

Схема аппарата
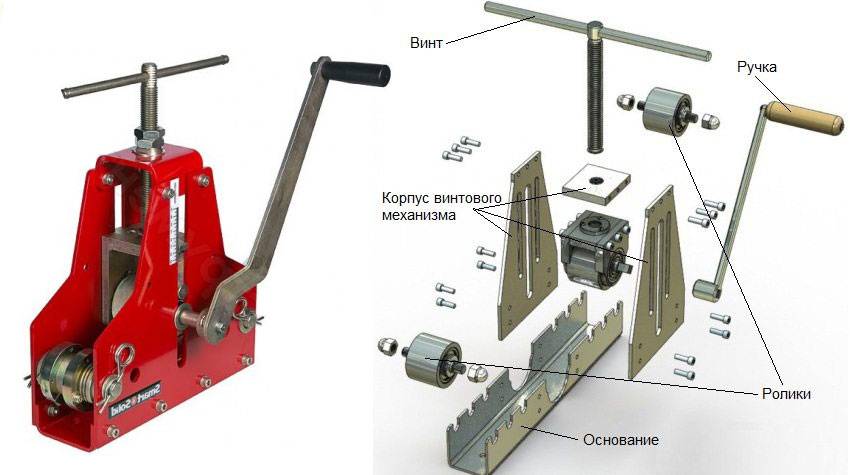
Наш трубогиб, собранный своими руками, будет состоять из нескольких деталей, скрепленных в единую конструкцию.
Если быть точнее, то в схеме задействуется:
- Крепление или основа.
- Рама для держателей.
- Ролики с зажимами.
- Домкрат с насадкой.
- Дополнительные детали.
В качестве крепления используют стальную пластину или бетонный блок. Тут надо заранее продумать конструкцию собираемого оборудования.
Если хотите стационарный образец, то лучше брать тяжелую стальную пластину, просверливать в ней несколько отверстий и затем использовать в качестве основания. Это будет что-то типа станины для станка.
Ручной трубогиб в качестве основы задействует собственный корпус. К сожалению, собрать действительно эффективный ручной трубогиб своими руками очень сложно, поэтому такой вариант мы не рассматриваем.
Рама для держателей собирается из любых подходящих деталей. От профильных труб, сваренных в виде прямоугольника с подставками, до швеллеров.
Ролики берут обычные, из старых станков, тележек и т.д. Все, что есть под рукой, можно использовать. Задача ролика заключается в фиксации трубы, но фиксации мягкой, с возможностью смещения позиции на небольшое расстояние. Ролики крепят на стержнях, что вкручены в раму.
Крупная насадка для самодельного трубогиба
По центру конструкции, как раз между основаниями рамы монтируют домкрат. О его установке расскажем чуть позже. Непосредственно на прессе домкрата монтируют насадку. Насадку можно выточить своими руками. А можно купить на рынке подержанной техники.
Ну а в качестве дополнительных деталей можно использовать массу интересных надстроек, которые позволят вам своими руками упростить процесс гибки, добавить возможность модификации оборудования, его изменения или улучшения.
К примеру, это могут быть дополнительные крепежи для гибки труб в нескольких местах, различного рода фиксаторы, измерители углов и т.д.
Процесс сборки
Разберемся с тем, в каком порядке собирать самодельный трубогиб из домкрата. Это процесс достаточно простой, но в то же время кроющий в себе несколько нюансов и секретов.
Этапы работы:
- Подготавливаем основание, высверливаем в нем отверстия для крепления рамы.
- Свариваем раму, крепим к ней держатели.
- Монтируем раму на основание. Желательно пользоваться болтовыми соединениями, а не сваркой.
- Делаем в раме домкрата несколько отверстий для фиксации.
- Монтируем домкрат под рамой.
- Одеваем насадку.
- Устанавливаем дополнительные детали.
- Проверяем прочность соединений, тестируем работоспособность инструмента.
Итак, самодельный трубогиб готов. Как видите, ничего действительно сложного тут нет. Устройство стоит на стальной пластине, к ней привинчена стальная рама и домкрат.
Рекомендация применения именно болтовых соединений указана не просто так. В процессе взаимодействия со своей поделкой вы наверняка поймете, как ее можно улучшить или переделать.
Как правило, процесс модификации сопровождается полной разборкой трубогиба. А если вы приварили детали друг к другу, то разобрать их будет намного сложнее.
Применение сварки допустимо в момент сборки рамы из отдельных деталей. То есть профильные трубы между собой еще можно сваривать, а вот раму и основание уже нежелательно.
На домкрате монтируется насадка в виде полумесяца, обращенная своей выпуклой частью к трубе. При давлении насадка будет постоянно воздействовать на трубу, провоцируя плавное загибание в нужном направлении.
Советы напоследок
Приведенная нами схема – всего лишь один из вариантов. Есть и другие решения, которые тоже можно использовать. Постарайтесь выбрать то, которое подходит вам лучше всего.
К примеру, в некоторых самодельных моделях люди не используют полноценных металлических оснований из плит, а в место низ просто наваривают несколько дополнительных профильных труб в нижней части рамы.
Также модифицировать можно крепления. Если у вас нет в наличии стальных роликов, то возможно найдутся короткие обрезки труб высокого давления. Эти обрезки длиной по 10-15 см распиливают по центральной оси, создавая своего рода полукруги.
Затем их наваривают на металлические стержни и монтируют в раму. Домкраты тоже можно подбирать по своему усмотрению. Одни модели слабые, но легкие и мобильные. Другие имеют сравнительно крупные размеры. Все это надо учитывать.
