

Удаление заклепок с одежды
Это делается двумя способами. Один – при помощи бокорезов, другой – ножа и пары пассатижей. Выбор способов зависит от того, какого рода ваша заклепка – альфа (внутренняя) или бета (наружная). Углы и края прострочки в основном заклепываются разновидностями альфа, которые иначе называются люверсами. Бета используется в случаях кнопок, которыми застегивается одежда. Одна часть там – альфа, а на нее приклепывается бета. Несмотря на то, что материал такие заклепки держат отлично, механического воздействия они боятся.
Как расклепать заклепки альфа при помощи ножа и двух плоскогубцев?
- Аккуратно, чтобы не повредить ткань, вставьте острое лезвие ножа под край широкой части заклепки с одной стороны и отогните его так, чтобы за край можно было схватиться плоскогубцами.
- Сделайте то же самое с противоположной частью заклепки. Вставьте лезвие ножа и отогните краешек.
- Возьмитесь краями одних плоскогубцев за наружную отогнутую часть заклепки, а другими – за край изнаночной загнутой части.
- Потяните в разные стороны, и внутренняя часть выйдет из наружной.
Дело сделано.
А как расклепать на одежде заклепку бета? Здесь все еще проще. Порядок действий таков:
- Возьмите одежду, повернув к себе расширенной (загнутой) частью заклепки, торчащей внутри прижимной шайбы.
- Возьмите бокорезы (желательно орудовать теми, что на плоскогубцах), установите их под самый низ расширенной части и сожмите.
- Проверните и снова сожмите.
- В какой-то момент верхний элемент соскочит с нижнего сам. Или когда между ним и нижним элементом будет достаточно места, внутреннюю часть, входящую в прижимную шайбу, можно попросту перекусить без вреда для материала.
Дело сделано.
Плюсы и минусы
Как и любое изделие, алюминиевые заклепки обладают рядом достоинств, но при этом и некоторыми недостатками. Рассмотрим все позиции более подробно. Для начала поговорим о достоинствах. Одним из основных преимуществ пользователи называют пластичность алюминия. Это очень удобно, так как провести крепеж получается довольно быстро.

Данная характеристика позволяет добавить сюда невысокую энергозатратность, а также экономичность. Кроме того, если провести монтаж грамотно, прочность соединений не будет вызывать сомнений, а работы можно проводить даже в домашних условиях, не используя при этом специальное оборудование.
Монтаж делается довольно легко и чаще всего не требует применения специальных инструментов. Алюминий считается достаточно стойким материалом, поэтому хорошо переносит воздействие агрессивных веществ и не поддается коррозии. Он является экологически безопасным, что также можно отнести к неоспоримым плюсам. При этом изделия из него очень легкие.

Что касается недостатков, нужно отметить следующие моменты. Бесспорно, в сравнении с медью или сталью алюминий является менее прочным материалом. Его не следует применять, если на конструкцию предполагается влияние сильных и продолжительных механических нагрузок. Также от его использования стоит отказаться, если планируется использование агрессивных материалов. При этом, к примеру, алюминиевую тяговую заклепку можно использовать в условиях негативного воздействия окружающей среды.

Если материалы скрепляются с помощью алюминиевых метизов, следует проконтролировать, чтобы изоляция поверхностей была сделана максимально тщательно. Это поможет металлам избежать контакта друг с другом. Использовать в таком случае лучше всего резину или медь.
Практические рекомендации

Возможны варианты в процессе работы с прибором:
Детали разной толщины; вся работа производится со стороны материала с меньшей толщины, для уменьшения вероятности её деформации. При невозможности – устанавливается опорная шайба. Соединение материалов с различной твёрдостью; Используют крепёж с увеличенной юбкой со стороны мягкой детали. При невозможности – устанавливается опорная шайба. Применение лепестковых или распорных элементов крепления. Скрепление хрупких деталей; Используют лепестковые, распорные или пластиковые элементы крепления. Создание герметичного узла; Используют «глухие» заклепки, не пропускающие пыль, воду, испарения. Краевое расположение крепления. До края детали должно быть не менее 2-х диаметров отверстия.
Совет: Сжав – разжав инструмент можно легко вытащить застрявший стержень. Следите, чтобы он не вылетел с обратной стороны.
§ 67. Виды заклепочных соединений. Инструменты и приспособления для клепки
Место соединения деталей заклепками называется заклепочным швом (рис. 285).
В зависимости от характеристики и назначения заклепочного соединения заклепочные швы делят на три вида: прочные, плотные и прочно-плотные.
Прочный шов применяют для получения соединений повышенной прочности. Прочность шва достигается тем, что он имеет несколько рядов заклепок. Эти швы применяют при клепке балок, колонн, мостов и других металлических конструкций.
Плотный шов применяют для получения достаточно плотной и герметичной конструкции при небольших нагрузках.
