

Технология сварки труб из ПВХ полипропилена
Работа с полипропиленовыми трубами требует соблюдения некоторых рекомендаций. Правильно установленное соединение герметичное и выдерживает высокое давление.
Сварка при отрицательных температурах
Сложно получить хорошее качество сварки при низких температурах. Производители труб из полипропилена не рекомендуют проводить сварочные работы при температуре воздуха ниже +5 градусов. При температуре ниже 0 пластик становится хрупким, спайка может быть негерметичной. Это приведет к протечкам или разрыву трубопровода. В холодное время года место, где проводится сварка, прогревают – устанавливают палатку с тепловой пушкой.
Можно ли варить изделия разных производителей?
Изготовители пластиковых труб делают акцент на то, что полипропиленовые изделия разных торговых марок спаивать нельзя. Трубы и фитинги разного производства могут отличаться по нескольким параметрам:
- допуском на диаметры;
- скоростью размягчения;
- цветовыми оттенками.
Попытка совместить разные по техническим характеристикам материалы приводит к трудностям при монтаже и становится причиной брака всей конструкции.
Стыковая сварка изделий большого диаметра
При прокладке магистралей сварка пластиковых труб большого диаметра (от 63 мм) производится стык в стык. Данный способ базируется на нагревании и расплавлении торцов труб, и их последующем соединении с достаточным усилием.
Важно, чтобы концы заготовок были идеально ровными. Это дает возможность получить спайку максимальной прочности, неразъемную и способную работать под высоким давлением

Раструбная пайка соединений фитинг-трубопровод
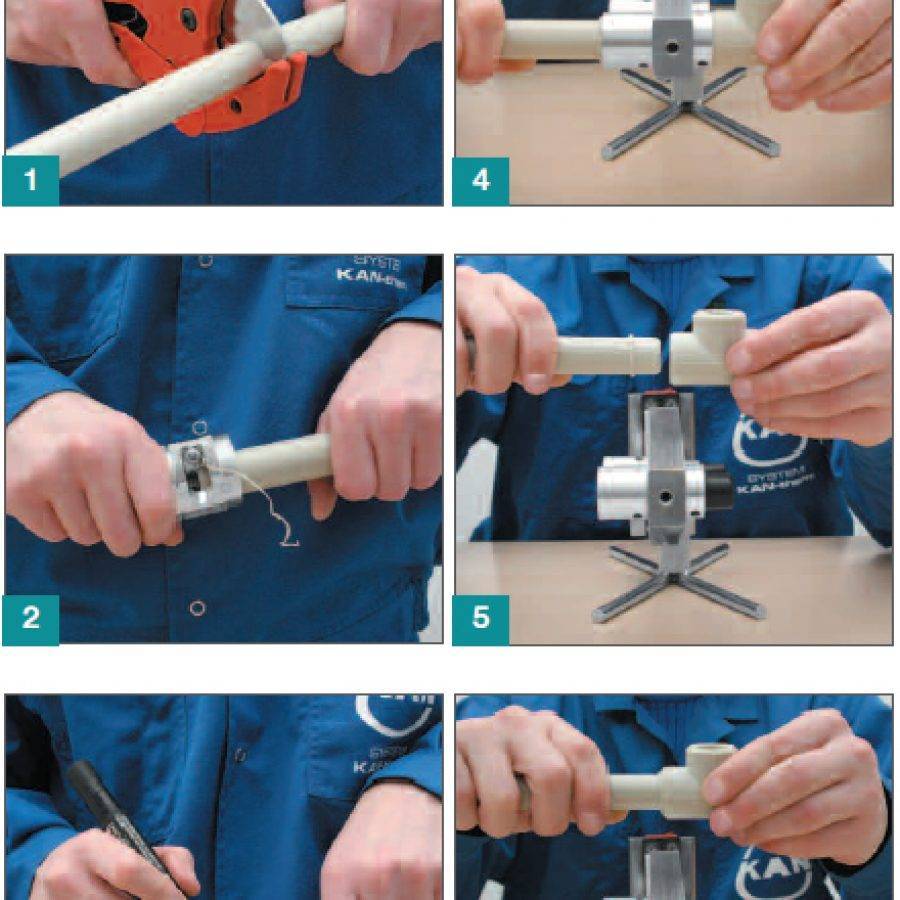
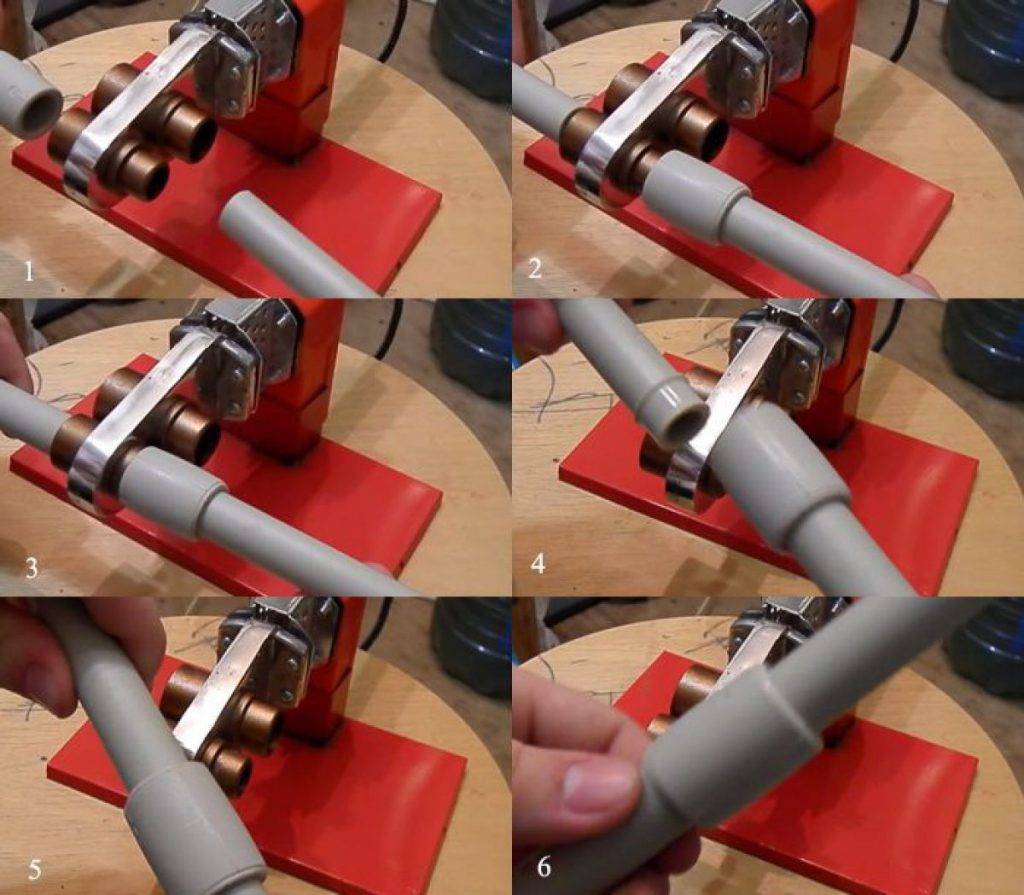
Полипропиленовые трубы диаметром до 40 см варят специальным прибором ручного типа. Состоит из центрирующего устройства и насадок для фиксации заготовок. Концы отрезанного участка трубы зачищают напильником или шлифовальной бумагой. Аппарат разогревают, в него загоняют детали будущего трубопровода и спаивают. Все движения делают быстро и четко, пока материал разогрет до нужного состояния.
Обратите внимание, что при раструбной, или муфтовой спайке наружный диаметр трубы должен быть больше внутреннего диаметра не разогретого фитинга. После сваривания выдерживают время, отведенное на охлаждение, не двигают и не переворачивают элементы во избежание деформации
После сваривания выдерживают время, отведенное на охлаждение, не двигают и не переворачивают элементы во избежание деформации.