Последовательность изготовления конструкции трубогиба
Итак, теперь непосредственно об этапах работы, которые выполняются самостоятельно:
- после того, как валы заказаны, приступают к изготовлению основания под самодельный трубогиб. Для него подойдет толстая металлическая пластина (не менее 10 мм) квадратной формы. Для крепления основы к столу необходимо просверлить четыре отверстия по углам пластины, либо же приварить к металлическому столбу, замурованному в пол;
- по центру пластины с помощью сварки крепят штифт такого же диаметра, как и малый тройной вал;
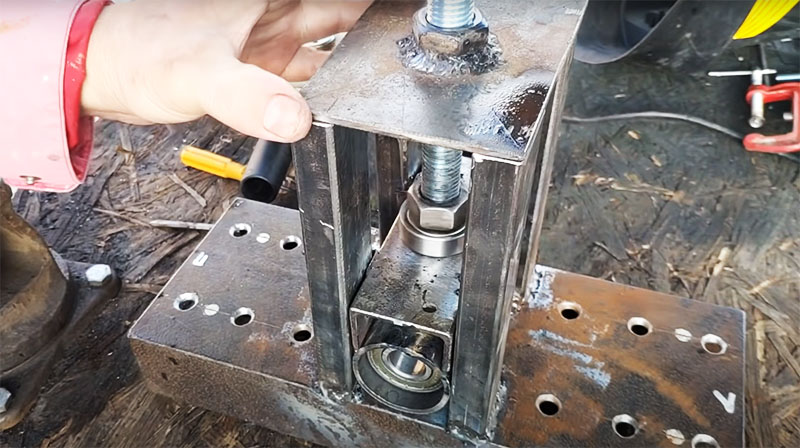
- следующим этапом необходимо изготовить поворотный механизм. Для этого три металлические пластины сваривают в виде буквы П (ширина пластин более 50 мм), причем высота конструкции зависит от диаметров большого и малого вала: в этой высоте должны поместиться полностью подвижный шкив и половина стационарного;
- для монтирования валов потребуется просверлить несколько отверстий. Ножки буквы П находятся на расстоянии друг от друга, чуть большем, чем высота валов. К верхней планке конструкции приваривают ручку, длиной около 25 см, на которую впоследствии надевают трубку-рычаг;
- большой штифт монтируется в первую очередь и закрепляется шплинтами за пластиной в виде буквы П, а малый вал надевают вместе со всей конструкцией;
- для оборудования стопора трубы к станине приваривают еще один штифт, установленный вертикально. Он будет служить в качестве упора.
После того, как самодельный трубогиб собран, необходимо провести испытания.
Для этого лучше всего использовать остатки гофры, а не новый материал.
- Если нужно согнуть трубу без сплющивания места изгиба, то ее заполняют песком.
- Тонкостенные изделия легко гнутся холодными, а дюймовые лучше разогреть.
Облегченные модели трубогибов
Существует несколько способов изготовить более простой конструкционно самодельный трубогиб. Для первого варианта устройства, с помощью которого можно легко согнуть стальные и алюминиевые трубы, понадобится деревянный шаблон, толщиною чуть больше, чем обрабатываемая гофра.
Для изготовления шаблона используют доски, которые выпиливают под наклоном. Это необходимо для того, чтобы сгибаемый материал не выскользнул за шаблон. Соединенные доски фиксируют на поверхности стола или на другом удобном основании. На нем же крепят и упор, с помощью которого будет производиться изгиб.
Обрабатываемый материал помещается между шаблоном и упором, затем медленно гнется с противоположного конца. Для облегчения работы можно воспользоваться рычагом, который вставляют либо в саму трубу, либо поверх нее. Не рекомендуется гнуть трубу в центре шаблона, поскольку можно ее поломать. Это наиболее простая конструкция трубогиба.
Второй способ похож на предыдущий, только в качестве шаблона используются металлические крючки, которые закрепляют поверх фанерного листа по линии предполагаемого изгиба. Преимущество данной конструкции заключается в том, что крючки можно переставлять для изменения радиуса трубы.
Преимущества и недостатки ручных трубогибов
Основные достоинства ручных устройств:
- Ручной трубогиб обладает небольшими габаритными размерами и весом. Гибка труб с их помощью возможна практически в любом месте: в мастерской, на дачном участке, в гараже или на строительной площадке. Как правило, необходимость в трубогибе для круглых труб возникает в тех местах, где прокладывают инженерные системы.
- Еще одно преимущество заключается в том, что с помощью таких устройств легко осуществляется гибка труб из мягкого металла или же тонкостенных изделий.
- Ручной агрегат достаточно мобилен: при необходимости его с легкостью можно перенести в любое место.
- С работой на ручном трубогибе справится даже самый неопытный пользователь: принцип его работы настолько прост, что не разобраться в нем просто невозможно.
Однако, наряду с достоинствами, существуют и недостатки использования подобного прибора. Один из наиболее важных: отсутствие возможности изогнуть трубу большого диаметра. Также затруднительной будет гибка толстостенной гофры.
Профильный трубогиб своими руками вальцовочного типа
Установка может быть как переносной, так и стационарной. Привод обеспечивается мускульной силой или при помощи электродвигателя с редуктором.

Самодельный трубогиб
Принцип действия ручного трубогиба один – профтруба опирается на разнесенные упоры-катки, между ними находится упорный ролик, который давит на заготовку.
Профиль протягивается по горизонтали, попутно изгибаясь по заданному радиусу. Схема раскрывает конструкцию и основные узлы приспособления.
Ролики для трубогиба могут быть цилиндрическими или с проточкой, это зависит от размера и характеристик заготовки. Плоский и широкий профиль удобно прокатывать по ровным каткам, узкий и высокий требует направляющих проточек.
Наиболее популярны универсальные ролики. На цилиндрическое основание при необходимости можно надеть направляющие бортики-шайбы.

Самодельные трубогибы чаще всего изготавливают именно на базе этой конструкции. Они подходят для профтрубы практически любого размера и не требуют дорогостоящих элементов при сборке.









Все детали, за исключением вальцов, можно найти в своих запасниках. Чертеж ручного трубогиба наглядно демонстрирует простоту конструкции.
Большинство домашних мастеров пользуются ручным приводом, поскольку скорость при таких работах не нужна. Однако если нужно изготовить большой погонаж гнутой профтрубы – используется механизация.
Применив простой цепной редуктор и мощную дрель, можно выйти на промышленный уровень производства гнутого профиля.

Работа с трубогибом
Пусть вас не пугает сложность изготовления и поиски необходимых комплектующих. Стоимость услуг по изготовлению заготовок из профтрубы настолько высока, что изготовление самодельного устройства ощутимо сэкономит ваши средства. Обилие самодельных вариантов станков профилегибов лишь подтверждает эти слова.

