

Типы холодной ковки
Для придания заготовкам нужной формы задействуют специальные станки, прессы и штампы. Технология включает в себя следующие операции:
- гнутье;
- калибровку;
- прошивку;
- вырезку;
- штамповку;
- навивку.
Оборудование позволяет осуществлять серийное производство одинаковых изделий.
В качестве заготовок используют следующие виды металлопроката:
- прут круглого и квадратного сечения толщиной 8-16 мм;
- полосу;
- листовой прокат.
Из стальных пластин методом молотковой чеканки изготавливают рельефные украшения.
В качестве материала в холодной формовке используют низкоуглеродистую сталь, отличающуюся мягкостью и пластичностью. Наиболее распространена марка Ст3.
Торсионные станки
Мастера рекомендуют закручивать пруты для художественной ковки, не пользуясь станками вовсе. Для предотвращения загиба детали у зажатого в тисках конца под дальний конец следует использовать подставку с небольшим вырезом сверху, куда следует закрепить прут.
Торсионные станки
Вращательные станки могут ускорить работу, повысить качество изготовляемых элементов. Так как нагрузка сильно влияет на опору, подставка должна быть повышенной прочности, например, сваренные вместе швеллеры от ста миллиметров.
Исходный материал удерживается оправой квадратного сечения. Из-за сокращения длины прута, следует тщательно проверять надежность крепления оправы. Для этого заднюю бабку делают скользящего вида. Подразумевает холодная ковка станков высокое качество, иначе изделие будет непрочным.
Любой инструмент для холодной ковки требует бережного ухода за собой, своевременного ремонта и наладки. А ручная художественная ковка и вовсе требует сноровки и дисциплины от мастера. Все схемы, кузнечные станки и даже самодельные станки требуют порядка и чистоты.
Торсионный станок
Как уже говорили эти станки для холодной ковки позволяют сделать на прутке продольные изгибы. Это относительно несложная конструкция. Основная задача — закрепить неподвижно один конец прутка, ко второму приделать рычаг, при помощи которого можно будет скручивать заготовку.
В качестве основы подойдет обрезок профилированной трубы с толстой стенкой (не менее 3 мм). Фиксатор можно сварить из тех же прутков, оставив квадратный просвет нужного диаметра. Можно использовать зажим для троса подходящего размера (можно найти в магазине такелажа). Любой из этих упоров приваривается к основанию.
Держатель для троса — отличный фиксатор для прутка

Далее надо каким-то образом обеспечить захват и кручение второй части заготовки. Можно это сделать при помощи двух подшипниковых узлов. Внутрь вставляется труба подходящего диаметра, с одной стороны к ней приваривается ручка — конструкция напоминает букву «Т». С другой стороны в трубе делают фиксатор: сверлят четыре отверстия, в них вваривают гайки под 12 или 14 болты. В результате получается неплохой фиксатор — болты закручивают после того, как вставили пруток.
Подшипниковый узел

Фиксатор для заготовки

Так выглядит конструкция в целом

Дальше — дело техники — рычагом наворачиваем нужное количество витков. Нельзя сказать, что эта работа для слабаков, но при большом рычаге все не так уж и сложно.
Еще более простой станок для изготовления торсионов методом холодной ковки ссотрите в видео:
Что можно ковать из профильной заготовки
К профильным трубам относят изделия, чье сечение не является круглым. Оно может быть овальным, прямоугольным или квадратным. Сложность обработки заключается в соблюдении максимальной нагрузки на стенки заготовки. Если этого не предусмотреть – возможно появление разрыва и нарушение целостности конструкции.

С помощью холодной ковки можно сделать следующие элементы из профильной трубы:
- Дуги. Самый распространенный вид обработки. Из заготовок делают парники, каркасы сложных конструкций.
- Спирали и завитки. В отличие от прутка они имеют большой радиус изгиба, что обусловлено вероятностью разрыва. Применяются для заборов, ворот и декоративных решеток.
- Объемные спирали. Они могут стать основой для декоративных украшений.
- Концевое расплющивание, формирование хомутов для соединения частей узора.
В отличие от штамповки во время холодной ковки металл профильной трубы практически не течет. Это позволяет сохранить ее исходные габариты, параметры прочности.

Оборудование для холодной ковки: своими руками или купить
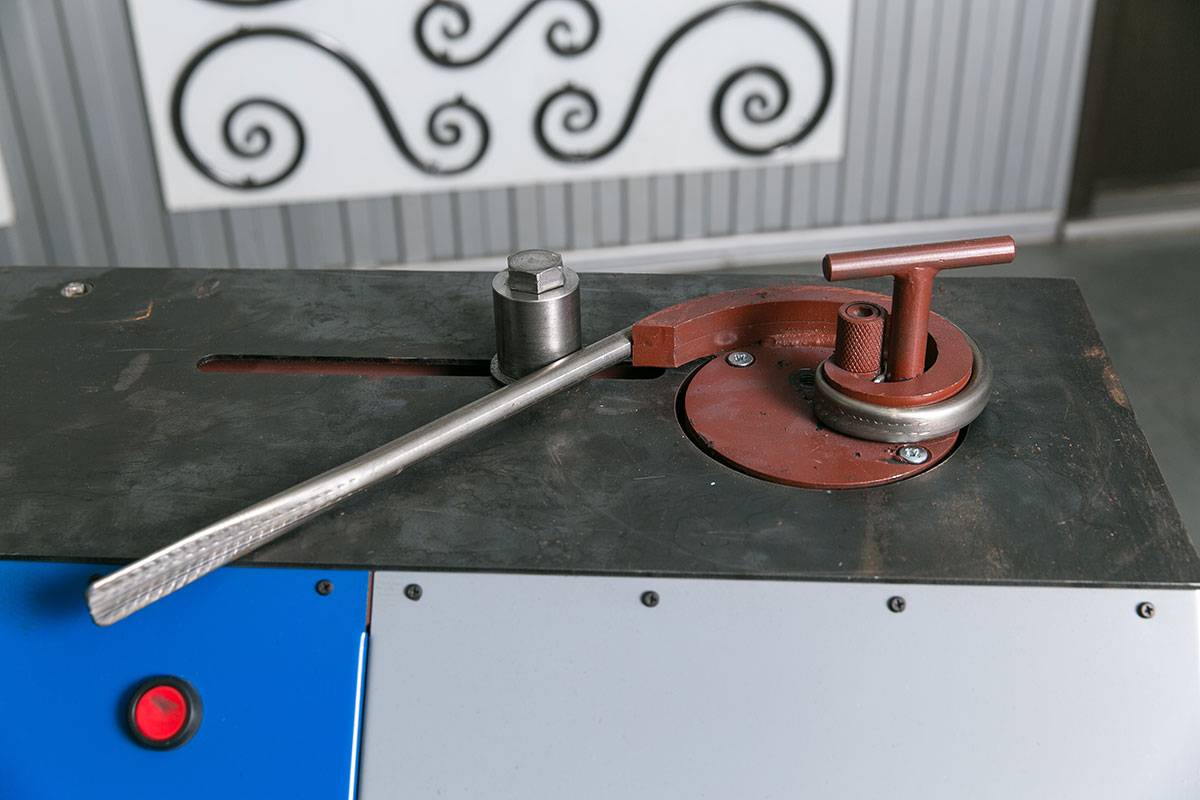
Кроме торсиона для холодной ковки применяются другие станки с ручным (рычажным) управлением, среди которых наиболее выделяется улитка, использующаяся для изготовления завитков. Подобные устройства чаще всего применяются индивидуальными мастерами, а также кузнецами небольших кузниц, мастерских и компаний.