Как варить армированные трубы (плюс видео инструкция)
Армированные трубы применяют в системах отопления, прокладке «теплого пола» и горячего водоснабжения.
Перед тем, как приступить к работе с участием армированных полипропиленовых труб, его подготавливают – зачищают алюминиевый слой шейвером. Это необходимо для того, чтобы в процессе эксплуатации при соприкосновении с водой алюминиевая фольга не разрушалась и конструкция не давала протечек.
Фитинг имеет такой размер, в который может войти труба без верхних слоев.
Необходимый инструмент
Выполнять сварку полипропиленовых труб своими руками этим приспособлением не сложно, и под силу каждому начинающему мастеру. Стоимость инструментов этой линейки составляет от восьми до четырнадцати тысяч рублей. Но, для разовой работы покупать такой аппарат не рекомендуют. Это экономически не оправдано. Лучше взять его в аренду в любой монтажной компании.
Аппарат для сварки пластиковых труб зачастую продают совместно с насадками разного диаметра, (чтобы была возможность состыковывать трубы различных сечений) покрытых тефлоном. Так же для работы нам понадобиться следующий инструмент.
- Резак для трубного сортамента. Этот инструмент тоже дополняет комплектацию описываемого устройства.
- Шейвер. Это приспособление предназначено для армирующей прослойки на усиленных трубных изделиях.
- Линейка.
- Средства, которыми выполняют обезжиривание.
- Фитинги.
- Хорошо подточенный нож.
- Маркер и ветошь.
- Напильник.
Сварка пластиковых труб своими руками
При необходимости замены старых водопроводных либо отопительных труб владельцы чаще всего отдают предпочтение современным пластиковым трубам. Трубы из пластика имеют множество преимуществ, среди которых особого внимания заслуживает простота укладки – достаточно лишь соблюдать инструкцию и помнить несколько важных нюансов.
Сварка пластиковых труб своими руками
Разводка водопровода и отопления с использованием пластиковых труб может быть выполнена своими руками. Однако прежде чем приступать к проведению каких-либо мероприятий, вам нужно научиться самостоятельно сваривать пластиковые трубы – без этого навыка вы точно не справитесь.
Сварка пластиковых труб своими руками
Содержание пошаговой инструкции:
Подготовка к работе
Перед началом работы ознакомьтесь с несколькими важными рекомендациями и подготовьте необходимые приспособления.
- При отсутствии опыта сварки пластиковых труб своими руками, для начала немного потренируйтесь. Купите фитинги и прочие элементы разводки с небольшим запасом. Набравшись опыта, вы сможете выполнить чистовую работу максимально быстро и качественно.
При отсутствии опыта сварки пластиковых труб своими руками, для начала немного потренируйтесь
Процесс сваривания пластиковых труб
Подготовьте следующие приспособления:
специальный аппарат для соединения пластиковых труб,
Набор инструментов Фузиотерм для сварки полипропиленовых труб
Все необходимые инструменты продаются в строительных магазинах. Паяльник стоит достаточно дорого, поэтому если работа по сварке пластиковых труб носит единичный характер, выгоднее будет найти компанию, предоставляющую подобные инструменты в аренду.
Используйте только рекомендованное оборудование. Некоторые домашние мастера пробуют приспосабливать под сварку пластиковых труб обыкновенные бытовые паяльники, но ничего хорошего из этого обычно не выходит.
Руководство по сварке
Монтаж полипропиленовых труб
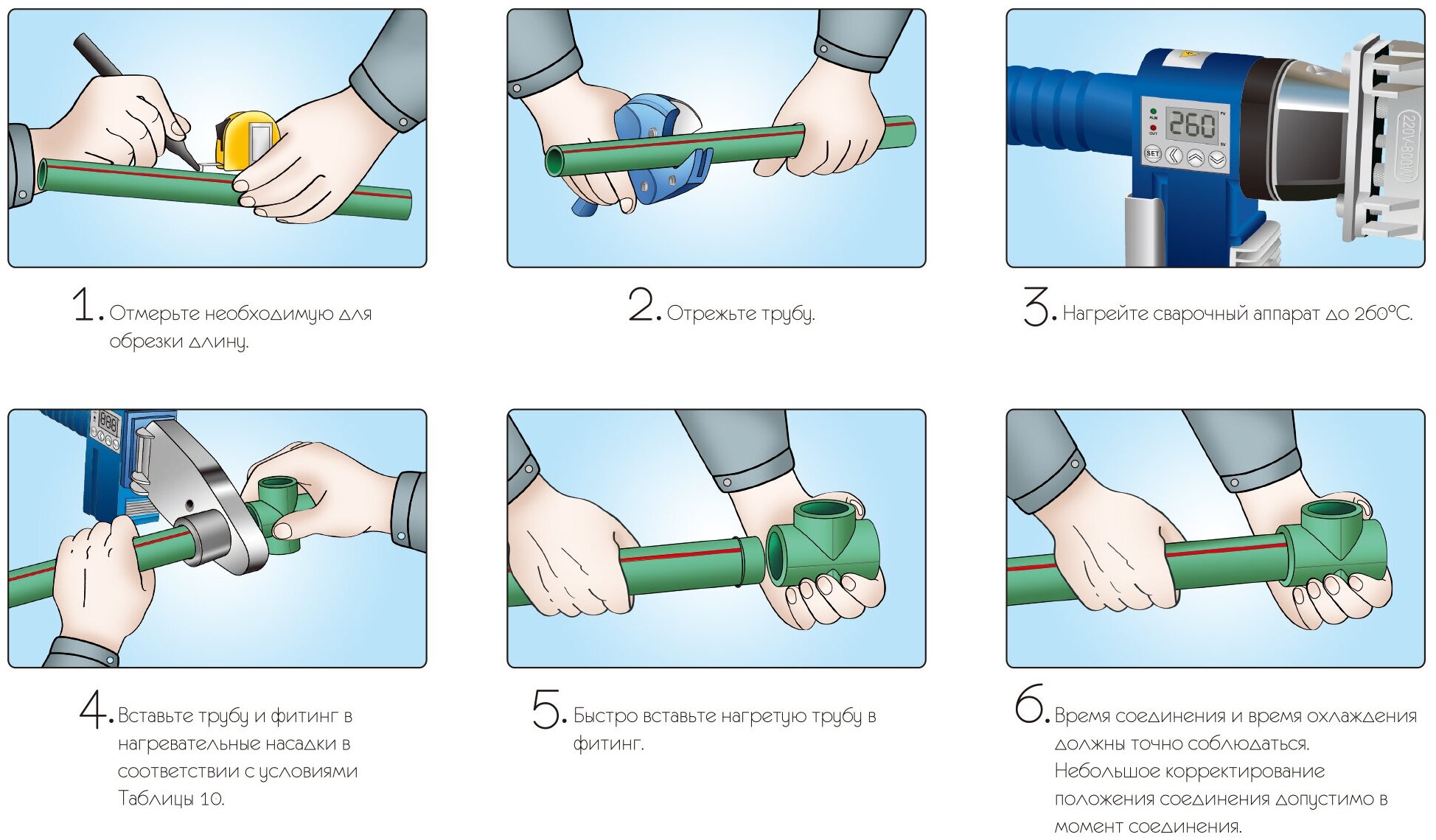
Сварка пластиковых труб – несложное мероприятие, с проведением которого можно справиться самостоятельно. Достаточно лишь пошагово пройти каждый этап руководства.