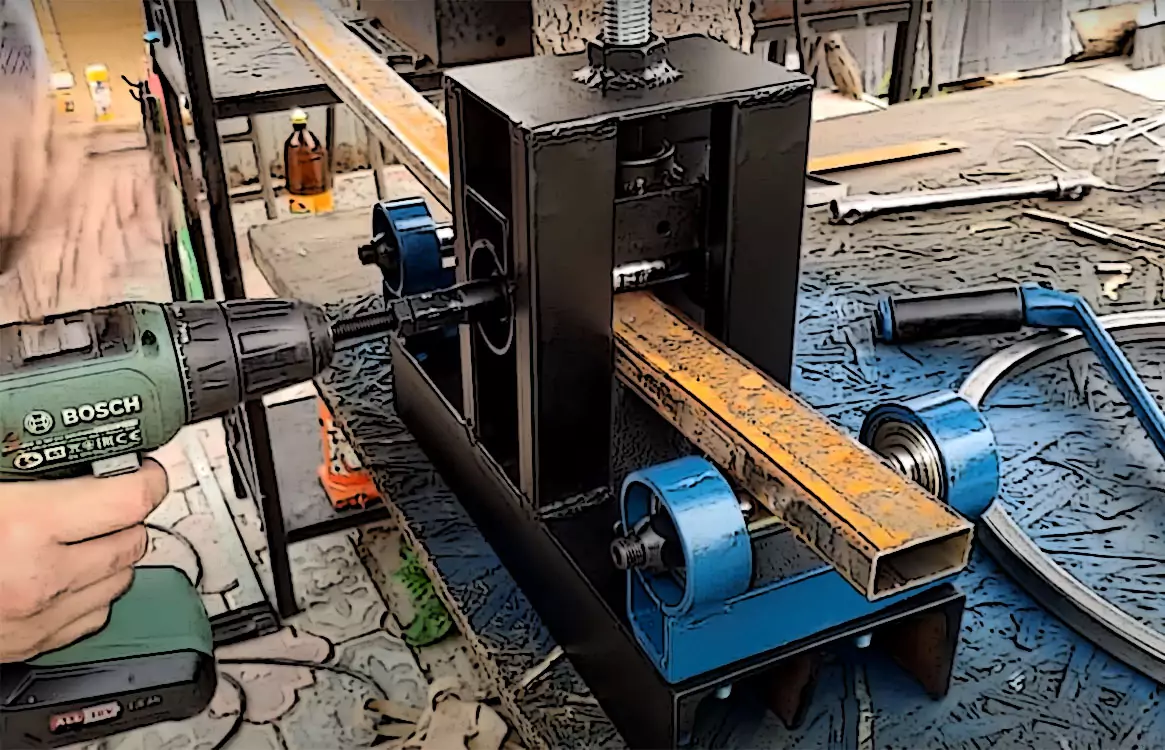
Трубогиб сделанный своими руками легко сгибает квадратную трубу
Например, вот конструкция, изготовленная из списанного и выброшенного промышленного электрооборудования. Двухвальный редуктор распилен пополам, и послужил в роли опорных роликов.
Понижающая часть соединена с трехфазным электродвигателем, на котором переделан пусковой механизм под однофазное питание.
Оба вала синхронизированы мотоциклетной цепью и шестернями от того же байка. Упорный ролик приводится в действие с помощью обычного «жигулевского» ромбовидного домкрата. Станок получился настолько удачным, что обгоняет по производительности заводские аналоги. А затраты – пару поллитровок за работу сварщика.
На видео мастер рассказывает о размерах самодельного трубогиба для профильной трубы. Ручной трубогиб сделан своими руками из подручного материала, что найден был в сарае и получился достаточно качественно. в процессе работы труба получается ровно по дуге и ее не ведет «винтом».
Правила эксплуатации
Использую самодельный трубогиб или покупную модель, необходимо придерживаться правил эксплуатации:
- Проверять как расположены ролики до начала работ.
- Не пытаться сгибать трубы с большой толщиной стенок на самодельном оборудовании.
- Если нужно согнуть шовную трубу, шов должен быть направлен в сторону изгиба. Иначе это приведет к разрыву трубы.
Если пробовать сделать изгиб трубы, изготовленной из высокопрочного сплава без нагревания, могут появиться следующие дефекты:
- На внешней стороне изгиба уменьшается толщина стенок.
- Появляются складки на внутренней стороне после сгибания.
- Форма искажается. Из цилиндрической она превращается в овальную.
Чтобы исключить риск появления таких дефектов, необходимо использовать дорн. Это специальное приспособление, которое располагается внутри трубы на месте изгиба. Он может быть гибким или жестким. Когда технологический процесс завершен, дорн выталкивают наружу. Форма изделия остается неизменной.
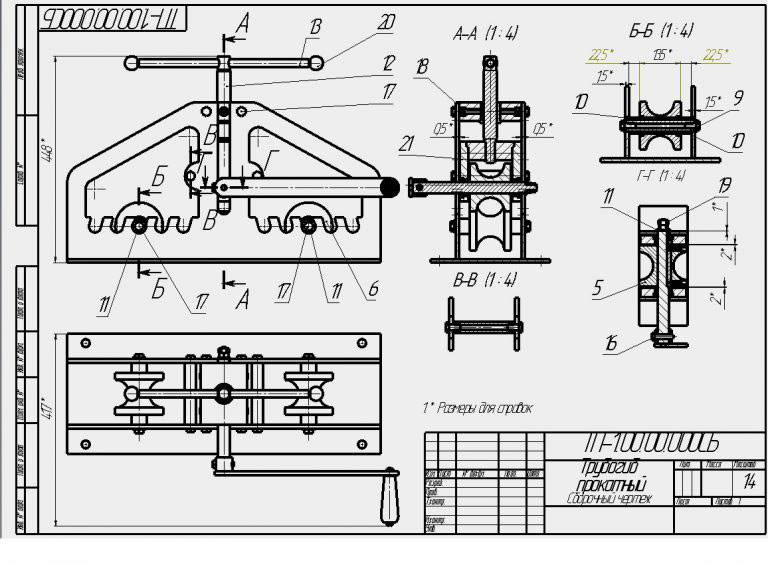
1 Нюансы изготовления профилегиба и разработки чертежа
Профилегиб, несмотря на простоту его конструкции, следует изготавливать по чертежу. Собранное на глазок и по принципу “примерно” устройство в лучшем случае будет работать не так, как от него требуется, а в худшем – вовсе не станет ничего гнуть.