Соединения с плотным швом выполняют обычно холодной клепкой. Для достижения необходимой герметичности шва применяют различного рода прокладки из бумаги, ткани, пропитанные олифой или суриком, или подчеканку шва. Эти швы применяют при изготовлении резервуаров, не подвергающихся высоким давлениям (открытые баки для жидкости), некоторых других изделий.
Рис. 285. Внешний вид заклепочных швов
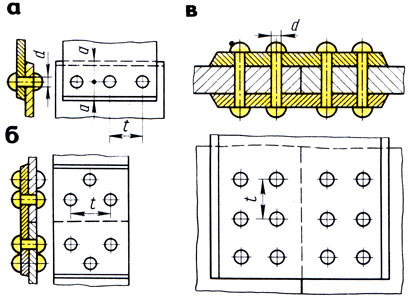 Рис. 286. Заклепочные швы: а – нахпесточный, б – стыковой, в – с двумя накладками
Рис. 286. Заклепочные швы: а – нахпесточный, б – стыковой, в – с двумя накладками
Прочно-плотный шов применяют для получения прочного и вместе с тем непроницаемого для пара, газа, воды и других жидкостей соединения, например в паровых котлах и различных резервуарах с высоким внутренним давлением.
Прочно-плотные швы выполняют горячей клепкой при помощи клепальных машин с последующей подчеканкой головок заклепок и кромок листов.
В каждом заклепочном соединении заклепки располагают в один-два и более рядов.