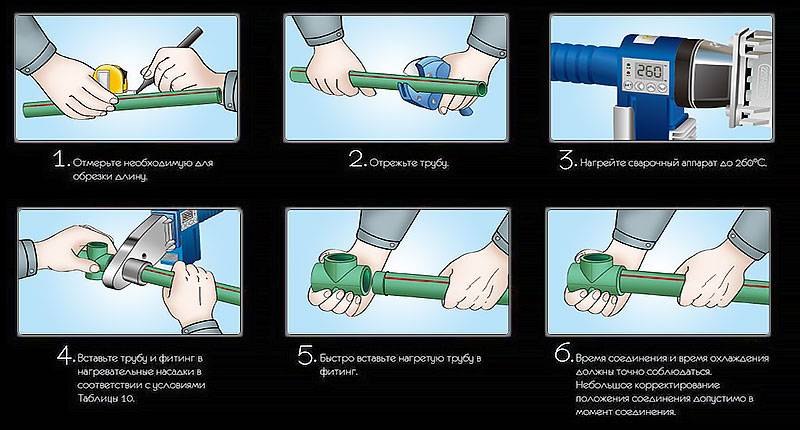
Первый этап – подготовка деталей к сварке
Начните с подготовки соединяемых элементов. Нарежьте трубы в соответствии с требованиями предварительно подготовленных схем разводки. Разложите все отрезанные элементы в порядке, в котором они будут соединены при помощи специального паяльника. Так вы избежите риска неправильного соединения элементов трубопроводной системы.
Помните: если неудачные резьбовые соединения без особых проблем раскручиваются и переделываются, то швы разобрать уже не получится. Изделия с дефектными соединениями придется попросту выбросить. Поэтому будьте внимательны и аккуратны.
Второй этап – настройка инструмента для сварки
Аппарат для сварки пластиковых труб
Конструкция паяльника предполагает наличие температурного регулятора. Выставьте на регуляторе предел, рекомендованный производителем в соответствии с приложенной инструкцией. Понять, что паяльник нагрелся до заданной температуры, вы сможете по погасшей лампочке регулятора температуры.
Третий этап – нагрев элементов
Перед началом сварки все составные элементы будущего трубопровода нужно разогреть. Информация о рекомендованных условиях и оптимальной продолжительност и предварительного нагрева приводится в инструкции к паяльнику. Обязательно ознакомьтесь с ней.
Для нагрева детали необходимо вставить в разъемы прибора для сварки. Информацию о том, как это правильно сделать, вы также найдете в руководстве производителя к своему паяльнику.
Как паять полипропиленовые трубы
Четвертый этап – соединение элементов
Правильно нагретые детали соединяются очень быстро и ровно. В процессе соединения нельзя допускать никаких перекосов и поворотов элементов. При соединении двух отрезков пластиковой трубы строго выдерживайте угол среза – лишь так созданный вами шов будет герметичным и надежным.



![[инструкция] пайка полипропиленовых труб | видео](https://rstart-shop.ru/wp-content/uploads/9/1/d/91d1597b4b0a5bb7e3c5829ebce5ca4c.jpeg)


Пятый этап – зачистка соединений
Дайте шву остыть и аккуратно зачистите его. Для зачистки можно использовать напильник.
Таким образом, в самостоятельной сварке пластиковых труб нет ничего сверхсложного. Используйте качественные инструменты, во всем следуйте полученным рекомендациям и уже очень скоро вы сможете пользоваться самостоятельно проложенной водопроводной либо отопительной системой.
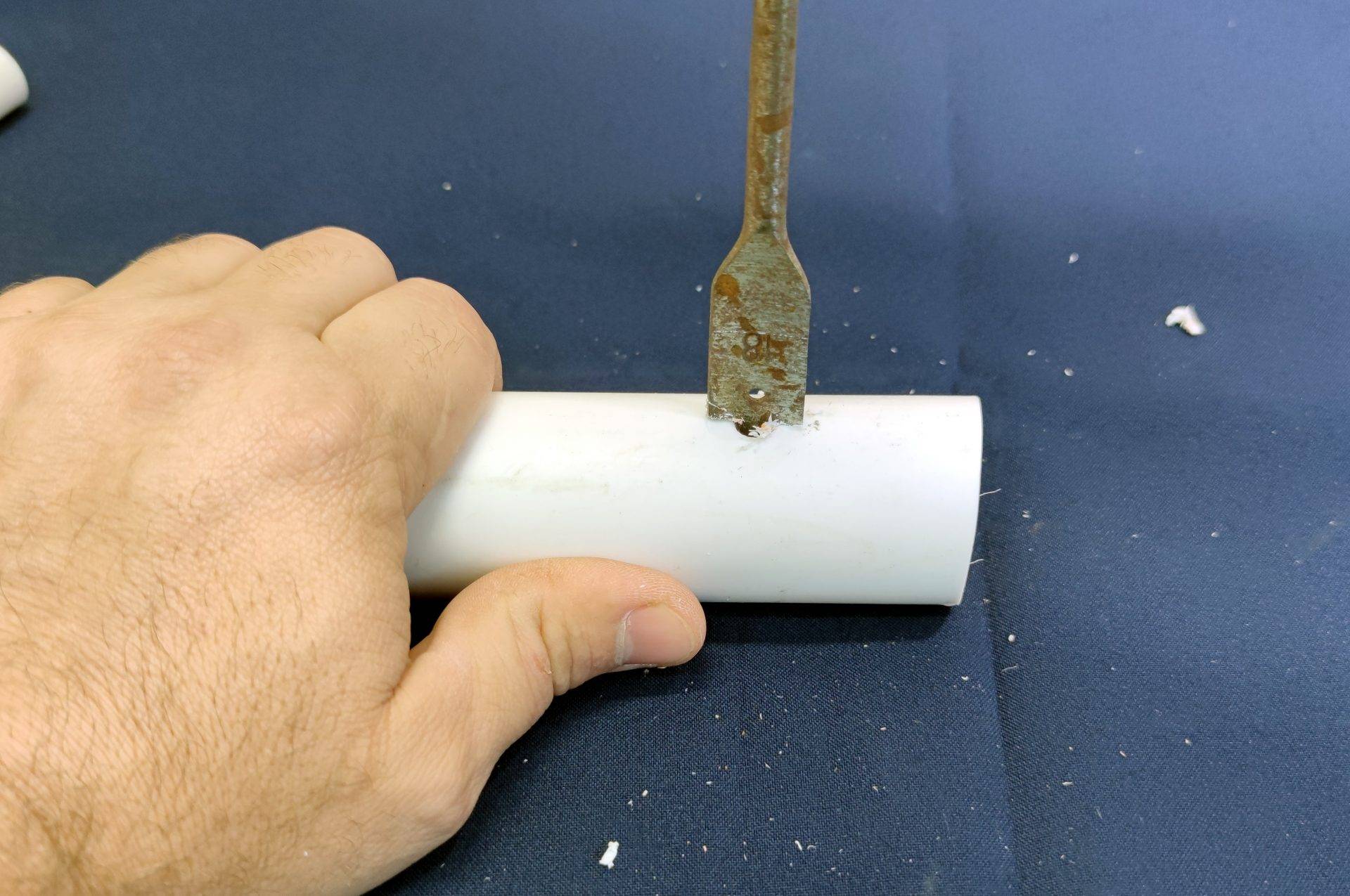
Инструкция по сварке вварных седел
После сверления устанавливается сварочный аппарат
Инструкция на проектирование и монтаж полипропиленовых трубопроводов
Трубы и фитинги, изготовленные из PPRC, могут применяться при прокладке технологических трубопроводов для транспортирования жидких и газообразных продуктов. В приложении приведены таблицы химической стойкости материала. Проектирование должно осуществляться в соответствии с «Инструкцией по проектированию технологических трубопроводов из пластмассовых труб СН-550-82», ОСТ 36-100.309-86, СББТ «Монтаж технологических трубопроводов. Требования безопасности» и другими нормативными документами. Запрещается прокладка трубопроводов из материала PPRC в помещениях, относящихся по пожарной безопасности к категориям А, Б, В. Нормы проектирования и монтажа трубопроводов для систем водоснабжения содержатся в СНиП -85 и в с водах правил СП и СП 40-102-200. Напорные трубы, предназначенные для внутренних водопроводов должны соединяться на сварке в раструб, разъёмные соединения предусматривают в местах установки арматуры, присоединений к оборудованию и для возможности демонтажа элементов трубопровода в процессе эксплуатации.