Можно использовать чертежи, фото и видео, предлагаемые в интернете и других источниках информации, и даже полностью позаимствовать предлагаемые в них схемы профилегиба. Однако копирование один в один будет удачным только в том случае, если понравившаяся конструкция:
- Предназначена для гибки именно того профиля, который нужен (трубы, причем круглой либо прямоугольной, прутка, уголка или швеллера из определенного материала – стали или цветного мягкого металла), и с требуемыми размерами сечения, а также на необходимый угол.
- Не содержит технических ошибок – надо разобраться, будет ли она вообще работать.
- Имеет достаточно подробное описание, а если это ее чертеж, то он содержит все необходимые данные по размерам, материалу, креплению и взаимному расположению всех деталей и элементов, чтобы профилегиб действительно можно было собрать.
- При сборке не вызовет проблем с поиском и/или изготовлением необходимых деталей и комплектующих.
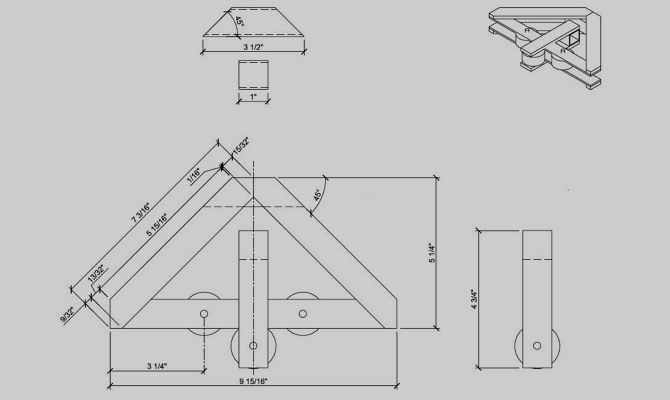 Чертеж профилегиба
Чертеж профилегиба
Поэтому чаще всего самодельный профилегиб изготавливают по собственным чертежам, которые являются скорректированной версией какой-либо конструкции, взятой за основу. При разработке чертежей тоже надо учитывать все вышеуказанные моменты для уже готовых решений. Кроме того, необходимо исходить из доступности тех или иных материалов, комплектующих, а также возможности изготовить самому либо заказать нужные детали. Отправной точкой в конструировании и изготовлении профилегиба должно стать его назначение (п. 1 из вышеприведенных требований).
Детский арбалет
Ребёнку с детства надо прививать любые полезные навыки. При правильной мотивации стрельба воспитывает глазомер, твёрдость руки, выдержку. Такое экзотическое оружие, как арбалет, полностью соответствует этим целям. Сделать его способен любой папа.
 ФОТО: rukikryki.ruДетский арбалет
ФОТО: rukikryki.ruДетский арбалет
В данном случае и чертёж не нужен. Устройство наглядно представлено на картинке, а размеры и формы выбираются по обстоятельствам, учитывая возраст и физические данные ребёнка, наличие строительного материала и т.п. В качестве резинки можно использовать шнур от ручного эспандера, шнур для привязки вещей на багажнике автомобиля или пучок скрученных рыболовных резинок. Для повышения безопасности стрелять можно не металлическими пробками, а пластмассовыми от ПЭТ-бутылок.
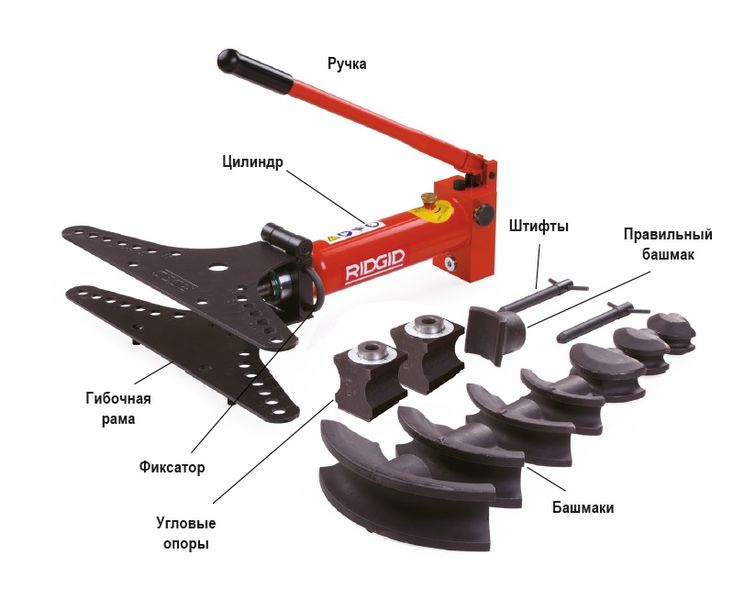
Как работает гидравлический трубогиб
Такая система функционирует по принципу домкрата. Максимальное давление, получаемое на штоке, находится в пределах 8-20 т. Создаваемое усилие напрямую зависит от нескольких параметров:
- угла сгиба;
- жесткости материала;
- диаметра трубы.
В основном угол сгиба находится в пределах 90-220 градусов.
Самыми удобными считаются ручные трубогибы рычажного типа. Максимальный угол, на который они могут согнуть трубу, достигает 180 градусов.
Данное оборудование, относящееся к обжимному типу, позволяет свести к минимуму возможную деформацию обрабатываемого изделия. Аналогичный принцип применяется в электрических системах, когда необходимо согнуть деталь большого диаметра.