Станок типа улитка PROMA, Фото ВсеИнструменты.ру
Данные механизмы отличаются достаточно простым устройством, поэтому их возможно собрать своими руками. Самодельная улитка, волна или другой станок отличается необходимой для определенного мастера конструкцией и размерами, что позволяет решать поставленные задачи.
Станки с электропроводом отличаются более высокой производительностью, а также снижают трудозатраты. Самостоятельная сборка устройств позволяет сделать модель, отвечающую всем критериям.
Универсальные станки представляют собой автоматические или ручные машины, предназначенные для выпуска больших объемов различных элементов. Высокая производительность делает агрегаты востребованными на крупных и средних предприятиях. Универсальное оборудование позволяет обрабатывать заготовки с разным сечением: полосы, профильные трубы, круглые и квадратные прутки.

Станок для ковки Ажур-1М. Фото КовкаПРО
Инструменты: клещи, вилки и кувалда и приспособления: шаблоны, лекала, кондукторы в большинстве случаев изготавливаются своими руками.
Однако, следует отметить, что не все мастера обладают свободным временем для самостоятельного изготовления необходимых станков для холодной ковки (где купить). В таком случае рекомендуется приобрести ручные устройства: улитка (где купить), торсион и другие нужные механизмы, чтобы сразу же приступить к реализации проектов по холодной ковке своими руками.
Любуясь красотой ажурной металлической ограды или восхищаясь невероятным витым узором на перилах железной лестницы, мало кто задумывается о том, что изготовлены они методом холодной ковки. Научится воплощать красоту в металле можно без особых усилий. Для этого достаточно обладать минимальными навыками работы с металлом и иметь специальные станки для холодной ковки. Что такое холодная ковка? Какие нужны для неё станки? Что можно изготовить на этих станках? Ответы на эти вопросы вы найдёте в нашей статье.

Холодную ковку правильнее будет назвать — механическим сгибанием металлического прута на специализированных станках, для придания ему формы задуманной производителем. Сгибание прутьев в станке, можно производить как в ручную с помощью рычагов, так и с применением электромоторов. Помимо металлического прута, методом холодной ковки можно сгибать трубы небольшого диаметра, узкие железные полосы и арматуру. С применением метода холодной ковки производятся:
- Витые ограды.
- Украшения для жилых сооружений.
- Узорные ворота.
- Ограждения для балконов и лестниц.
- Металлические садовые скамейки.
- Украшения для беседок и фонарей.
- Большое количество вариантов решёток.

Элементы изготовленные методом холодной ковки Освоив метод холодной ковки, в с лёгкостью сможете начать своё дело по производству изделий из металла. При этом, первоначальные финансовые вложения вам потребуются только на закупку станков, а если вы изготовите станки своими руками, то можно обойтись минимальными затратами.
Технология изготовления самоделок из металла
Существует несколько различных технологий изготовления, и выбрать любую из них можно, отталкиваясь от личных предпочтений, познаний и возможностей. Все, что можно сделать из металла, всегда тесно связано со способом изготовления.
Как известно, с помощью металла и небольших усилий можно сделать привлекательной и практичной почти любую конструкцию. Сюда входят различные скамейки, карнизы, мебель и другие предметы интерьера.
Поскольку поделки из железа относятся к ручному труду, их стоимость в магазинах довольно высока, поэтому куда проще будет самостоятельно освоить это ремесло и сэкономить свои денежные средства. Единственное, на что придется потратиться — это материалы для изготовления.
Первым делом необходимо выбрать понравившуюся направление, в котором вы будете работать. Особенно часто необходимы приборы для гнутья и ковки, штамповки, резки, чеканки. После этого подготавливается чертеж будущей поделки и необходимые материалы.
Существует целый перечень различных методов, используя которые вы сможете сделать изделие из металла своими руками на продажу или для личного пользования.
- Литье. Здесь необходимо приобрести специальную форму, в которую заливается жидкий сплав.
- Ковка. Потребуется молоток или пресс, с помощью которых производятся действия с нагретым металлом для изменения его формы.
- Гнутье. В этой методике принцип сходен с ковкой, но в основе лежит склепывание и сваривание разных элементов, собирая общую конструкцию.
- Дифовка. Эта техника подразумевает использование тонких листов металла и молотка, с помощью которого придается необходимая форма.
- Штамповка и резка. Довольно простой механизм работы со специальной техникой, которая позволяет без каких-либо усилий изменять форму металлических элементов.
- Филигрань. Различные проволоки принимают необходимую форму, после чего спаиваются мастером.
- Чеканка. Один из наиболее простых методов, подразумевающий размещение в заготовку инструмента, на который воздействуют молотком. Таким образом, меняется форма изделия.
Что касается чертежа конструкции, его можно изготовить вручную на бумаге или с помощью специализированных компьютерных программ, которые в широком ассортименте можно найти по всему интернету.
В принципе, можно обойтись и без схемы, если речь идет о простых изделиях. Но для крупных предметов по типу ворот, решеток и им подобных чертеж крайне необходим.
Виды станков холодной ковки
Рассуждаем логически и по пунктам. Руками вы металл не погнете, как ни старайтесь. Холодная ковка своими руками производится только с помощью специальных станков. В них все дело. Это первый пункт. Одним станком не обойтись, их целая пачка. Это второй пункт. Некоторые из них можно сделать своими руками.
Если вы решитесь, вам понадобятся чертежи для станков холодной ковки. Сколько и каких станков нужно иметь, чтобы делать то, что вам нужно и нравится, зависит от того, что нужно и нравится. Именно так и в таком порядке.
Берем прут. Есть только два варианта согнуть его:
- Вдоль оси, чтобы прут стал напоминать витой шнур.
- Поперек оси в виде различных завитков, волн и изгибов.
Разновидности инструментов для ковки.
Все станки для холодной ковки делятся на четыре группы по такому же принципу:
- Торсионные станки, делающие продольную винтовую крутку прутьев и различные филаменты, которые мы разберем ниже.
- Твистеры для формирования завитков и спиралей с узкой серединкой.
- Гибочные станки для волн и зигзагов.
- Штамповочные станки для расплющивания концов прутьев в виде лапок, хомутиков и других узорчиков.
Изделия произведённые методом холодной ковки
Предлагаем вам ознакомиться с вариантами изделий которые вы можете сделать используя метод холодной ковки:

Элемент забора полностью сделанный по методу холодной ковки. Для соединения деталей использованы хомуты. Для изготовления использовались станки: «улитка», торсионный, «гнутик» и «фонарик».









Скамейка содовая — изготовлена посредством холодной ковки и обшитая деревом.для соединения элементов использована сварки и хомуты. В изготовлении применялись станки — «улитка», торсионный, пресс.

Балконные перила — метод производства — холодная ковка. Элементы перил соединены при помощи сварки и хомутов. Используемые станки при производстве — «волна», «улитка», пресс.

Лестничные перила — произведены по методу холодной художественной ковки. Детали соединены с помощью сварки. В производстве использованы станки — торсионный, «фонарик», «улитка».

Козырёк — методом холодной ковки выполнен каркас козырька. Детали соединены с помощью сварки. В процессе изготовления использованы станки — «улитка», «волна», пресс.

Мангал — простая конструкция изготовленная по методу холодной ковки. Для соединения деталей использованы хомуты и сварки. Элементы мангала производились на станках — торсионный, «улитка».

Двуспальная кровать — для спинок использован метод холодной ковки. Соединения сделаны сваркой и хомутами. В процессе изготовления использованы станки — «улитка», «волна» и пресс.
Как видно из всего вышеперечисленного, метод холодной ковки не требует больших финансовых затрат и довольно лёгок в освоении, поэтому если вы решили начать обучение кузнечному делу именно с этого метода, то вы поступили правильно.
Примеры изделий с завитками
Оригинальный козырек над входом в здание:

При оформлении французского балкона оригинальные завитки придают ажурный вид всему изделию.

На лестничном пролете завитки выглядят весьма оригинально.

Используя одни завитки, изготавливают опоры для скамьи, а также в том же стиле создают решетку для камина.

На винтовой лестнице видна рука отличного мастера. Не всякий сумеет сделать подобное изделие.

В створке ворот присутствуют элементы, изготовленные на станке «Улитка». Тяжелое изделие прибрело особую легкость.

Легкая лестница в стиле Хай-тек. Она может украсить не только загородный дом. Современные дворцы при минимализме конструкции могут иметь отличный вид.

