекательные. Применяются практически во всех сферах жизнедеятельности (перила, пролеты, торговое оборудование).
- Декоративные. Сегодня их производят различной формы (рифленые, зеркальные, шлифованные, текстурированные).
- Гофролисты. Это спецтовар, имеющий хорошую толщину стали. Используются при обшивках стен, для возведения ограждений изнутри.

Как производится бесшовная горячекатаная труба
Бесшовная горячекатаная (горячедеформированная, горячепрессованная) труба из нержавеющей стали выполняется обычно на станах, работающих по принципу непрерывного действия.
Бесшовная конструкция в процессе изготовления проходит несколько этапов, общих для агрегатов со станами разного типа:
- металлическую заготовку подают в специальную печь и нагревают до заданной температуры;
- для получения гильзы применяется прошивный стан, в гильзу вводится оправка и производится прокатка;
- по окончании прокатки производится извлечение гильзы, а конец трубы обрезается;
- наружная поверхность трубы выравнивается;
- для проведения редуцирования используется редукционный или непрерывный калибровочный стан. Эта процедура является строго обязательной, так как позволяет избежать появления овальности изделия. Бесшовная труба большого диаметра может потребовать применения стана-расширителя;
- по остывании изделия оно нарезается на отрезки нужной длины и проходит окончательную отделку.