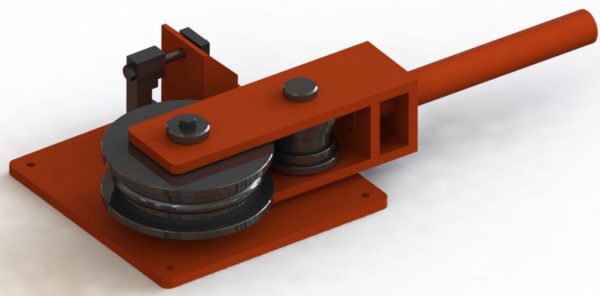
Ещё одна конструкция заслуживающая внимания
Если вы внимательно изучали вопрос приспособлений для гибки, то наверняка уже видели этот механизм. Здесь деформация трубы происходит за счет усилия, которое создает прижимной ролик.
По этому чертежу изготавливается самый дешевый промышленный вариант, который можно приобрести в строительном магазине.
Среди самоделок изготовленных по этому принципу встречаются варианты с цепной передачей, через которую вращение передается на оси всех роликов. Существенный плюс в том, что на любую ось можно приспособить электрическую дрель и протяжку трубы осуществлять без применения физических усилий.
Посмотрите, как люди умудряются гнуть по две трубы за один проход!
Прокатный вариант трубогиба с наличием поворотной платформы
Приспособление используется для профильных труб. Принцип действия такой конструкции состоит в следующем: поворотная платформа, приводящаяся в движение домкратом и через которую задается угол изгиба, с помощью шарнира соединена с основной станиной. Профиль протягивается в результате вращений рукоятки, которая присоединена к промежуточному валу станка для гибки.
Станок для гибки
Основание для ручного трубогиба и стойки изготавливаются из швеллеров с высотой стенок 125-200 мм. Обоймы для подшипников, основу вальцов, можно сделать из стальной трубы, причем, ее диаметр должен совпадать с диаметром подшипников.
Параметры изгиба можно регулировать двумя способами: с помощью поворотной платформы и с использованием вальцов, находящихся на краю.
С этой целью необходимо просверлить опорные пластины и швеллер, что обеспечит подвижность элементов станка для гибки.
Обе платформы такого устройства также изготавливаются из швеллеров. Для поднятия крайней платформы ручного трубогиба применяют обычный автомобильный или тракторный домкрат гидравлического типа.









Для приваривания вертикальной стойки из швеллера необходимо отступить от края одной стороны основания гидравлического трубогиба примерно 45-50 см. Для ее упрочнения желательно спарить два куска.
Используя строительный уровень, необходимо добиться строгой горизонтальности стационарной платформы самодельного станка для гибки, после чего сзади к ней приварить стойку. С помощью кусков профиля осуществить наращивание ограничителей на высоту, хотя бы равной или больше толщины профильных или круглых труб, которые будут поддаваться гибке.
Используя дверные петли, подсоединить основную станину ручного трубогиба с направляющей платформой. Смонтировать подшипники на краях движущейся и стационарной платформ, а также на ограничителях такого устройства, используя для этого сварку.
Для усиления всей конструкции гидравлического трубогиба необходимо воспользоваться уголками, которые приваривают в отдельных местах. На средний вал станка для гибки прикрепить рукоятку, а на крайние – установить подшипники.
Разместить снизу домкрат под направляющей платформой, с помощью болтов надежно закрепить на основании и самодельный трубогиб готов к работе.
Как выполняется гибка труб?
Для выгибания трубчатых изделий чаще всего требуется относительно незначительное усилие, поэтому промышленное оборудование в таких работах применяют редко. Но, конструкция трубогиба должна быть такой, чтобы в процессе гибки не деформировалось сечение трубы.
Деформация может произойти по таким причинам:
- Угол изгиба превышает 10-15°. В данном случае внутренняя часть профиля чрезмерно сжимается, а внешняя – растягивается. Из-за этого труба деформируется и может треснуть.
- Высокое содержание углерода в стальном сплаве (все марки, начиная со стали 40). Материал очень упругий, поэтому при изгибе может пружинить. Если контур изделия имеет сложную форму, пружинное усилие может составить 15-20%.
- Искажение торца трубы, если она ненадёжно зафиксирована. Торец принимает другое положение, его перпендикулярность к оси полностью теряется. Такую трубу возможно не удастся установить в конструкцию после гибки.
Поэтому сначала нужно детально проработать схему, по которой будет изготовлен профилегиб своими руками, чертежи, фото, видео помогут подобрать оптимальный тип конструкции.
Лучше использовать готовые чертежи, разработанные инженерами под соответствующее сечение профиля
Чтобы избежать деформации, также важно выбирать подходящие марки стали. Для гибки лучше всего подходит профиль горячей прокатки.
Также подходят изделия из мягких сплавов цветных металлов. На заготовке не должно быть следов коррозии и окалины, иначе усилие будет распределяться неравномерно.
Последовательность изготовления конструкции трубогиба
Итак, теперь непосредственно об этапах работы, которые выполняются самостоятельно:
- после того, как валы заказаны, приступают к изготовлению основания под самодельный трубогиб. Для него подойдет толстая металлическая пластина (не менее 10 мм) квадратной формы. Для крепления основы к столу необходимо просверлить четыре отверстия по углам пластины, либо же приварить к металлическому столбу, замурованному в пол;
- по центру пластины с помощью сварки крепят штифт такого же диаметра, как и малый тройной вал;
- следующим этапом необходимо изготовить поворотный механизм. Для этого три металлические пластины сваривают в виде буквы П (ширина пластин более 50 мм), причем высота конструкции зависит от диаметров большого и малого вала: в этой высоте должны поместиться полностью подвижный шкив и половина стационарного;
- для монтирования валов потребуется просверлить несколько отверстий. Ножки буквы П находятся на расстоянии друг от друга, чуть большем, чем высота валов. К верхней планке конструкции приваривают ручку, длиной около 25 см, на которую впоследствии надевают трубку-рычаг;
- большой штифт монтируется в первую очередь и закрепляется шплинтами за пластиной в виде буквы П, а малый вал надевают вместе со всей конструкцией;
- для оборудования стопора трубы к станине приваривают еще один штифт, установленный вертикально. Он будет служить в качестве упора.