Простор для творчества не ограничен. Многие кузнецы являются настоящими художниками. Они украшают мир вокруг себя.
Видео: “Улитка” – холодная ковка своими руками.
Проверка работоспособности
Это всегда подразумевается, поэтому без комментариев.
В принципе, сделать улитку для холодной ковки – это не так уж и сложно. Тем более что какого-то единого стандарта на подобные устройства не существует.
Кто-то скажет – а не проще ли купить заводскую модель? Во-первых, как уже сказано, придется долго искать. Во-вторых, не факт, что ее возможности совпадут с фантазиями мастера.
В-третьих, придется облегчить кошелек примерно на 19 000 (ручная) и на 62 000 (электрическая модель) рублей, как минимум.
Успехов в изготовлении улитки своими руками!
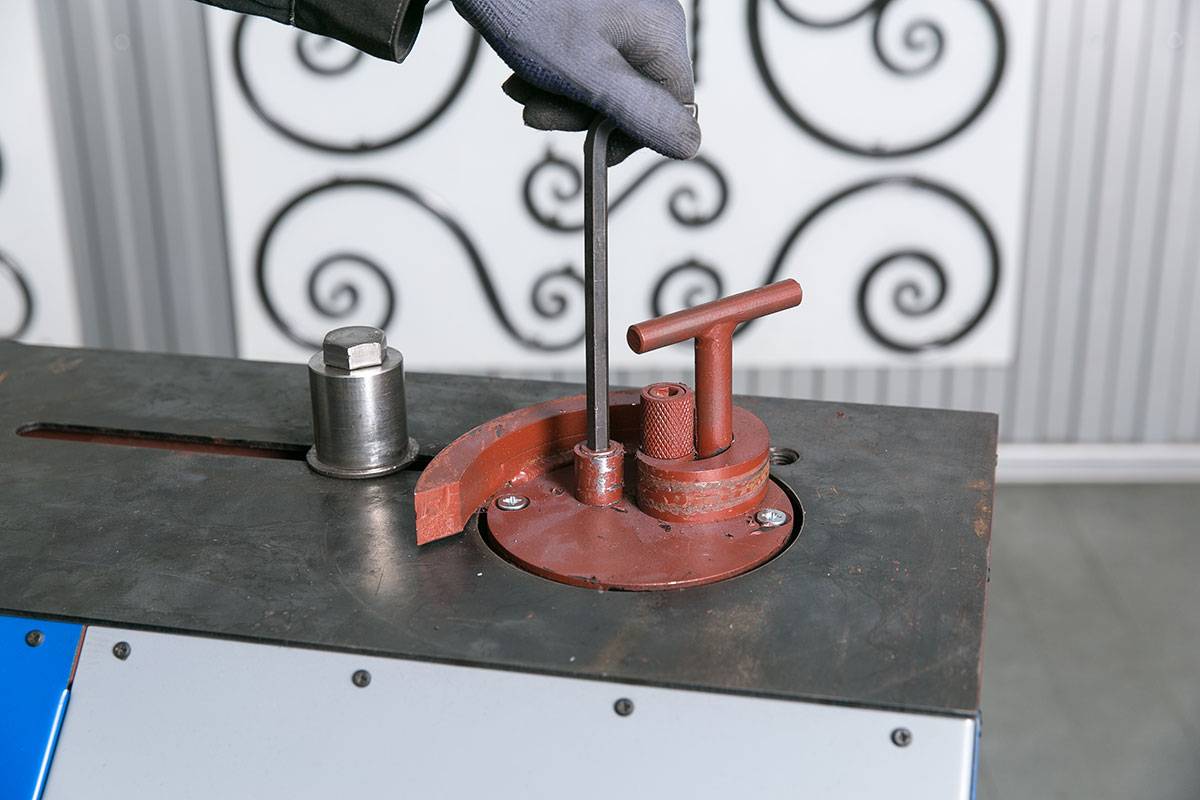
Пошаговый технологический процесс изготовления обратного завитка на станке «Улитка»
На прокатных роликах производится последовательный обжим трубы. Образуются выступающие ребра, а сварной шов остается внутри слоя, смещенного к центру.
На параллельных эксцентричных вальцах выполняется обжатие концов трубы. Она становится похожей на полосу. В таком виде ее проще фиксировать на станке.
В специальном приспособлении формируется хвостовик. Теперь заготовки будут фиксироваться на станке одним движением.
Заготовку фиксируют в центре. Там имеется паз, который закрепляет хвостовик. Видно, что спираль имеет равномерный спуск по высоте.
После фиксации хвостовика включается электродвигатель. Начинается формование детали.
Петля образуется при касании заготовки в специальный опорный элемент. Его чаще называют опорным валом. Чтобы снизить усилие, его оснащают подшипником. Деталь свободно проворачивается вокруг опоры.
Часть спирали образована. Но при необходимости обрабатывать на большую длину, будет установлен съемный элемент.
Для продолжения работы устанавливается съемный элемент сборной «Улитки».
Теперь можно формировать загиб деталей большого размера.
Даже длинные заготовки легко изгибаются по заданным размерам. На рабочих элементах делают метки. По ним ориентируются, сколько нужно гнуть.
С обратной стороны выполняют дополнительный изгиб детали.
Дорабатывается изделие с обеих сторон.
Готовая деталь имеет законченный вид. Если нужно, то хвостовики будут спилены. Тогда никто не догадается, как выполнялась фиксация заготовок.
Если нужно изготовить маленькую деталь, то используют другую «Улитку». У опытных мастеров их несколько штук.
Монтаж деталей «улитки»
В зависимости от квалификации кузнеца в рабочем процессе могут принимать участие станки для ковки одного из трех вариантов приспособлений.
Вариант первый относится к простым устройствам, в котором контур спирали протачивается или приваривается на поверхности столешницы.
Вариант второй предусматривает изготовление «улитки» из разборных частей. По длине контура кузнечной разметки устраиваются отверстия с внутренней резьбой, по шаблону вырезаются металлические накладки с отверстиями под болты. Для закрепления сегментов на столешнице применяются болты или упоры, конструкция позволяет изготавливать заготовки с разным радиусом завитков «улитки» не используя нагрев прутка.
Третий вариант станка состоит из разборных сегментов для производства модулей с разным вариантом спирали. Модули выполняются из отдельных фрагментов металла с наваренными частями «улитки».
На следующем этапе по контуру каркаса приваривается основной круг столешницы, с помощью треугольников монтируется вал, закрепляется вращающийся рычаг. К верхнему отделу вала приваривается второй круг столешницы, на которую устанавливаются сегменты спирали «улитки».