Трубы PPRC производимые из сырьевого материала Тип-3 PP-R (рандом сополимер) ввиду своей физической структуры имеют свойство удлиняться при высоких температурах и сокращаться при низких. Ввиду этого для трубопроводов длиной более 5 м необходимо учитывать правила расширения. Величина линейного расширения участка трубопровода L1 при открытой прокладке определяется по формуле: ∆L= α * L*∆t, где — ∆t расчётная максимальная разность температур (между рабочей и при его монтаже), α- коэффициент линейного расширения (α=0,15 мм/мК), L – длина трубы в метрах.
Таблица линейного расширения прямых труб PPRC
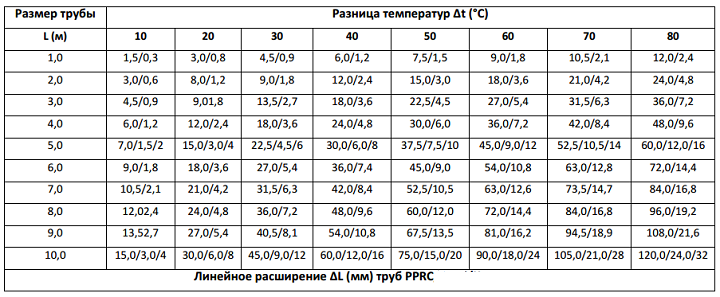
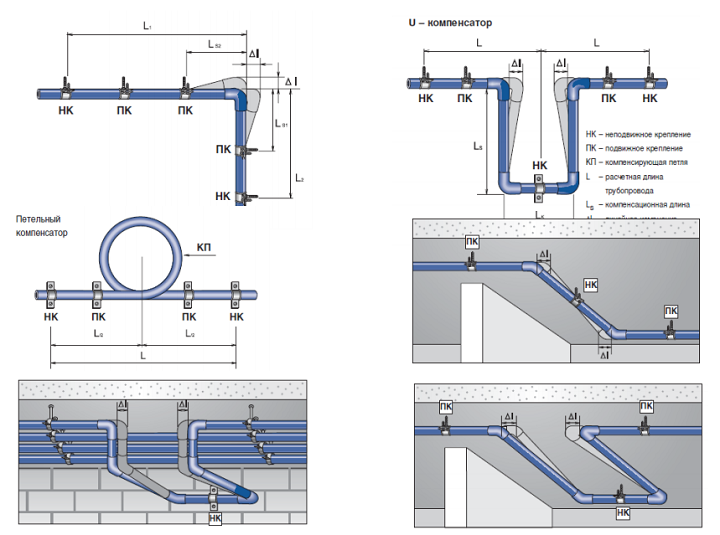
Если линейные изменения трубопровода должным образом не компенсируются, то есть, если нет возможности удлинять или укорачивать трубопровод, в стенках трубы концентрируются дополнительные напряжения растяжения или сжатия, сокращающие срок эксплуатации трубопровода. У полипропилена для компенсации линейных изменений используется гибкость материала. Помимо компенсации на изгибе трубопроводной трассы используются изгибающие компенсаторы. Подходящим способом компенсации является тот, при котором трубопровод отклоняется в прямом направлении от первоначальной трассы, а на этом перпендикуляре оставляется свободная компенсационная длина, которая обеспечит то, что при расширении прямой трассы не возникнут значительные дополнительные напряжения тяги и давления в стенке трубы.
Инструкция изготовления компенсатора для труб PPRC.
Разводка полипропиленовых труб
Полипропиленовые трубы используют для монтажа гребенки холодной или горячей воды, отопления. Выбор диаметра в каждом случае индивидуален — зависит от объема жидкости, которую необходимо прокачать в единицу времени, требуемой скорости ее движения (формула на фото).
Формула расчета диаметра полипропиленовых
Расчет диаметров труб для систем отопления — это отдельная тема (определять диаметр надо после каждого ответвления), для водопроводов все проще. В квартирах и домах для этих целей используют трубы диаметром от 16 мм до 30 мм, причем самые ходовые — 20 мм и 25 мм.
Считаем фитинги
После определения диаметра считается общая протяженность трубопровода, в зависимости от его строения докупаются фитинги. С длиной труб все относительно просто — измеряете протяженность, добавляете около 20% на погрешность и возможные браки в работе. Чтобы определить, какие фитинги нужны, требуется схема трубопровода. Нарисуйте ее, обозначив все отводы и приборы, к которым требуется подключаться.
Пример разводки полипропиленовых труб в ванной
Для подключения ко многим приборам требуется переход на металл. Есть и такие полипропиленовые фитинги. У них с одной стороны латунная резьба, с другой — обычный фитинг под пайку. Сразу надо смотреть диаметр патрубка подключаемого прибора и тип резьбы, которая должна быть на фитинге (внутренняя или наружная). Чтобы не ошибиться лучше все записывать на схеме — над тем отводом, где будет установлен данный фитинг.
Далее по схеме считается количество «Т» и «Г» образных соединений. Для них покупаются тройники и уголки. Бывают еще крестовины, но они применяются редко. Уголки, кстати, есть не только под 90°. Есть по 45°, 120°. Не забудьте про муфты — это фитинги для стыковки двух отрезков труб. Не забывайте, что полипропиленовые трубы совершенно не эластичны и не гнутся, потому каждый поворот делают при помощи фитингов.
Когда будете закупать материалы, договоритесь с продавцом о возможности замены или возврата части фитингов. Проблем обычно не возникает, так как даже профессионалы не всегда могут сразу точно определиться с требуемым ассортиментом. Кроме того, в процессе монтажа иногда приходится менять структуру трубопровода, а значит, меняется набор фитингов.
Компенсатор для горячего водопровода и отопления из полипропиленовых труб
Полипропилен имеет довольно значительный коэффициент температурного расширения. Если монтируется полипропиленовый горячий водопровод или система отопления, требуется сделать компенсатор, при помощи которого будет нивелироваться удлинение или укорочение трубопровода. Это может быть фабричная петля-компенсатор, или собранный по схеме компенсатор из финигов и кусков труб (на фото выше).
Способы укладки
Есть два способа монтажа полипропиленовых труб — открытый (по стене) и закрытый — в штробах в стене или в стяжке. По стене или в штробе трубы из полипропилена крепят на держатели-клипсы. Они есть одинарные — для укладки одной трубы, есть двойные — когда две ветки идут параллельно. Крепятся на расстоянии 50-70 см. Труба в клипсу просто вставляется и держится благодаря силе упругости.
Крепление полипропиленовых труб к стенам
При укладке в стяжку, если это теплый пол, трубы крепят к армирующей сетке, другого дополнительного крепления не требуется. Если замоноличиваться будет подводка к радиаторам, трубы можно не крепить. Они жесткие, свое положение даже при заполнении теплоносителем не меняют.
Вариант скрытой и наружной проводки в одном трубопроводе (за ванной проводку сделали открытой — меньше работы)
Нюансы пайки
Сам процесс сварки полипропиленовых труб, как вы видели, труда особого не оставляет, но вот тонкостей есть очень много. Например, непонятно, как при стыке труб подгонять участки так, чтобы трубы были ровно той длины, которая требуется.
Другой момент сварки полипропиленовых труб — пайка в труднодоступных местах. Не всегда есть возможность надеть на паяльник с двух сторон трубу и фитинг. Например, паяем в углу. Паяльник, приходится засовывать в угол, с одной стороны насадка упирается прямо в стену, фитинг на нее не натянешь. В этом случае ставят второй комплект насадок такого же диаметра и на нем греют фитинг.