В зависимости от расположения соединяемых деталей различают соединения (нахлесточные) (рис. 286, а), в которых край одного листа накладывается на край другого;
соединения {стыковые), которые характеризуются тем, что соединяемые детали своими торцами плотно примыкают друг к другу и соединяются при помощи одной или двух накладок (рис. 286, б, а).
Инструменты и приспособления для клепки. Различают клепку ручную, механизированную, при которой применяют пневматические клепальные молотки, и машинную, выполняемую на прессах одинарной и групповой клепки.
При ручной клепке применяют слесарные молотки с квадратным бойком (см. рис. 62), поддержки, обжимки, натяжки и чеканки.
Массу молотка выбирают в зависимости от диаметра заклепки:

Поддержки являются опорой при расклепывании стержня заклепок, форма и размеры поддержек зависят от конструкции склепываемых деталей и диаметра стержня заклепки, а также от выбранного метода клепки (прямой или обратный). Поддержка должна быть в 3 – 5 раз массивнее молотка.
Обжимки служат для придания замыкающей головке заклепки после осадки требуемой формы. На одном конце обжимки имеется углубление по форме головки заклепки.
Натяжка представляет собой бородок с отверстием на конце. Натяжка применяется для осаживания листов.
Чекан представляет собой слесарное зубило с плоской рабочей поверхностью и применяется для создания герметичности заклепочного шва, достигаемой обжатием (подчеканкой) замыкающей головки и края листа.
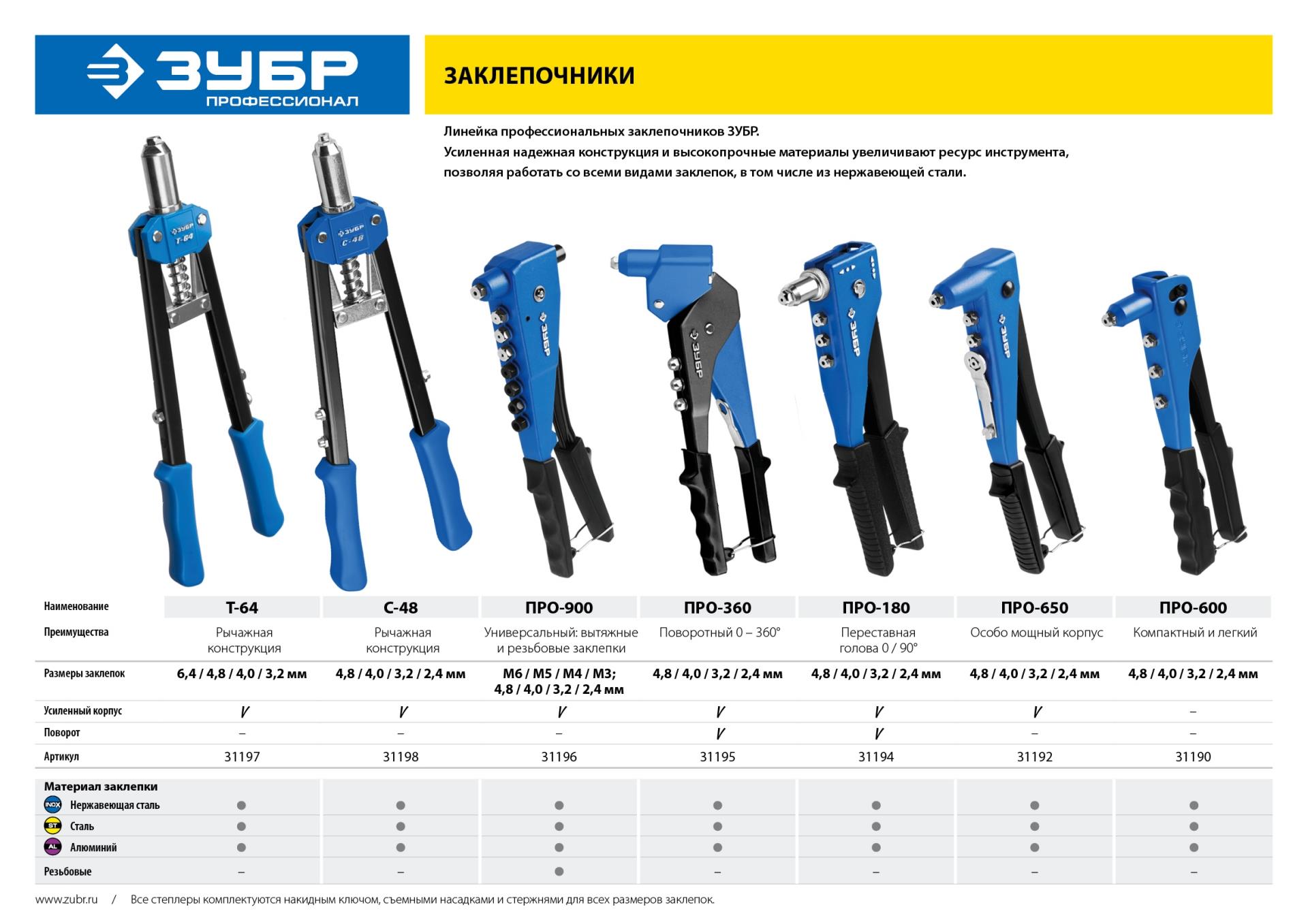
Виды ручных (механических) заклепочников
Есть три вида ручных установщиков заклепок:
одноручные; двуручные; гармошка.
Одноручные предназначены для крепежа небольшого размера — до 5 мм. Отличаются тем, что рабочие ручки у них под углом 90° к оси установки. То есть, рукоятки направлены вниз. Удобно тем, что работать можно одной рукой. Недостаток — небольшой «диапазон» размеров, с которыми может работать устройство.