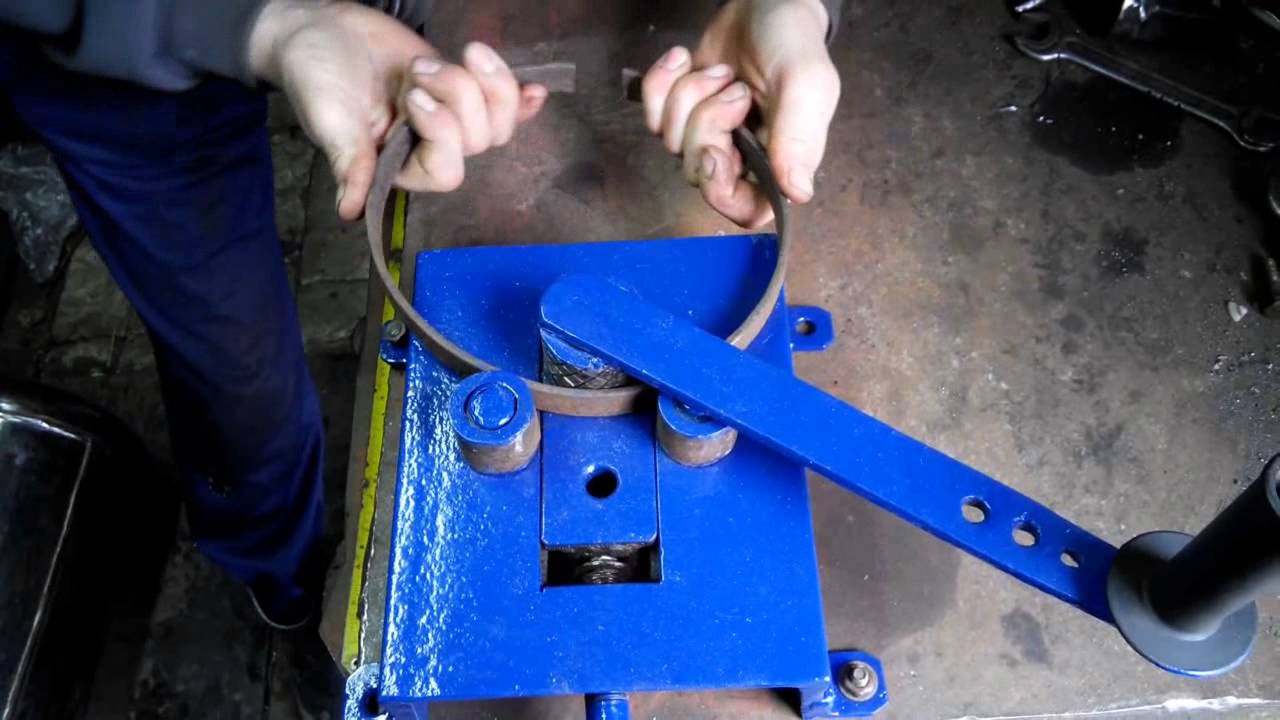

Приспособа для корзинок
Закрутка-1оборот. Квадрат 6мм., длинна 180мм. Диаметр стержня 20мм. Крутиться легко. Можно помазать стержень маслом. Втулки сварил из кусочков того же квадрата. После закрутки 4 детали по краям обвязываешь резинками для купюр, расправляешь и по торцам делаешь прихватки.
2 втулки сделаны из кусочков квадрата 6х6. Одна втулка зафиксирована на столе, ко второй приварены ручки. Пруток толщиной 30мм. Толщина прутка влияет на диаметр корзинки. Толщина 30мм-корзинка 60-65мм.
Во втулках пазы для заготовки не сквозные. Они заглушены так чтобы заготовка входила в паз на глубину примерно 20мм.


на фотографии видно что пазы во втулках не сквозные, заглушены. пруток во втулку входит на 20мм.















Процесс изготовления 1 корзинки у меня занимает не больше 5мин.
Также можно крутить и круглый пруток.
Центральный пруток (30мм.) лучше зашкурить или, кому не лень, смазывать маслом для уменьшения трения об него заготовки. Чем меньше трение тем равномернее и легче будет закрутка.
Трудности выбора

По компании-производителю
Это один из главнейших моментов, на который следует обратить внимание. Можно приобрести дешевый прибор, который не будет способен продержаться и месяца интенсивной работы по металлу. Сразу стоит оговориться, что все рассматриваемое оборудование далеко не дешево
Специалисты советуют лучше единожды потратиться на качественный агрегат, нежели потом постоянно ремонтировать дешевый образец. Лидерами на данном сегменте рынка являются европейские производители – их компании работают там более 70 лет и их оборудование характеризуется качеством и долговечностью
Сразу стоит оговориться, что все рассматриваемое оборудование далеко не дешево. Специалисты советуют лучше единожды потратиться на качественный агрегат, нежели потом постоянно ремонтировать дешевый образец. Лидерами на данном сегменте рынка являются европейские производители – их компании работают там более 70 лет и их оборудование характеризуется качеством и долговечностью.
По методу работы
Станок может быть электрическим или ручным. Для домашнего объема работы, естественно, лучшим и экономичным вариантом станет ручное устройство. Оно отлично подойдет для обучения, на нем допускается неспешный стиль работы. Электрический станок подойдет для опытных кузнецов, выполняющих заказы в промышленных масштабах. Тем более, электрические образцы, обладающие большей мощностью и производительностью, способны обрабатывать габаритные объекты.
По типу оборудования
Станки могут быть направленного действия (т.е. их функционал качественно ограничен определенным кругом операций) либо универсальными. Последние приспособлены под самые разные задачи. Для домашней работы, скорее всего, понадобится всего лишь пара функций, поэтому для маленькой мастерской не имеет смысла тратиться на дорогостоящий агрегат. Если же предполагается потоковый стиль работы с большими заготовками, то универсальный станок станет оптимальным выбором.
Функциональность
Обладая небольшими габаритами и весом, самодельный станок позволяет выполнять много операций по обработке профильной трубы.
На выходе мы получаем не просто усиленный профиль, а еще и декоративный элемент.
При помощи прокатного станка, изготовление которого мы подробно рассмотрели выше, можно создавать разные узоры на поверхности профтрубы — «косичку» и «волну».

Усиленная профильная труба после одно— или двухсторонней прокатки способна воспринимать повышенные нагрузки на изгиб, благодаря чему ее можно использовать при изготовлении различных гнутых декоративных металлоконструкций.
Cоветуем: Клеим напольный ламинат на стену: какой клей лучше?
В условиях домашней мастерской применение самодельного мини прокатного станка для усиления профильной трубы вполне оправдано, и конструкция, сделанная своими руками намного выгоднее, чем заводской станок.
Вальцы (ролики) можно использовать самые разные, в зависимости от того, какой рисунок вам требуется. Для раскатывания (расплющивания) концов профильной трубы используются эксцентрики.