Как паять полипропиленовые трубы в труднодоступном месте:
Как перейти с железной трубы на полипропилен:
Технология сварки враструб – пошаговая инструкция
Раструбная сварка подразумевает собой соединение трубы и фитинга, путем вставки деталей друг в друга. Такая сварка полипропиленовых труб своими руками считается простейшей, есть еще стыковая система сварки, но используемая там технология может усложнить работу, особенно в домашних условиях. Поэтому ниже мы описали как проходит поэтапный процесс сварки полипропиленовых труб.
Резка труб
Режут материал предназначенным для этого инструментом. Если такового нет, то рез можно сделать ножовкой или другим доступным инструментом, главное – не повредить геометрию и сохранить плоскость реза ровной. Для последнего предназначен фаскосниматель, им же зачищают торец, у которых армирующий слой ближе к внутреннему диаметру. Иначе этот элемент может образовать неплотные соединительные прорехи и вызвать течь.
 Полипропиленовую трубу отрезают по размеру специальным ножом с трещеткой
Полипропиленовую трубу отрезают по размеру специальным ножом с трещеткой
Подготовка труб и фитингов
Перед сваркой трубы, с внешней стороны, обезжиривают спиртом, а фитинги изнутри. Для армированных изделий используется специальный прибор, который снимает упрочнительный слой – шейвер.
 Шейвер для зачистки верхнего армированного алюминием слоя
Шейвер для зачистки верхнего армированного алюминием слоя
Подготовка сварочного аппарата
Несмотря на то, что большая часть устройств имеют собственные опорные элементы, устройство следует крепко зафиксировать в тисках или струбцинами к столу. Прибор очень легкий, поэтому незакрепленным может легко упасть и сломаться, или вызвать пожар.
В зафиксированный аппарат для сварки ставим муфту и дорн.
 Насадки для сварки
Насадки для сварки
Выставляем тумблер на требуемое значение температуры. Для полипропилена это 270 градусов, но бывают случаи, когда требуется более низкая или высокая температура. Эти значения берем из сопроводительной документации к нашему материалу и используя инструкцию к паяльнику, подбираем оптимальную температуру.
Рекомендуем! Разделка и подготовка металла перед сварочными работами
Установка деталей на прогрев
Технология сварки полипропиленовых труб подразумевает, что когда устройство вышло на рабочую температуру (загорелся зеленый индикатор или сработал звуковой сигнал) можно приступать к установке свариваемых деталей на аппарат для сварки труб.
 Прогрев деталей
Прогрев деталей
Отрез медленно вставляем в муфту до упора при этом образуется грат – лишний материал, при надевании скатывающийся в валик
Очень важно при надевании следить, чтобы грат имел правильную форму, без разрывов и прочих дефектов. Если деталь вставляется без видимого усилия или грант отсутствует, можно считать ее дефектной и следует заменить ее. То же касается фитинга, который также должен надеваться с видимым усилием на дорн, до упора