Двуручные отличаются большими размерами, устанавливать ими можно и заклепки больших диаметров — до 8 мм. Отличить можно по виду — длинные ручки, которые находятся в одной плоскости с рабочими губками. Выбирать двуручный заклепочник имеет смысл в том случае, если планируется использовать заклепки большого диаметра.

Виды ручных заклепочников: одноручный, двуручный, гармошка
Механические заклепочники «гармошка» чаще применяются с крепежом больших размеров. Наличие той самой «гармошки» позволяют устанавливать крупноразмерный крепеж прилагая меньше усилий. Такое устройство обычно имеет более дорогой инструмент, его чаще применяют профессионалы.

![§ 67. виды заклепочных соединений. инструменты и приспособления для клепки [1980 макиенко н.и. - общий курс слесарного дела]](https://rstart-shop.ru/wp-content/uploads/f/8/0/f806341cc8673a675db89eb5f2cfa3e9.jpeg)
Выбрать тип ручного заклепочника не слишком сложно. Если вам нужна надежная машинка, выбирайте из двуручных моделей. Их устройство проще, там ломаться почти нечему. При нормальном качестве они неубиваемые. Если вы ставить будете только мелкий крепеж — не больше 2-3 мм, то целесообразнее брать одноручный. Им работать удобнее.