После того, как самодельный трубогиб собран, необходимо провести испытания.
Для этого лучше всего использовать остатки гофры, а не новый материал.
- Если нужно согнуть трубу без сплющивания места изгиба, то ее заполняют песком.
- Тонкостенные изделия легко гнутся холодными, а дюймовые лучше разогреть.
Облегченные модели трубогибов
Существует несколько способов изготовить более простой конструкционно самодельный трубогиб. Для первого варианта устройства, с помощью которого можно легко согнуть стальные и алюминиевые трубы, понадобится деревянный шаблон, толщиною чуть больше, чем обрабатываемая гофра.
Для изготовления шаблона используют доски, которые выпиливают под наклоном. Это необходимо для того, чтобы сгибаемый материал не выскользнул за шаблон. Соединенные доски фиксируют на поверхности стола или на другом удобном основании. На нем же крепят и упор, с помощью которого будет производиться изгиб.
Обрабатываемый материал помещается между шаблоном и упором, затем медленно гнется с противоположного конца. Для облегчения работы можно воспользоваться рычагом, который вставляют либо в саму трубу, либо поверх нее. Не рекомендуется гнуть трубу в центре шаблона, поскольку можно ее поломать. Это наиболее простая конструкция трубогиба.
Второй способ похож на предыдущий, только в качестве шаблона используются металлические крючки, которые закрепляют поверх фанерного листа по линии предполагаемого изгиба. Преимущество данной конструкции заключается в том, что крючки можно переставлять для изменения радиуса трубы.
Преимущества и недостатки ручных трубогибов
Основные достоинства ручных устройств:
- Ручной трубогиб обладает небольшими габаритными размерами и весом. Гибка труб с их помощью возможна практически в любом месте: в мастерской, на дачном участке, в гараже или на строительной площадке. Как правило, необходимость в трубогибе для круглых труб возникает в тех местах, где прокладывают инженерные системы.
- Еще одно преимущество заключается в том, что с помощью таких устройств легко осуществляется гибка труб из мягкого металла или же тонкостенных изделий.
- Ручной агрегат достаточно мобилен: при необходимости его с легкостью можно перенести в любое место.
- С работой на ручном трубогибе справится даже самый неопытный пользователь: принцип его работы настолько прост, что не разобраться в нем просто невозможно.
Однако, наряду с достоинствами, существуют и недостатки использования подобного прибора. Один из наиболее важных: отсутствие возможности изогнуть трубу большого диаметра. Также затруднительной будет гибка толстостенной гофры.
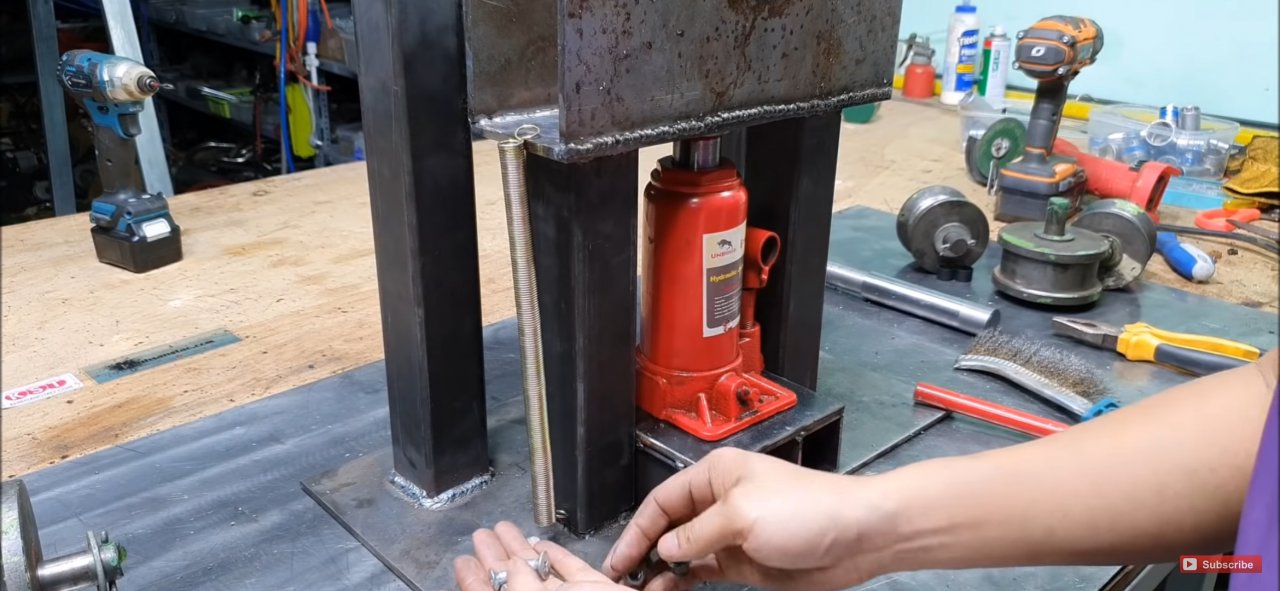
Основные этапы работ
На следующем этапе из профильной трубы мастер сваривает станину для трубогибочного станка. К основанию станины приваривается направляющая для круглой стальной трубы.



1
 Настольный станочек для шлифовки металла (из болгарки)
Настольный станочек для шлифовки металла (из болгарки)
После этого к стойкам станины при помощи болта с гайкой крепится гибочный шаблон из шкива.

Далее необходимо будет закрепить на станине трубогиба гидравлический домкрат. К его нижней части крепится площадка с подвижным упором, конец которого приваривается к гибочному шаблону.

В завершении останется только приварить к гибочному шаблону кусок круглой трубы (его нужно разрезать пополам) и установить возвратные пружины.


Подробнее о том, как изготовить мощный трубогиб из гидравлического домкрата, можно увидеть в авторском видеоролике.
Обзор производителей профилегибов
Рассмотрим несколько интересных моделей трубогибов для профильной трубы.