То же касается фитинга, который также должен надеваться с видимым усилием на дорн, до упора.
Сварка
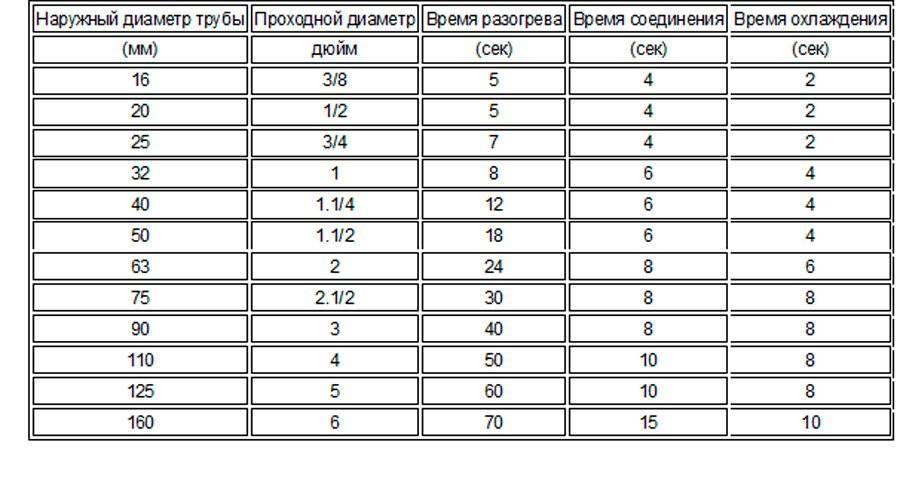
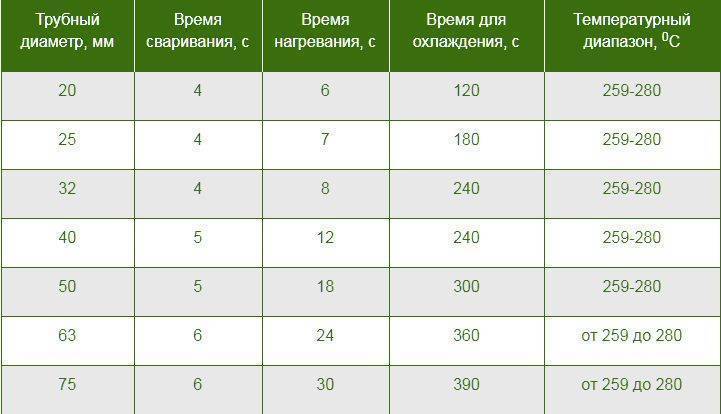
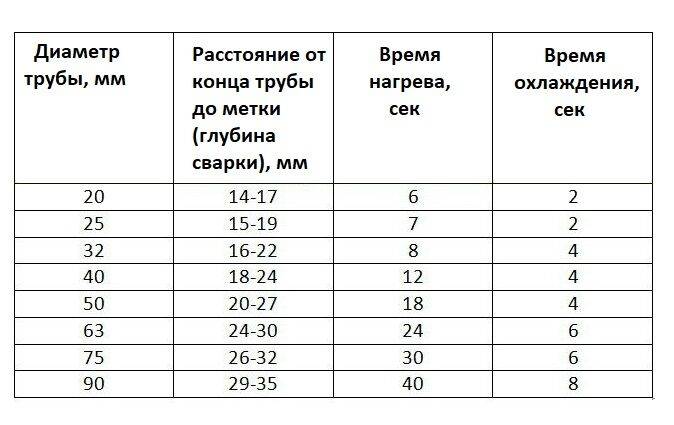
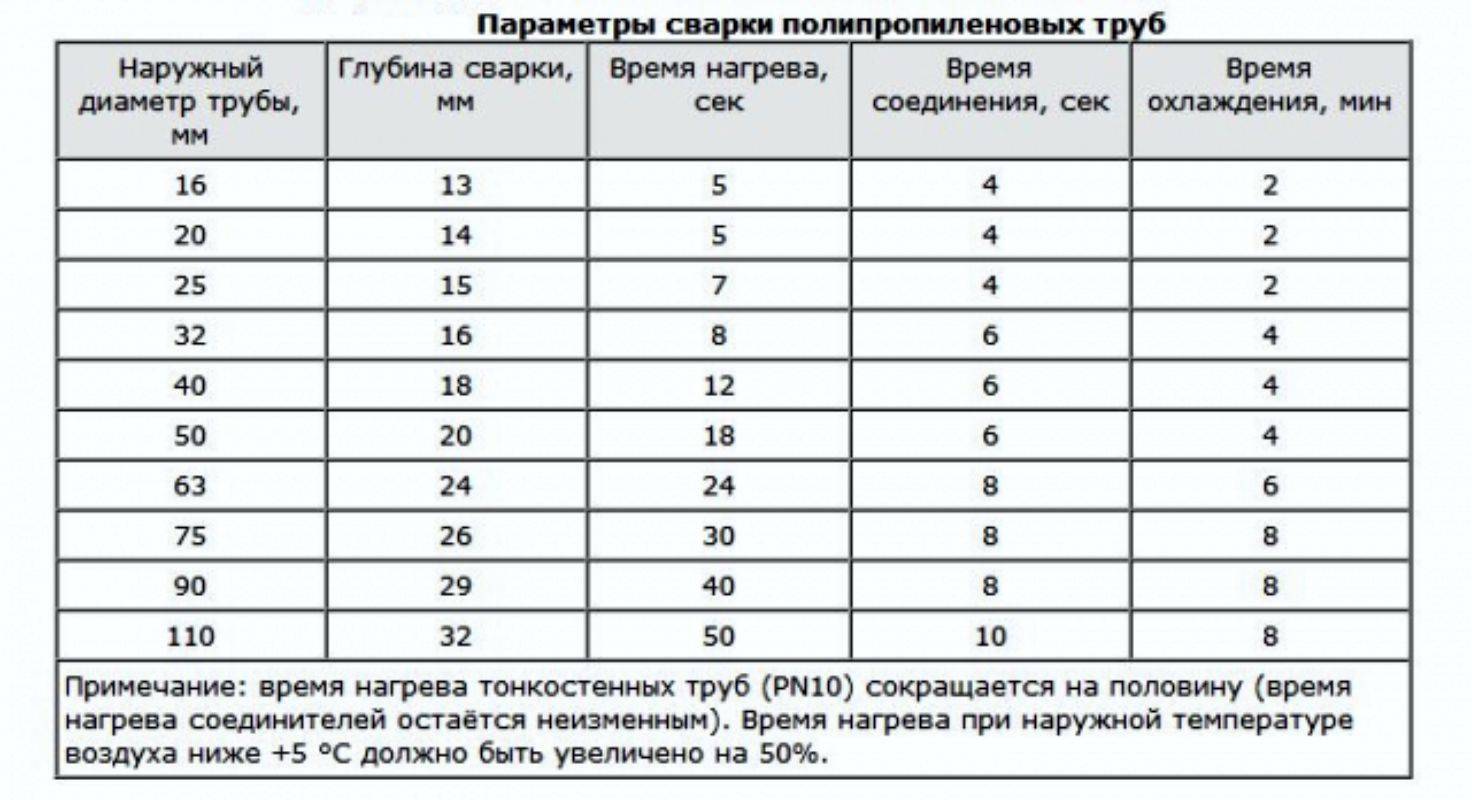
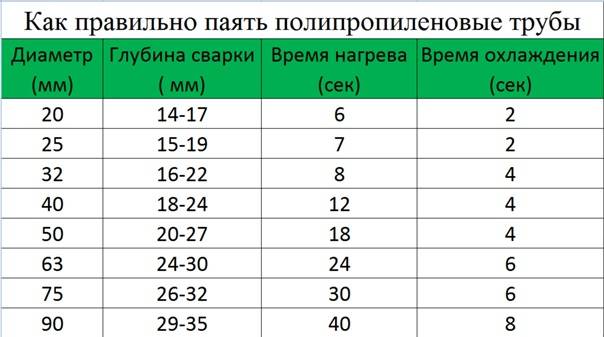
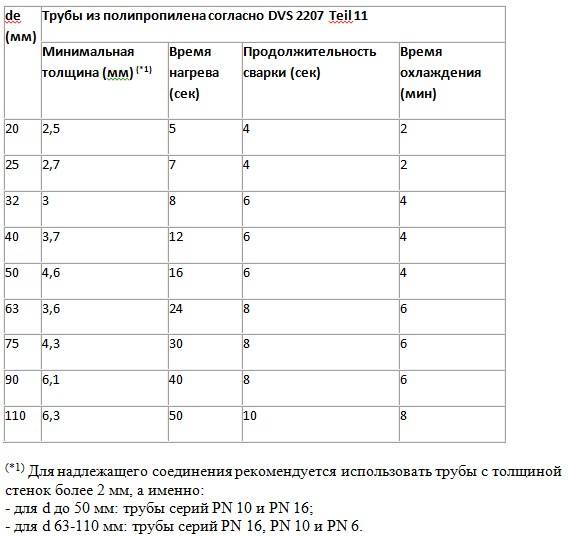
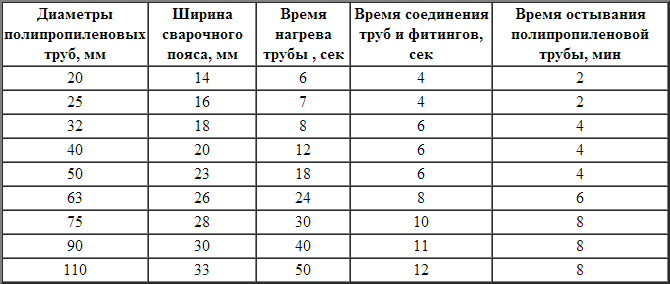
Когда свариваемые элементы установлены на своих местах им нужно дать определенное время, чтобы материал приобрел вязкотекучесть и при этом сварочный пруток из полипропилена не утратил свои несущие свойства. Ниже представлены примерные параметры, подходящие для сварки труб из полипропилена различного диаметра. Стоит учесть, что значения усредненные, а более точные, производитель указывает в сопроводительной документации.
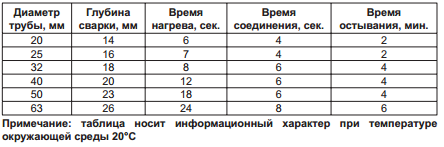







 Температура сварки полипропиленовых труб, время остывания, в зависимости от толщины
Температура сварки полипропиленовых труб, время остывания, в зависимости от толщины
Для ориентирования в приведенных в таблице терминах, следует придерживаться следующих определений:
- Время нагрева отсчитывается с момента прикосновения детали с упором нагревательного элемента.
- Время соединения – параметр, который показывает как долго следует держать трубы для сварки полипропилена, после их сбора.
- Время остывания – временной промежуток, который следует выдержать для полного застывания и получения монолитной связки.
Сборка деталей
Сняв с нагревательной насадки детали их следует собрать. Для соединения труб пвх фитинг устанавливается под необходимым углом, и единым движением трубы соединяются вместе.
 Соединение деталей
Соединение деталей
При этом запрещено проворачивать детали. Удерживаем детали, сохраняя их неподвижность, но не прикладывая усилия, как при надевании. Время, которое пройдет между снятием со сварочного аппарата, до непосредственно сборки должно быть минимальным. В противном случае детали остынут, и не сварятся или соединение будет низкого качества.
Охлаждение соединения
Важный момент, когда не следует трогать деталь, в том числе пытаться примерить ее и так далее. После охлаждения сваренный контур из полипропиленовых труб своими руками готов к использованию.
Рекомендуем! Как варить чугун электросваркой. Сварка инвертором
Особенности технологического процесса сварки
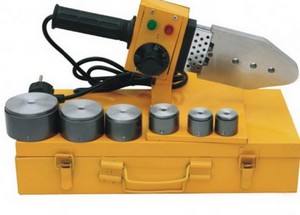 Сварочный аппарат (паяльник) для сварки полипропиленовых труб с насадками
Сварочный аппарат (паяльник) для сварки полипропиленовых труб с насадками
Осталось только определиться, как сваривать полипропиленовые трубы. Перед включением сварочного аппарата в нем закрепляются насадки для фитинга и трубы, а сам аппарат помещается в специальный держатель из комплекта поставки.
Насадка, предназначенная для труб, носит название гильза, а для фитинга — дорн. Чтобы насадки хорошо держались, их следует затянуть шестигранником.