Необходимые приспособления
Чтобы выполнить работы по сгибанию профильной трубы без использования специального трубогиба, понадобится одно из этих простейших приспособлений:
- Элементарный рычаг с шаблоном.
- Горизонтальная плита с несколькими отверстиями, в которых устроены металлические упоры соответствующего диаметра. Устройство хорошо подойдет для труб из мягких металлов, либо изделий с малой высотой профиля (не более 10 мм). Филигранной точности здесь добиться не получится. Кроме того, может потребоваться приложение значительных физических усилий.
- Роликовые приспособления. Один конец надежно закрепляется в тисках, а к месту сгиба прикладывается ролик, который при соответствующем физическом воздействии обеспечит ровный сгиб необходимого радиуса.
- Специальная оправка. Приспособление представляет своего рода шаблон из толстой фанеры или дерева. Прикладывая усилия, трубу можно наложить на оправку, сообщив ей ее радиус изгиба. Устройство будет полезным при необходимости часто производить работы по сгибанию профильных труб.
Самодельное оборудование для ковки металла: ручные (простые), универсальные и другие станки
При необходимости быстрого выполнения работ и сокращения физической нагрузки человека, используют станки с электромеханическим приводом. В остальных случаях приоритет отдается ручным станкам.
Ручные
Модели ручных станков могут выполнять все формы заготовок, применяемых в холодной ковке. Они достаточно компактны, чтобы не занимать много рабочего места. Однако номенклатура применяемых в обработке материалов ограничивается физической силой работающего на них человека. Практически любой станок из модельного ряда ручных станков можно изготовить самостоятельно, наибольшей популярностью пользуются гнутик и глобус.
Самодельный гнутик
С электроприводом
Станки с электроприводом используются в производствах с промышленным масштабом. За счет возможности работы с более крупным металлопрокатом расширяется номенклатура выпускаемых изделий.
Рабочая поверхность электрического станка
Некоторые операции холодной ковки, например, скручивание прутка вокруг своей оси, для получения более качественной заготовки рекомендуется выполнять на станках с электроприводом. Это оборудование сложнее изготовить самостоятельно, но вполне возможно.
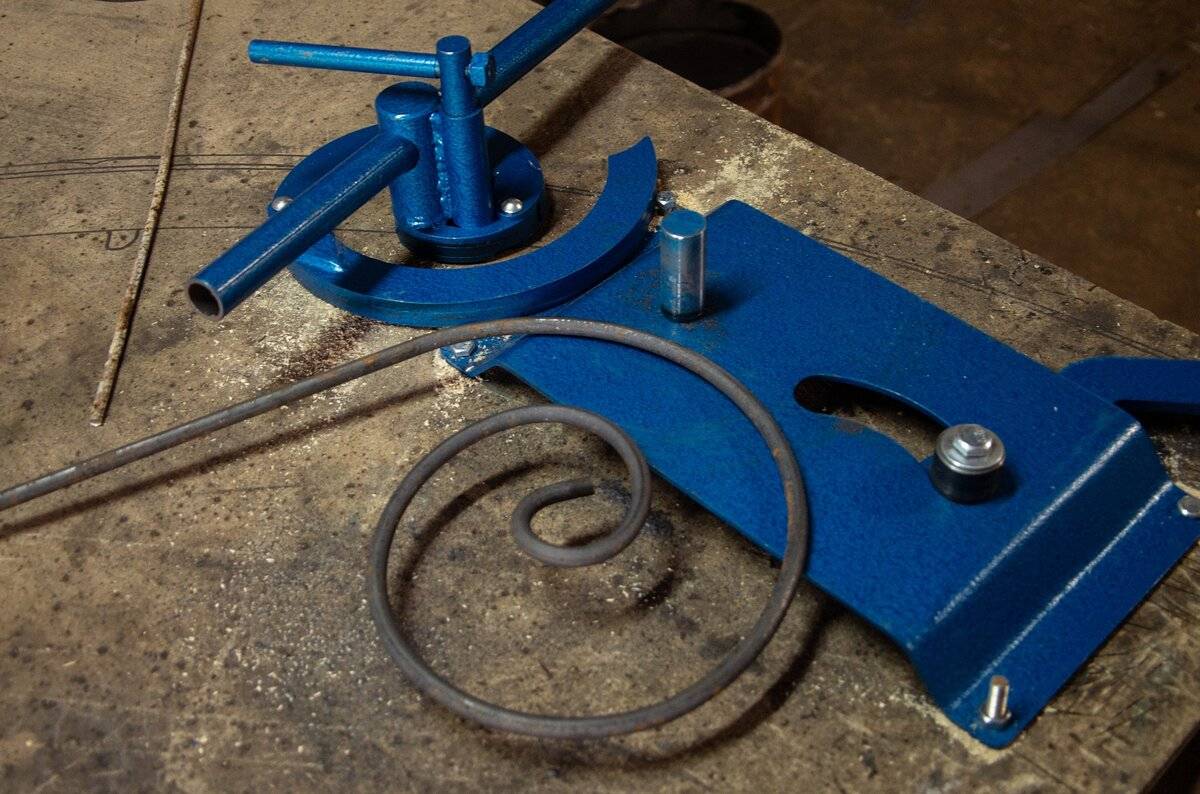
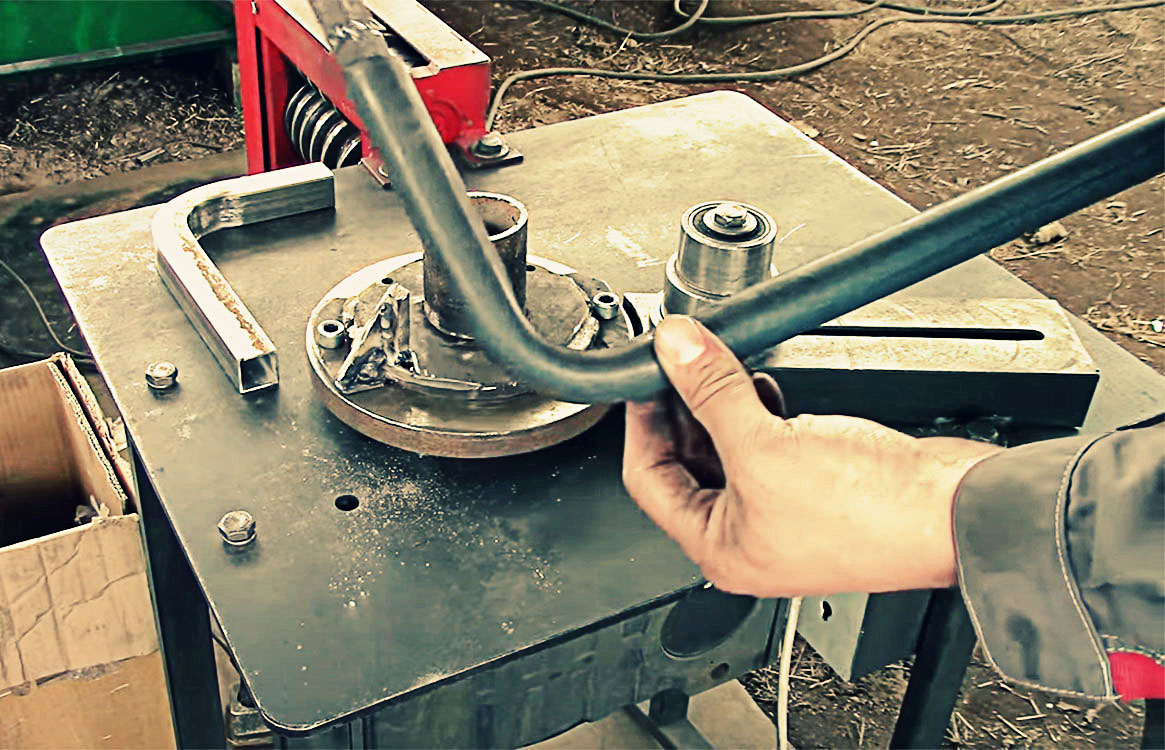
Улитки
Самыми распространенными формами изделий холодной ковки являются спирали и завитки различного вида. Станки для их изготовления называют улитками. Основной трудностью в самостоятельном изготовлении этих станков является создание шаблонов.
Шаблон – формообразующая деталь станка от которой зависит внешний вид заготовки. Для разнообразия форм готовых изделий производитель должен иметь как можно больше разновидностей кондукторов (шаблонов). Заменой их на станке типа улитка получаются новые элементы.
Создание завитка для балясины на самодельном кондукторе
Для изготовления различных по форме спиралей и завитков самый простой способ выполнить их из полосы, например 4х25 мм. Согнуть их в достаточном количестве не составит большого труда. Приварив к пластине, получим готовый сменный кондуктор.
Для гибки профильной трубы, вальцы
Станки для гибки профильных труб можно изготовить своими руками. Такие трубогибы работают по принципу вальцовки, тем самым снижается риск возникновения излома труб. Оборудование этого типа широко представлено в торговой сети. Однако возможность самостоятельно сделать работоспособное устройство, позволяет сэкономить финансовые средства.
Материалы для самодельного трубогиба найти не так трудно. Единственным недостатком такого изделия может быть не совсем презентабельный вид по сравнению с магазинным.
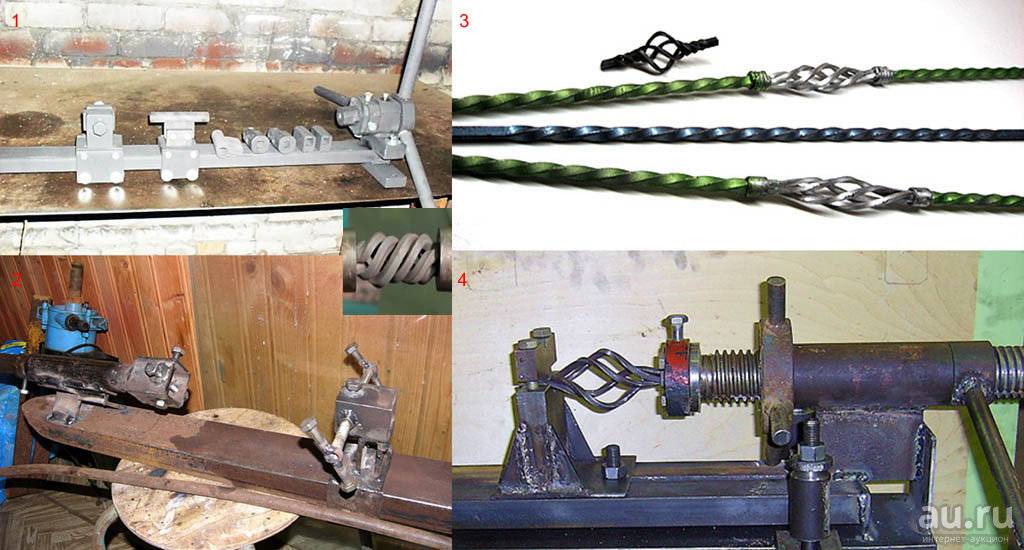
Торсионы для торсирования и фонариков
В разнообразии форм заготовок холодной ковки не последнюю роль играют скрученные вокруг своей оси изделия, а также полученные аналогичным методом объемные формы (фонарики). Станки для этих заготовок, причем с электромеханическим приводом, для получения более качественных элементов (по сравнению с ручным), изготавливаются самостоятельно многими производителями, работающими по технологии холодной ковки.