Заклепочник гармошка жабка принцип его применения
Принцип работы заклепочника гармошки достаточно простой и незамысловатый
При его использовании важно учитывать, что для склепывания должно быть достаточно свободного места. Длина инструмента в разжатом положении достигает 80 см
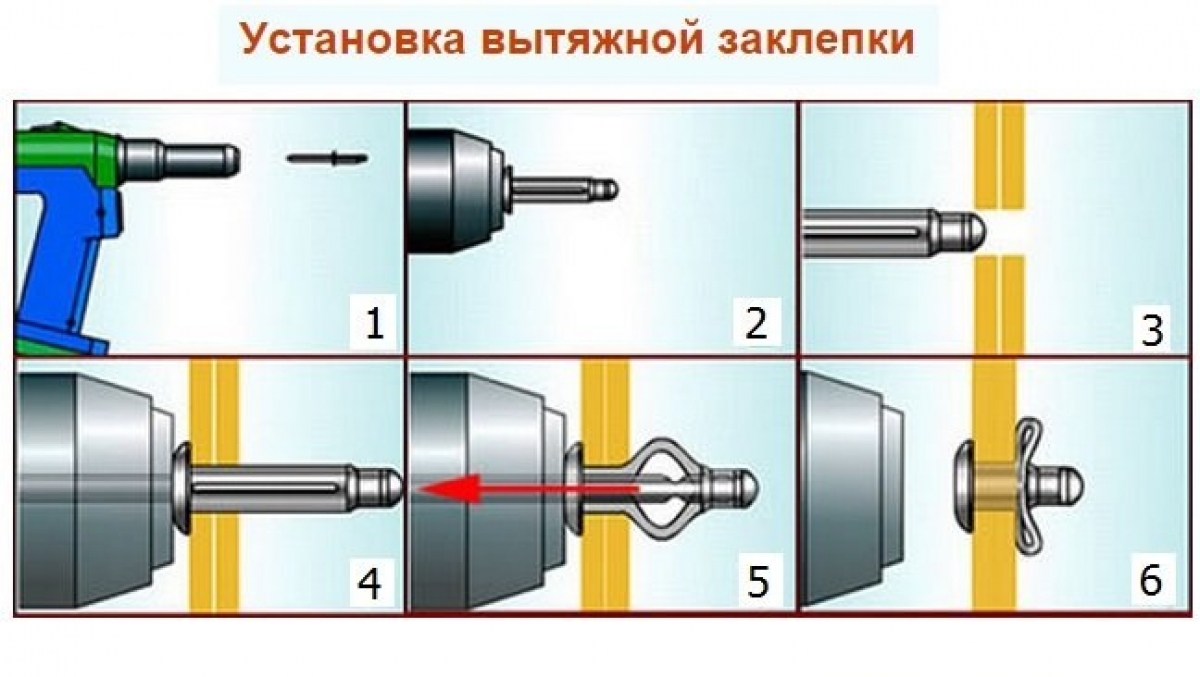
Принцип применения инструмента следующий:
- Для начала необходимо установить в прибор заклепку шпилькой внутрь
- Полностью разжать рукоятку
- Установить заклепку в отверстие
- Произвести сжатие механизма в виде гармошки
- Извлечь из патрона инструмента оставшуюся шпильку
Подробное видео описание ниже.
Достоинство жабки в том, что оператору необходимо меньше прилагать усилия, чем при работе с инструментом, имеющий одну подвижную и неподвижную рукоятку.
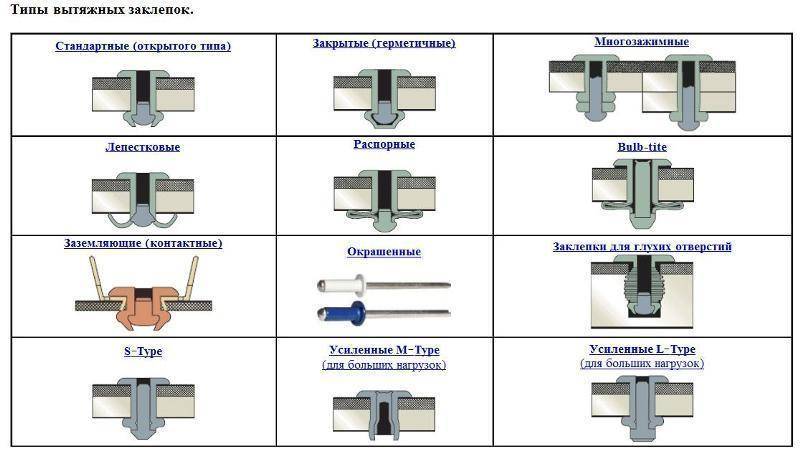
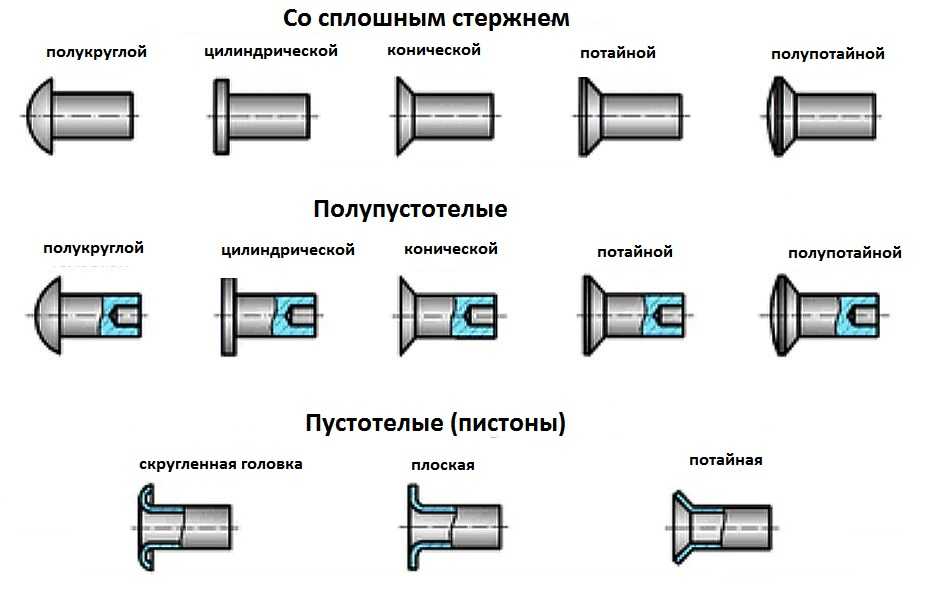
Типы заклепок и заклепочных швов
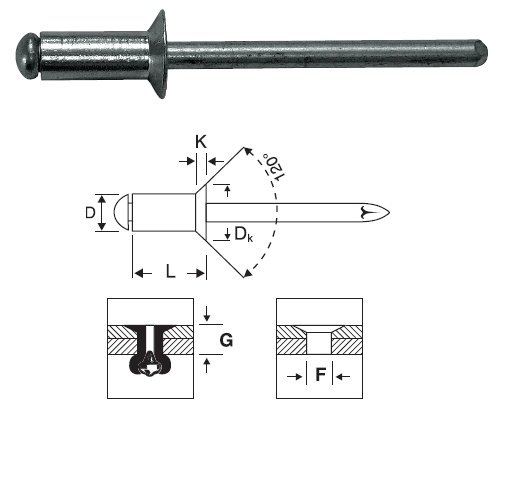
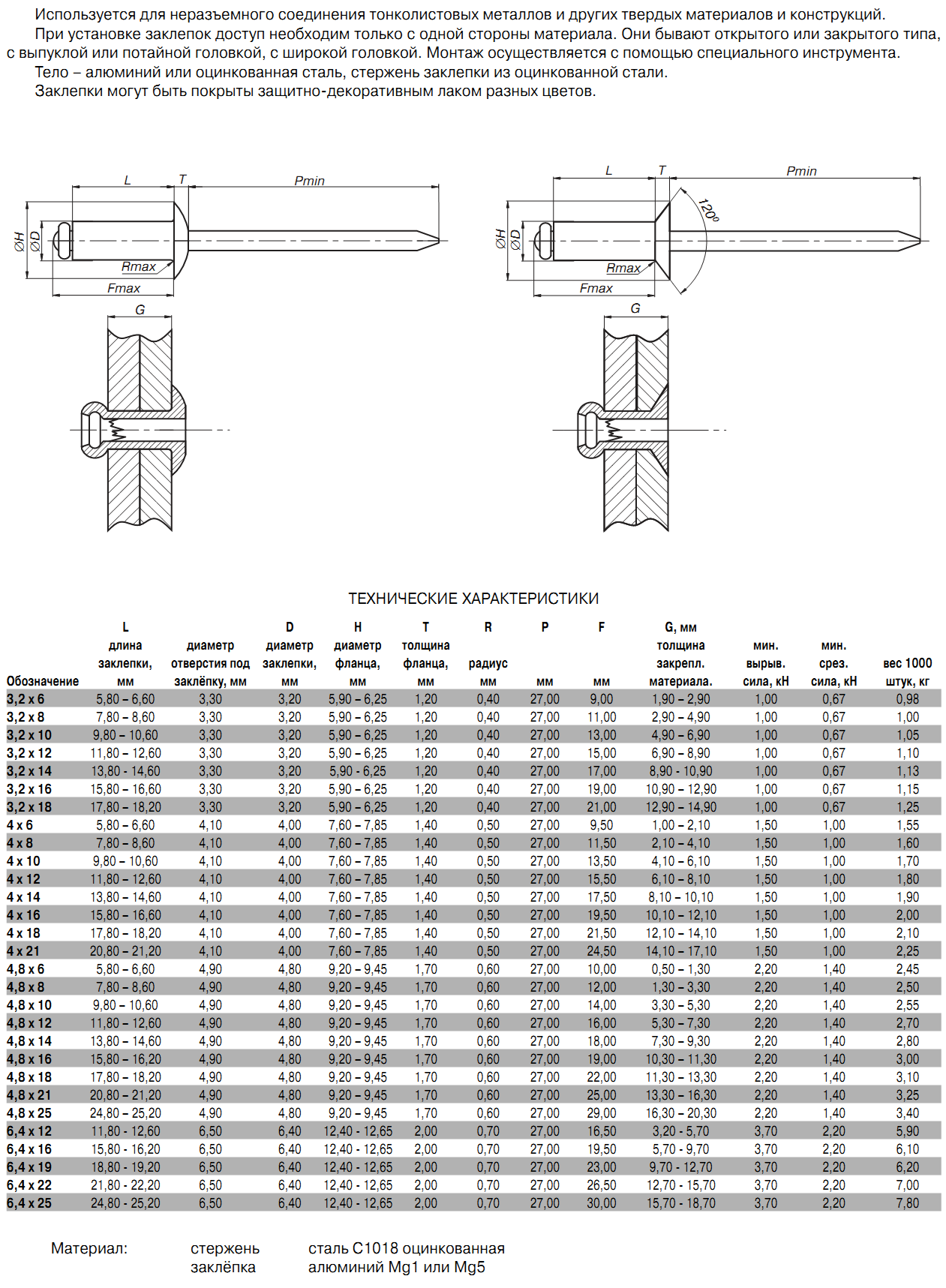
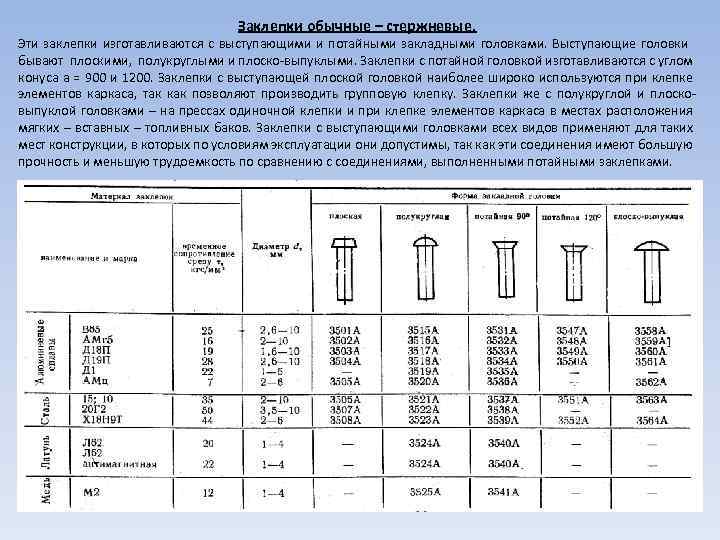