 Профилегибочный ручной станок Stalex TR-40 391006 Профилегибочный ручной станок Stalex TR-40 391006 | Тип привода | Ручной (механический) | Данное устройство предназначено для деформации тру как квадратного, так и прямоугольного сечения. При работе нет необходимости иметь рядом внешний источник питания. |
| Габариты, мм | 650х300х510 | ||
| Вес, кг | 27,8 | ||
| Максимальное сечение трубы, мм | 40х40 | ||
| Страна производитель | Россия | ||
| Цена, руб. | 10000 | ||
 Гидравлический профилегиб Stalex HB-40 100261 Гидравлический профилегиб Stalex HB-40 100261 | Тип привода | Ручной (механический) | Данный профилегиб хорошо подходит для небольшого производства. Имеет небольшие размеры, что очень удобно и возможность менять ролики для сгибов самого разнообразного профиля. |
| Габариты, мм | 1100х620х340 | ||
| Вес, кг | 53,0 | ||
| Максимальное сечение трубы, мм | 60х30 | ||
| Страна производитель | Россия | ||
| Цена, руб. | 17500 | ||
 Электрический трубогиб Blacksmith ETB51-40HV Электрический трубогиб Blacksmith ETB51-40HV | Тип привода | Электрический | Данный трубогиб может работать как в горизонтальном, так и в вертикальном положении, что позволяет сгибать (при необходимости) достаточно длинные заготовки. |
| Габариты, мм | 1200х750х1210 | ||
| Вес, кг | 282,0 | ||
| Максимальное сечение трубы, мм | 80х40 | ||
| Страна производитель | Китай | ||
| Цена, руб. | 180414 | ||
 Гидравлический профилегибочный станок Sahinler HPK 60 Гидравлический профилегибочный станок Sahinler HPK 60 | Тип привода | Электрический | Данный станок так же имеет возможность работать в горизонтальном и вертикальном положении. Гнет профили на любой угол и в один проход. |
| Габариты, мм | 830х1140х1650 | ||
| Вес, кг | 860,0 | ||
| Максимальное сечение трубы, мм | 40х40 | ||
| Страна производитель | Турция | ||
| Цена, руб. | 832500 | ||
 Профилегиб METALMASTER MBM 50E Профилегиб METALMASTER MBM 50E | Тип привода | Электрический | Данное устройство очень удобна, тем что имеет ножное управление и тем самым позволяет оператору держать заготовку обеими руками. Для защиты двигателя от перегрева в корпусе имеется отверстие для отвода горячего воздуха. |
| Габариты, мм | 900x850x1700 | ||
| Вес, кг | 450,0 | ||
| Максимальное сечение трубы, мм | 60х60 | ||
| Страна производитель | Китай | ||
| Цена, руб. | 227400 | ||
 Профилегиб Sahinler PK 30 Профилегиб Sahinler PK 30 | Тип привода | Электрический | Данный профилегиб отлично подходит для небольших частных мастерских. Имеет возможность работы в горизонтальном и вертикальном положении. |
| Габариты, мм | 650х500х1400 | ||
| Вес, кг | 220,0 | ||
| Максимальное сечение трубы, мм | 30х30 | ||
| Страна производитель | Турция | ||
| Цена, руб. | 259800 |
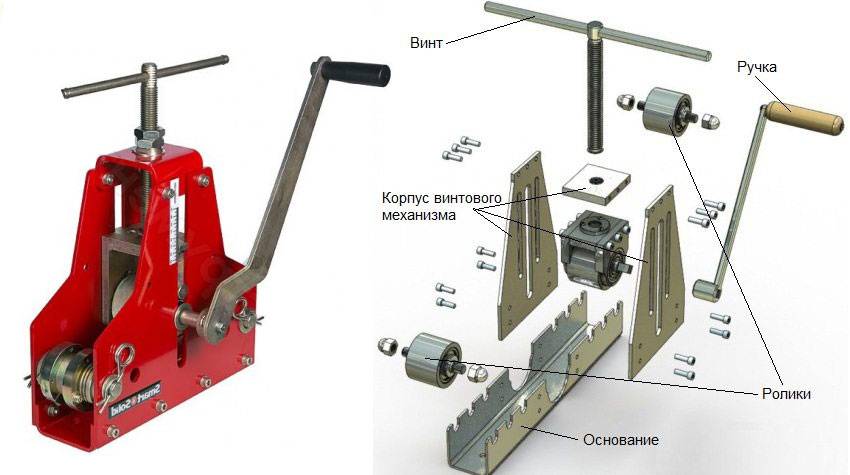
Устройство
Трубогибы бывают разными по типу привода и по устройству, но их объединяет одно: применение механической силы, деформирующей трубу необходимым образом. Конструктивно в подобных агрегатах выделяют следующие элементы:
- Стальная рама, на которой смонтирован гибочный механизм;
- Планки из прочного металла, фиксирующие ролики;
- Сами ролики, служащие для фиксации заготовки;
- Прижимной механизм с пуансоном необходимой кривизны и радиуса;
- Опоры, поддерживающие систему над полом для удобства работы.
Это описание лишь пример, так как в зависимости от типа привода и источника силы, которая сгибает трубу, трубогибы имеют значительное отличие в конструкции.
Рычажный трубогиб для профиля
Гнуть профильную трубу на малых радиусах не так просто, как круглую. Не помогут даже прогрев или заполнение полости песком. Это связано с особенностью геометрии.