Для скручивания прутка в варианте изготовления своими руками, в самом простом варианте используются обычные слесарные тиски. Если несколько усложнить конструкцию с использованием возможности закрепления оправки, то в таком исполнении получаются элементы фонарик и корзинка.
Основы применения устройства
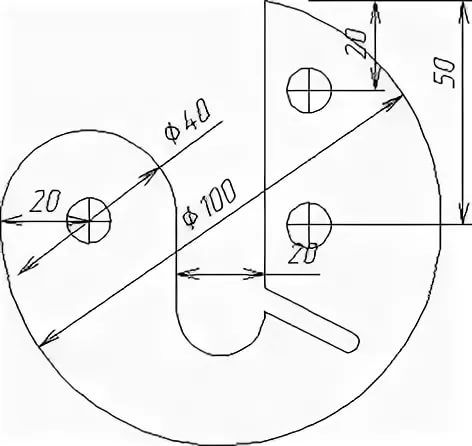
Примитивный кондуктор для ковки (см. рис. 1) представляет собой конструкцию, состоящую из трех деталей:
- Направляющей матрицы, которая своим контуром должна соответствовать будущему кованому элементу.
- Опорного зацепа, за который фиксируется прутковая заготовка.
- Рычага, при помощи которого выполняется гибка прутка по контуру.
- Плиты, на которой расположены обе детали и которая, при необходимости, может прикрепляться к основанию, например, верстака.
Наибольшая сложность заключается в изготовлении самого кондуктора для ковки. Кондуктор, представленный на рис. 1, лишь отдаленно напоминает контур спирали и пригоден лишь в производстве сравнительно крупных кузнечных конструкций (например, защитных решеток), для которых важна не конфигурация элемента, а его совместимость с общей компоновкой изделия.