Закрепленные насадки для сварки полипропиленовых труб обязательно протирают спиртом для обезжиривания поверхности. Учитывайте, что любые загрязнения на стыкуемых элементах могут ощутимо ухудшить качество конструкции. А когда насадки будут очищены, аппарат подключается к электрической сети и нагревается до технологической температуры.
Полипропиленовые трубы расплавляются при температуре 260°С. Значения температуры следует выставить на регуляторе, а если он отсутствует, то подразумевается, что устройство самостоятельно нагреется до необходимого значения — в этом случае загорается лампочка, свидетельствующая о том, что работы можно начинать. Полностью нагретый аппарат желательно выдержать перед сваркой еще 5 минут.
Во время прогрева устройства желательно подготовить нужный по длине кусок трубы, отрезав его специальными ножницами. При работе режущие кромки должны располагаться строго под 90° к продольной оси трубы
Важно, чтобы ножницы были острыми, поскольку деформация трубы при резке недопустима
Шейвер для зачистки армирования
Трубы, армированные внешним алюминиевым слоем, перед сваркой должны быть зачищены. Для удаления армирования на участке сварки есть специальное приспособление — шейвер.
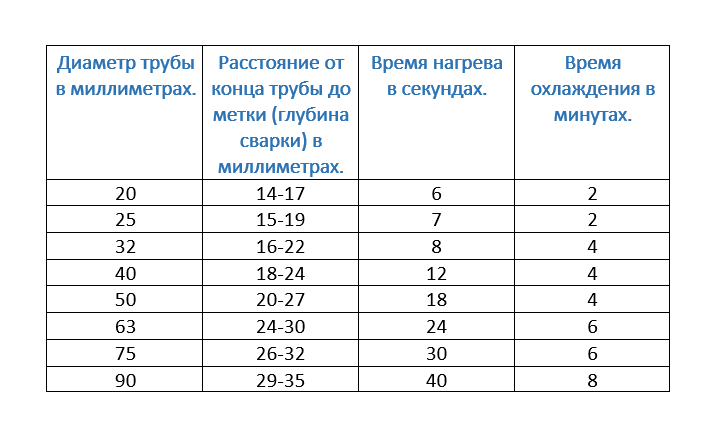
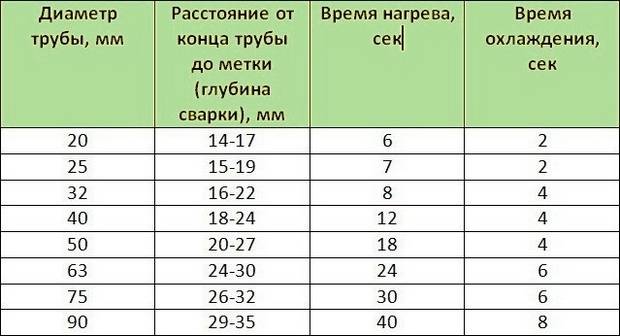
Перед сваркой полипропиленовой трубы с фитингом следует выполнить предварительную разметку, обозначив карандашом место расположения соединительного элемента относительно прочих водопроводных конструкций. В процессе имеет значение и глубина прогрева трубы. Она зависит от диаметра и составляет 14, 16 и 18 мм для диаметров 20, 25 и 32 мм соответственно.
После того, как глубина соединения и соосность будут обозначены на элементах, и фитинг, и труба обезжириваются спиртом — и после этого приступают к сварке. В процессе проведения работ нужно в одной руке держать фитинг, а в другой — трубу. Трубу вставляют в гильзу, а фитинг надевают на дорн одновременно, после чего выдерживают элементы определенное время для прогрева. Время сварки также зависит от диаметра трубы — трубу диаметром 20 мм выдерживают для прогрева 6 секунд, 25 мм — 7 сек, а 32 мм — 8 сек.
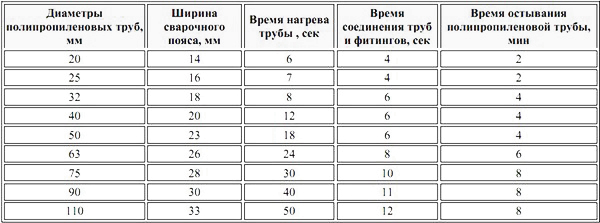 На фото таблица с данными для сварки полипропиленовых труб
На фото таблица с данными для сварки полипропиленовых труб
Прогретые трубу и фитинг соединяют так, чтобы соблюдалась их соосность. Детали при стыковке нельзя вращать, иначе такое соединение может в будущем дать течь
Важно, чтобы продольные оси фитинга и трубы совпадали — никаких перекосов не допускается. Также следует проконтролировать, чтобы внутри фитингов не было наплывов, иначе они могут существенно уменьшить внутренний диаметр
Наплыв при сварке должен образовываться только в одном месте — там, где смыкаются соединяемые фитинг и труба.
 Труба и муфта в «утюге» фиксируются на строго заданное время
Труба и муфта в «утюге» фиксируются на строго заданное время
Чтобы все работы по самостоятельной сварке трубопровода завершились успешно, следует вначале потренироваться создавать качественный шов на небольших отрезках. Для этой цели рекомендуется сразу приобрести фитингов несколько больше, чем нужно. Также не забудьте правильно зачистить и обезжирить стыкуемые элементы. Когда система будет полностью собрана, следует выдержать ее около часа, и только потом заполнять водой для проверочного пуска.
Плюсы клеевого соединения ПВХ труб
- Возможность проведения качественного монтажа пластиковых труб даже в местах, доступ к которым затруднен.
- Нет необходимости использовать дорогое оборудование, потребляющее много электроэнергии. Весь процесс может быть проведен своими руками.
- Непосредственно в процессе склеивания деталей из ХПВХ происходит образование монолитной структуры, которая гарантирует герметичность стыка.
- При проведении клеевой «сварки», в отличие от обычной, внутри трубы не образуется наплывов, которые сужают просвет труб и способствуют оседанию на поверхности твердых частиц.
- Соблюдение несложных правил и рекомендаций по проведению работы исключает возникновение провисания и протечек трубопровода.
- Срок службы трубопровода, смонтированного методом склейки, может достигать 50 лет.
Сварка пластмасс
Сварка пластмассовых труб враструб
Стыковая сварка труб малого диаметра (16-50) мм и с толщиной стенки
менее 4 мм становится неэффективной из-за больших деформаций сдвига, возможного смещения торцевых поверхностей друг относительно друга и значительного перекрытия внутреннего сечения труб гратом. В этих случаях рекомендуется применять сварку враструб.
Сварка труб враструб имеет две разновидности. В первом случае раструб
формируют на одной из труб (рис.4.15, а), во втором – в качестве соединительных элементов стыкуемых труб используют литые детали (муфты, тройники,
переходы, угольники и др.) (рис.4.15, б).
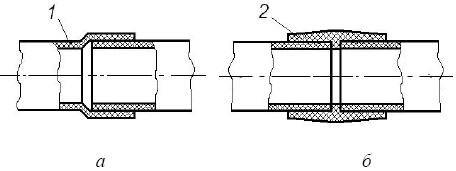
Рис.4.15. Сварные соединения труб враструб: а – сварка с формированием
раструба на одной из труб; б – сварка труб с соединительной муфтой;
1 – труба с раструбом; 2 – муфта
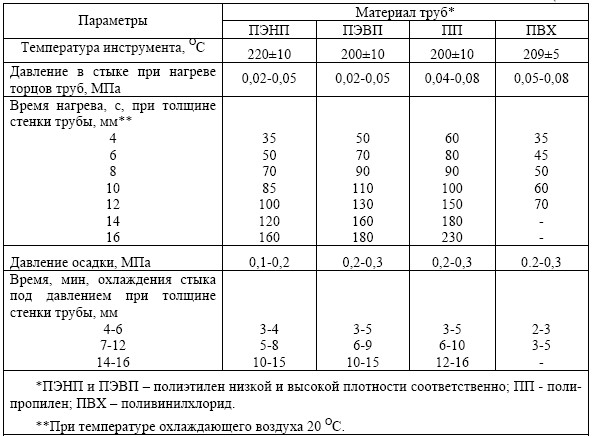
Ориентировочные значения параметров режима стыковой сварки труб нагретым инструментом приведены в табл. 4.1.