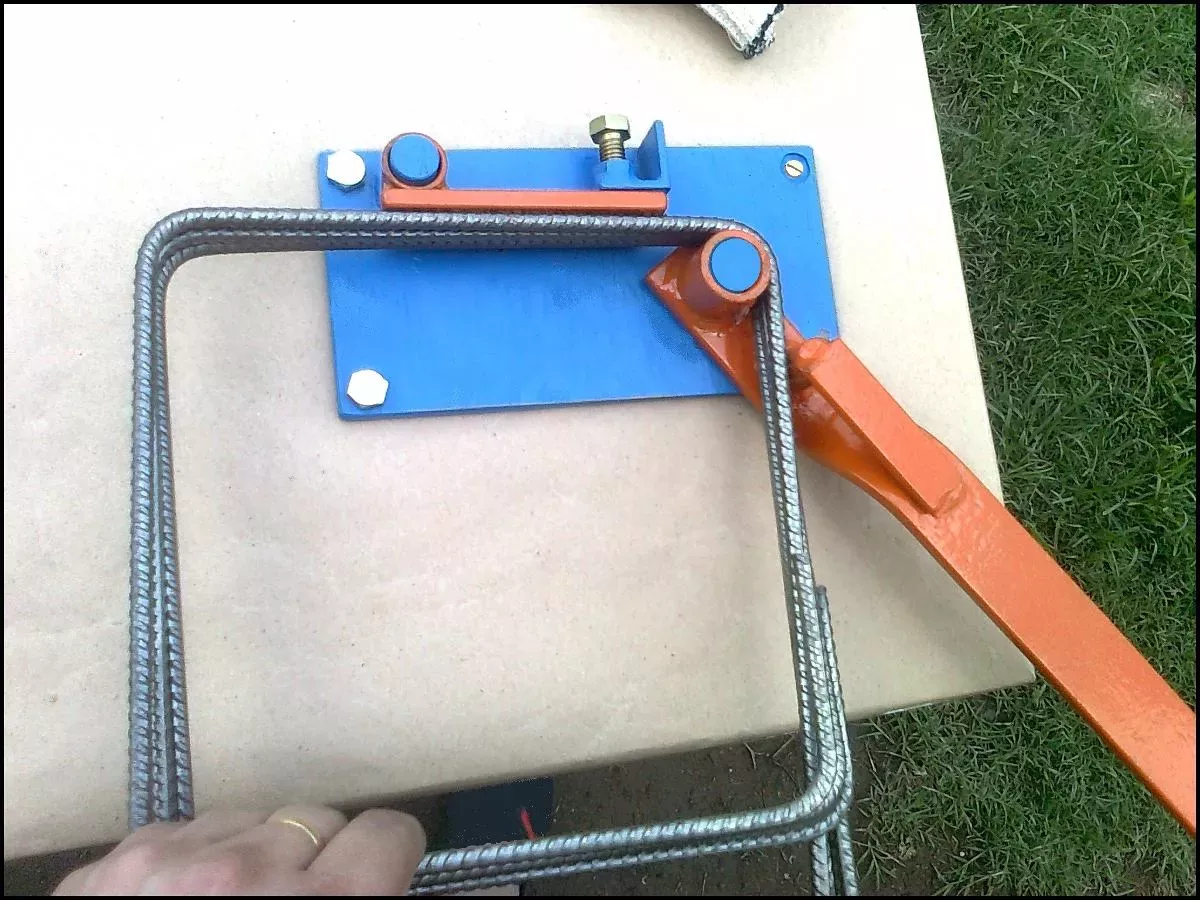




Плоским боковым стенкам невозможно согнуться, не образовывая разрывов, а внутренняя плоскость внутреннего радиуса складывается гармошкой, распирая профиль по сторонам.
Поэтому радиус изгиба профиля значительно больше, чем простой трубы.
Однако и для таких заготовок существуют рычажные трубогибы малого радиуса, работающие по принципу обкатки. Профиль как бы наматывается на шаблон заданного радиуса, прижимаясь при помощи направляющего ролика, установленного на рычаге. Хитрость в профиле ролика-шаблона.
В середине выемки находится выступающая часть, которая вдавливает плоскость внутреннего радиуса в полость профиля.
заводской рычажный трубогиб
За счет этого снимается напряжение на стенках, а весь «лишний» металл уходит вовнутрь, не портя внешний вид заготовки. Тоже самое происходит и с плоскостью внешнего радиуса, только для этого не нужны специальные ролики. Вступает в силу геометрия профиля.
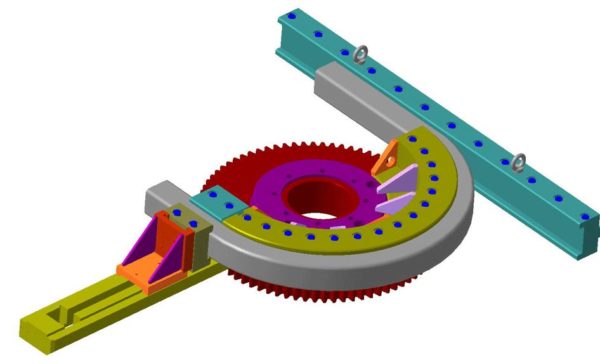
схема обкатки профильной трубы
Еще один способ гнуть профиль с малым радиусом – обкаточный трубогиб с направляющей.
Шаблон как бы прокатывается вдоль ответной части станка, постоянно контролируя состояние профиля. При таком способе геометрия заготовки максимально сохраняется. Если процесс сопровождать интенсивным нагревом – качество сгиба существенно возрастет.
Однако такой способ применим лишь в промышленных условиях с применением мощных редукторов или гидравлических приводов.
ВАЖНО! Сгибание профтрубы на малый радиус, возможно или на квадратном профиле или на широкой стороне прямоугольного сечения. Вертикально расположенную профтрубу на такие радиусы гнуть не допускается
Если возникнет необходимость закругления по узкой стороне – тогда придется вырезать сектора болгаркой и затем варить швы (см. начало статьи).
На самом деле, сгибать профильную трубу на маленькие радиусы приходится не часто. Необходимо помнить, что профиль теряет прочностные качества в месте сгиба. Поэтому при создании конструкций, в которых применяются углы, близкие к 90 градусам – лучше разрезать заготовку и сварить ее под нужным углом.
В чем заключается работа трубогиба
Принцип работы совсем несложный, он заключается в нагреве трубы, труба греется до красна и становится очень пластичной, податливой к изменениям. Каждый вид трубогиба имеет свой спектр возможностей.
Главные функции — это качество изгиба и возможность гнуть трубы разного размера и диаметра.
С помощью дополнительных прокатных устройств достигается изгиб большего диаметра. Устройство функционирует с помощью валов, в комплекте их три.
Направляющие и нажимные. Труба проходит сквозь подвижных элементов, степень изгиба задается усилием прижимного ролика. Если радиус кривизны готового изделия получился мал, процедуру следует повторить.