Рисунок 1 — Общий вид кондуктора для холодной ковки одинарной спирали
Ценность рисунка в том, что с его помощью можно рассмотреть все имеющиеся дефекты и отыскать способы их эффективного устранения. В частности, контур спирали, которую удастся отковать при помощи представленного кондуктора для ковки, окажется весьма приблизительным. Исправить же погрешности будет нелегко. Поэтому главной проблемой остается метод получения максимально точного контура.
Решений может быть два. Первое, более простое, заключается в том, чтобы разбить образующую спирали на ряд элементарных отрезков, доступных для изготовления своими руками. При этом возможные складки на контактной поверхности кондуктора будут компенсироваться толщиной полосы или диаметром прутка. Для этого потребуется выполнение двух условий:
- Минимальный радиус гибки не должен быть меньше 0,2s (где s — толщина стальной полосы или диаметр прутка);
- В процессе холодной ковки заготовка должна постоянно прижиматься к рабочей поверхности кондуктора.
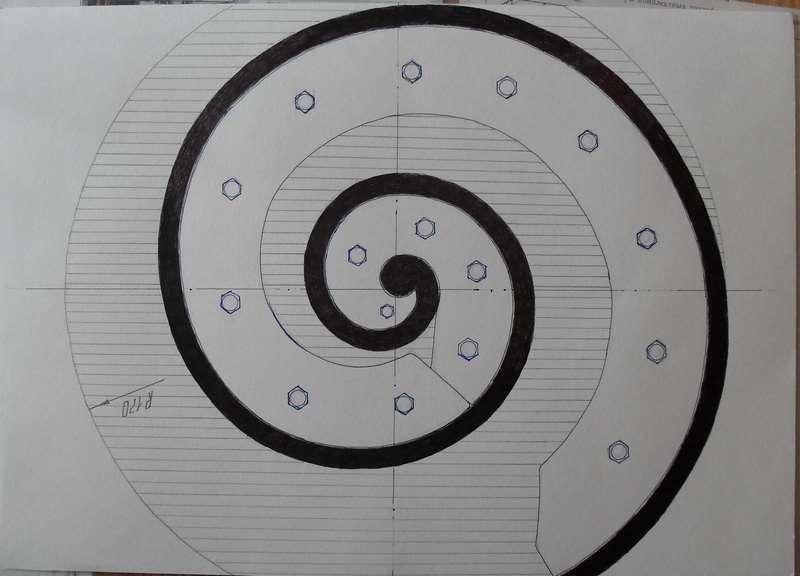
Рисунок 2 — Пример разбиения контура спирали на элементарные участки
Поскольку второе условие непременно приведет к усложнению конструкции кондуктора, то особого повышения качества готовой спирали ожидать не приходится. Тем не менее, точность все равно будет выше. Объединенные чертежи спиральной основы кондуктора с отдельными участками показаны на рис. 2.
Следует отметить, что слесарная ручная доводка такого контура достаточно трудоемка, а исполнителю следует располагать шаблоном идеальной спирали, который еще как-то надо изготовить. Как сделать спираль иначе?
Таким образом, традиционный способ конструирования кондуктора приемлем только для габаритных изделий.
Сгибание трубы пружиной и паяльной лампой
Можно прибегнуть к ещё одному способу загибания профильной трубы. Для этого нужно из стальной проволоки диаметром около двух миллиметров сделать квадратную пружину. Изготовить её нужно таким образом, чтобы она входила внутрь трубы, но при этом не сильно там болталась. После того, как пружина будет изготовлена и вставлена внутрь трубы, предполагаемое место изгиба необходимо нагреть при помощи паяльной лампы либо иным способом, после чего, при использовании округлой болванки, труба загибается до необходимого радиуса. В принципе, если полученный результат по каким-то критериям не устроит, то работу можно переделать, но лучше следить за радиусом сразу, чтобы не пришлось выполнять одну и ту же работу дважды.
В дополнение к вышесказанному необходимо отметить, что упомянутые трубогибы могут быть как заводского изготовления, так и кустарного производства. Сложно сказать, как правильно гнуть трубы, какие приспособления при этом использовать — каждый здесь выбирает сам. На современном рынке рабочих инструментов встречаются даже гидравлические трубогибы, использование которых предполагает лишь минимальное приложение физической силы, если вообще его предполагает, но при этом данные модели достаточно дорогостоящие и подходят скорее для промышленных производств.
В принципе, конструкция трубогиба не особо сложна, поэтому при желании всегда можно построить станок дома. Возможно, это даже станет началом успешного малого бизнеса, так как спрос на готовую продукцию данного рода вполне возможен.
Но главное, что стоит помнить при проведении работ по загибанию профильных труб, — это то, что этот процесс потенциально травмоопасен, в связи с чем соблюдение правил техники безопасности является необходимым условием.
Пошаговый технологический процесс изготовления обратного завитка на станке «Улитка»
На прокатных роликах производится последовательный обжим трубы. Образуются выступающие ребра, а сварной шов остается внутри слоя, смещенного к центру.
На параллельных эксцентричных вальцах выполняется обжатие концов трубы. Она становится похожей на полосу. В таком виде ее проще фиксировать на станке.
В специальном приспособлении формируется хвостовик. Теперь заготовки будут фиксироваться на станке одним движением.
Заготовку фиксируют в центре. Там имеется паз, который закрепляет хвостовик. Видно, что спираль имеет равномерный спуск по высоте.
После фиксации хвостовика включается электродвигатель. Начинается формование детали.
Петля образуется при касании заготовки в специальный опорный элемент. Его чаще называют опорным валом. Чтобы снизить усилие, его оснащают подшипником. Деталь свободно проворачивается вокруг опоры.
Часть спирали образована. Но при необходимости обрабатывать на большую длину, будет установлен съемный элемент.
Формируется заготовка и с другого конца. Здесь мастер определяет, в какую сторону производить изгибание детали.
Для продолжения работы устанавливается съемный элемент сборной «Улитки».
Теперь можно формировать загиб деталей большого размера.
Даже длинные заготовки легко изгибаются по заданным размерам. На рабочих элементах делают метки. По ним ориентируются, сколько нужно гнуть.
С обратной стороны выполняют дополнительный изгиб детали.
Дорабатывается изделие с обеих сторон.
Готовая деталь имеет законченный вид. Если нужно, то хвостовики будут спилены. Тогда никто не догадается, как выполнялась фиксация заготовок.
Если нужно изготовить маленькую деталь, то используют другую «Улитку». У опытных мастеров их несколько штук.
Что можно ковать из профильной заготовки
К профильным трубам относят изделия, чье сечение не является круглым. Оно может быть овальным, прямоугольным или квадратным. Сложность обработки заключается в соблюдении максимальной нагрузки на стенки заготовки. Если этого не предусмотреть – возможно появление разрыва и нарушение целостности конструкции.

С помощью холодной ковки можно сделать следующие элементы из профильной трубы:
- Дуги. Самый распространенный вид обработки. Из заготовок делают парники, каркасы сложных конструкций.
- Спирали и завитки. В отличие от прутка они имеют большой радиус изгиба, что обусловлено вероятностью разрыва. Применяются для заборов, ворот и декоративных решеток.
- Объемные спирали. Они могут стать основой для декоративных украшений.
- Концевое расплющивание, формирование хомутов для соединения частей узора.
В отличие от штамповки во время холодной ковки металл профильной трубы практически не течет. Это позволяет сохранить ее исходные габариты, параметры прочности.