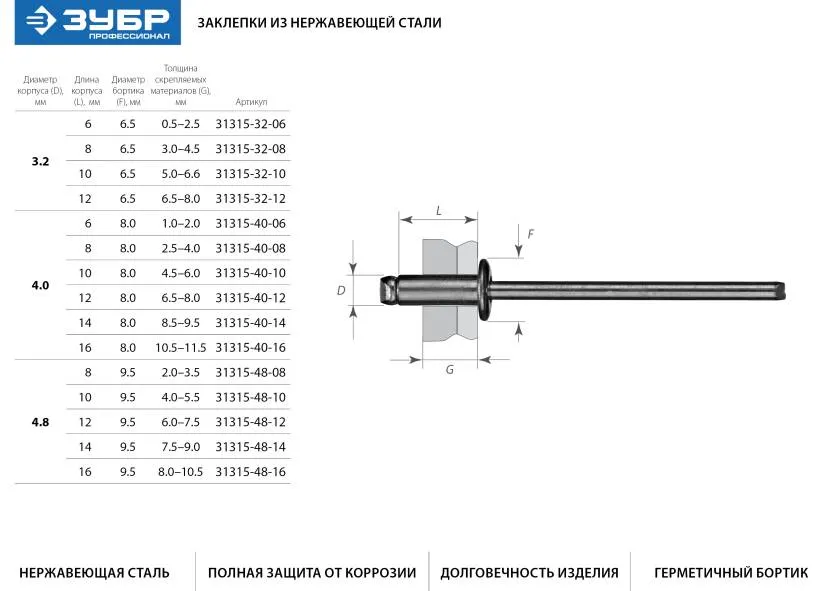
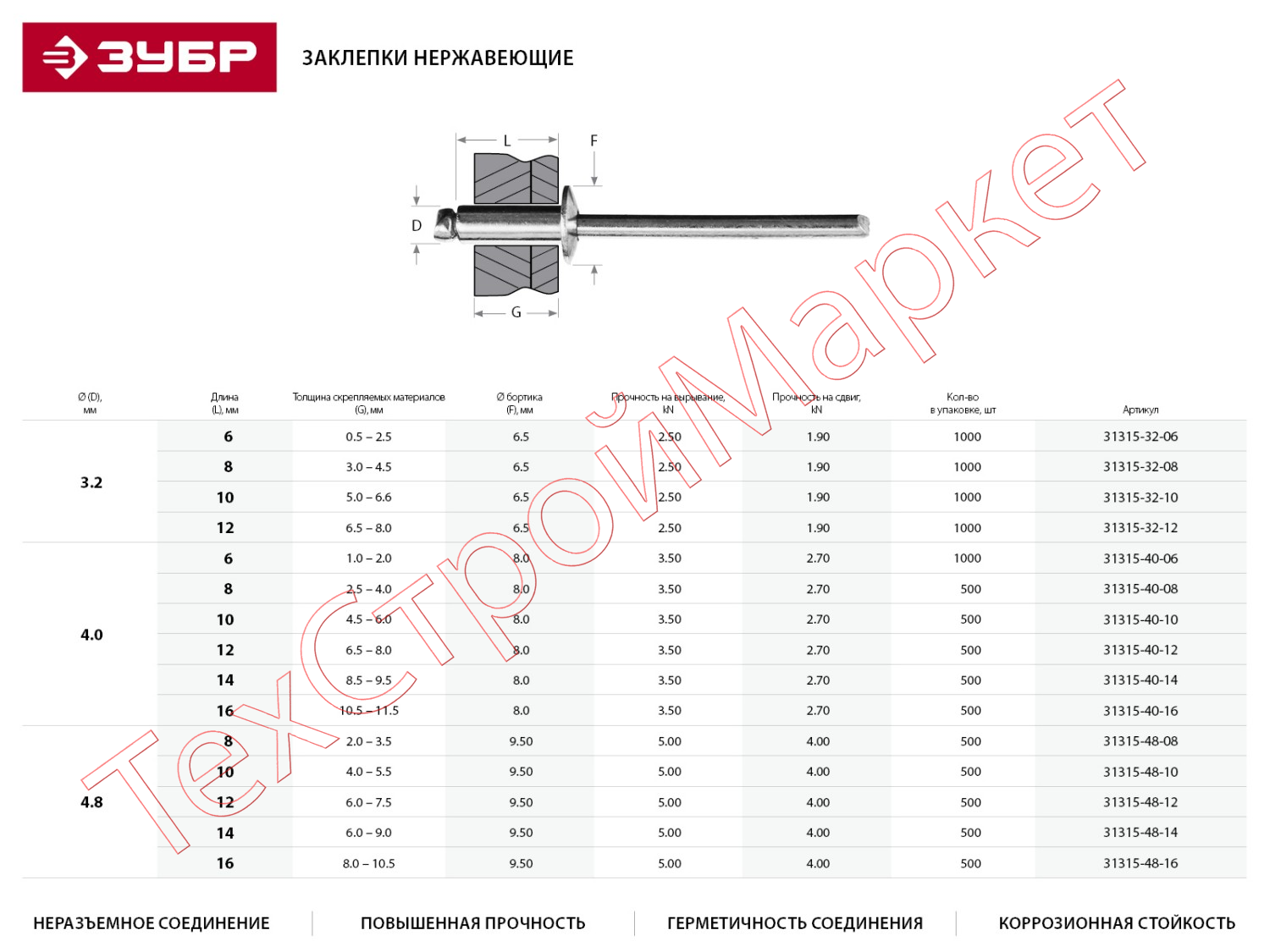
Наиболее часто при монтажных работах применяются типы заклепок с полукруглой и потайной головкой. В связи с тем что заклепки с потайной головкой недостаточно прочно соединяют детали в месте клепки, их применение ограничено. Такой тип заклепок используются только в тех случаях, когда их головки по условиям эксплуатации конструкции не должны выступать над ее поверхностью. В зависимости от назначения и условий эксплуатации возможно употребление заклепок и с другими формами головок (рис. 5.15).
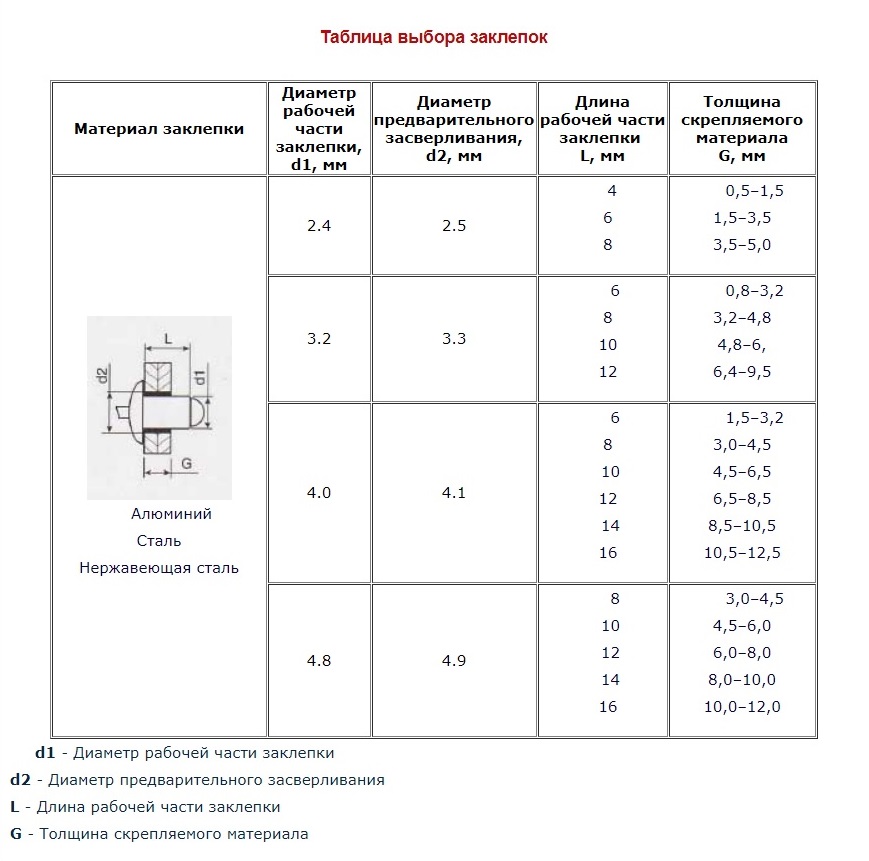
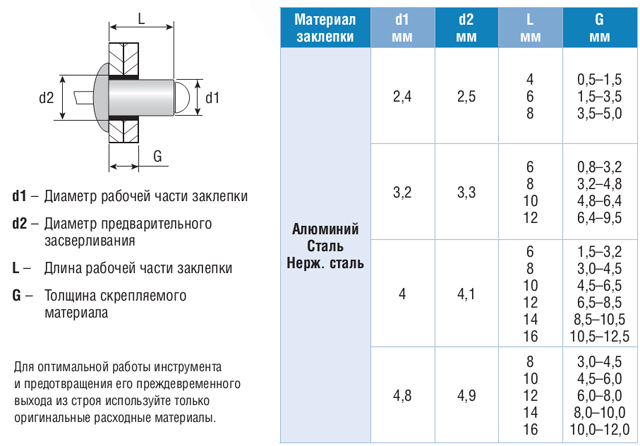
Выбор размеров заклепок зависит от толщины соединяемых клепкой деталей. Диаметр заклепки должен быть, как правило, равным суммарной толщине соединяемых деталей. Длина стержня заклепки определяется с учетом образования замыкающей головки, усадки стержня в процессе клепки и необходимости заполнения зазора между стержнем заклепки и стенка ни отверстия под нее.