Таблица 4.1
При сварке враструб используют инструмент, состоящий из гильзы и
дорна (рис.4.16). Гильза служит для оплавления наружной поверхности конца
трубы, а дорн предназначен для оплавления внутренней поверхности раструба.
Технологический процесс сварки нагретым инструментом враструб
включает в себя следующие операции:
– очистку и обезжиривание труб;
- установку и центровку труб в зажимах сварочного устройства;
- ввод нагревательного инструмента и его удаление после нагрева;
- стыковку соединяемых элементов;
- охлаждение сварного соединения.
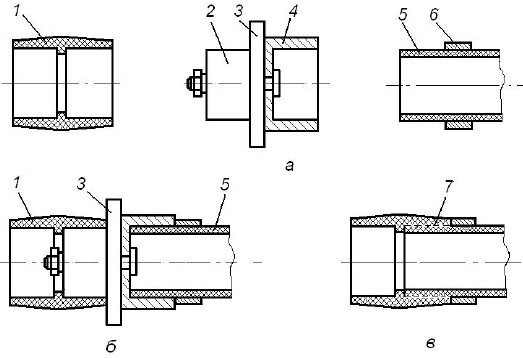
Рис. 4.16. Схема сварки враструб: а – нагреватель и стыкуемые детали; б – нагрев
свариваемых поверхностей; в – сварное соединение трубы с муфтой; 1 – соединительный элемент; 2 – дорн; 3 – нагреватель; 4 – гильза; 5 – труба; 6 – ограничительный хомут; 7 – сварной шов
Для фиксации глубины вдвигания трубы в раструб используют ограничительные хомуты, боковые плоскости которых должны быть соответствующим
образом обработаны, чтобы обеспечивалось уплотнение и формование выдавленного наружу грата.
Основными технологическими параметрами сварки враструб являются:
- температура нагретого инструмента;
- скорость надвигания трубы на инструмент;
- время оплавления соединяемых деталей;
- давление на сварной шов.
Давление возникает за счет разности наружного диаметра оплавленного
конца трубы и внутреннего диаметра оплавленного раструба, т.е. натяга. Натяг
создается тем, что дорн имеет наружный диаметр на 0,3-0,6 мм меньше внутреннего диаметра гильзы.
Температура нагретого инструмента назначается исходя из свойств свариваемого материала. При пониженных температурах (и, соответственно, длительном нагреве) возможны перегрев и потеря устойчивости трубы при соединении её с раструбом, что особенно характерно для тонкостенных труб. При
повышенных температурах существует опасность разрушения сварных соединений по поперечным сечениям в зоне торца трубы и раструба.
Скорость надвигания трубы на нагретый инструмент должна быть максимально возможной. Медленное надвигание приводит к прогреву трубы или раструба на всю толщину и потере устойчивости.
При оплавлении сначала вводят нагреватель дорном в раструб, а затем
через 10-15 с прямой конец трубы вводят в гильзу.
Время оплавления (выдержку на нагретом инструменте) выбирают из условия равномерного проплавления всей площади сварки на глубину 1-1,5 мм.
При большей глубине оплавления возможны потеря устойчивости концов трубы и раструба и их деформация при вдвигании трубы в раструб (осадке). При
правильном выборе времени оплавления у кромок торца раструба и на трубе по
всему периметру образуется грат высотой 1-2 мм.

Промежуток времени между оплавлением и осадкой, необходимый для
удаления инструмента, должен быть как можно короче.
На стадии осадки после полного вдвигания конца трубы в раструб не до-пускается проворачивание труб относительно друг друга.
Подготовка к работе
Разобравшись с несложной теорией можно приступать к практическим работам. В самом начале нужно очистить и обезжирить поверхности под посадку труб. Необходимо проверить сами изделия на наличие брака: нет ли отклонений, трещин, овальной формы или разной толщины стен.
Стоит обратить особое внимание: необходимо, чтобы размер диаметра фитинга был меньше, чем внешний диаметр трубы. Когда соединительный узел собран без пайки, это яркий показатель дефекта фитинга или трубы
Если же фитинг имеет резьбу, то он нуждается в тщательной проверке.
Предварительно стоит нарезать трубы необходимой длины с помощью специального резака. Главное, чтобы срез был перпендикулярен самой трубе. В случае если изделие армированное, то, используя шейвер, зачищается поверхность под посадку. На следующих этапах работа с армированными трубами будет такой же, как и с обыкновенными. Также можно обработать сверху ту часть трубы, которая служит местом соединения, чтобы при соединении с фитингом она не задиралась. Разумеется, стоит избавиться и от заусениц с помощью ножа, если они имеются.
Подготовка сварочного аппарата. Для начала его нужно поставить в удобное место и хорошенько закрепить. Далее, можно надевать насадки подходящего размера и прикрепить их винтами. Только после всего этого можно подключить его к электричеству. Затем нужно подождать, пока инструмент нагреется (чаще всего это происходит в течение десяти минут) и индикатор подтвердит его готовность. Нужно очистить насадки ветошью.
В том случае, если монтаж нужно будет осуществлять в трудном месте, например, под потолком, то стоит сразу обдумать, куда девать паяльник после нагрева стыковочных деталей – потому что руки не будут свободны. В таком случае лучше всего иметь помощника, который будет держать сварочный аппарат. Но если такого нет, то можно подготовить удобный крючок.
Что понадобится для пайки
Чтобы спаять пластиковые трубы, необходимо применение специального инструмента, однако профессиональное оборудование для сварки не потребуется. В большинстве случаев для монтирования пластиковых элементов водопровода своими руками нужно:
- строительный уровень;
- ножницы для разрезания расходных материалов;
- маркер;
- рулетка;
- напильник;
- мелкозернистая наждачная бумага;
- сварочный аппарат.
Сварочное оборудование есть не у каждого человека, однако приобретать его не имеет смысла, т.к. оно может понадобиться лишь раз для ремонта. Лучше одолжить аппарат или взять в аренду.
Инструменты
Как правило, все необходимые инструменты, кроме сварочного оборудования, можно найти дома, поэтому с этим проблем не возникнет. Перед началом пайки трубопровода из полипропилена для водопровода или отопления, рекомендуется ознакомиться с конструкцией сварочного аппарата. Особенно, если ранее отсутствовал опыт самостоятельного использования данного инструмента.
Основная рабочая деталь устройства – нагревающаяся подошва. На ней расположены отверстия, которые позволяют установить насадки для спайки. Это существенно упрощает проведение ремонтных работ. На корпусе прибора находится терморегулятор, позволяющий отрегулировать температуру при нагреве.
Разновидности расходного материала для создания своими руками качественной водопроводной системы.
Расходные материалы
Полиэтиленовые трубы, как правило, используются для прокладывания водопроводной ветки в зданиях и наружных трасах. Монтаж труб из полиэтилена может производиться муфтовым или спайным способом.
Аппарат для пайки труб
Для осуществления подключения полипропиленовых труб к муфтам или фитингам, применяется специальный аппарат для пайки. Бытовое оборудование может использоваться только для изделий с диаметром менее 63 мм. При большем диаметре пластиковые трубы сваривают встык при помощи профессиональных установок.
Основные элементы конструкции сварочного аппарата:
- подставка с нагревающимися элементами;
- отверстия для подсоединения насадок различного диаметра;
- регулятор температуры.
Различают цилиндрические и мечевидные конструкции оборудования. Для самостоятельной сварки пластикового трубопровода можно использовать любой из этих видов.
Паяльник для полипропиленовых труб Aquatherm.