Рассмотрим порядок определения длины стержня заклепок с потайной (см. рис. 5.14, а) и полукруглой (см. рис. 5.14, б) головками. В обоих случаях длина заклепки / определяется, исходя из толщины склепываемых деталей S и длины /0 части стержня заклепки, выступающей из отверстия над поверхностью соединяемых деталей. Длина выступающей части стержня зависит от диаметра заклепки и формы замыкающей головки. Для заклепок с полукруглой головкой 10= (1,2… 1,5)d, для заклепок с потайной головкой 10 = (0,8… ,2)d.
Для обеспечения свободной, но достаточно плотной установки заклепки диаметр отверстия должен быть несколько больше диаметра заклепки:
Диаметр заклепки, мм 2,0 2,3 2,6 3,0 3,5 4,0 5,0 6,0 7,0 8,0
Диаметр сверла, мм:
точная сборка…. 2,1 2,4 2,7 3,1 3,6 4,1 5,2 6,2 7,2 8,2
грубая сборка…. 2,3 2,6 3,1 3,5 4,0 4,5 5,7 6,7 7,7 8,7
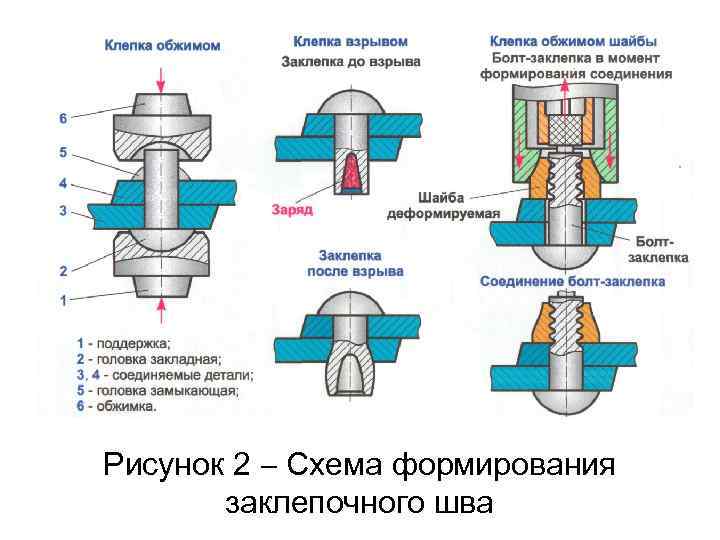
В случаях, если невозможно сформировать в соединении замыкающую головку, применяют взрывные заклепки (рис. 5.15, ё). Такая заклепка, заполненная взрывчатым веществом, устанавливается в отверстие соединяемых деталей и осаживается легкими ударами молотка в холодном состоянии. После этого ее нагревают со стороны закладной головки каким-либо нагревательным прибором (например, паяльником), в результате чего происходит взрыв вещества, помещенного в стержне заклепки и его конец расширяется, образуя замыкающую головку.
Для соединения тонких металлических листов и деталей из неметаллических материалов используются трубчатые заклепки (рис. 5.15, ж), замыкающая головка которых образуется развальцовкой.
Место соединения деталей при помощи заклепок называется заклепочным швом. В зависимости от характера соединения и егоназначения заклепочные швы подразделяют на три вида: прочные, плотные и прочноплотные.
Прочный шов применяется в тех случаях, когда необходимо получить соединение повышенной прочности. Как правило, это соединения в различных несущих конструкциях: балки, колонны, подъемные сооружения и другие подобные конструкции.
Плотный шов используется при клепке резервуаров и сосудов для жидкостей, трубных соединений для транспортировки газов и жидкостей под небольшим давлением.
Прочноплотный шов служит для соединения деталей в устройствах и конструкциях, работающих под большим давлением, например в паровых котлах.
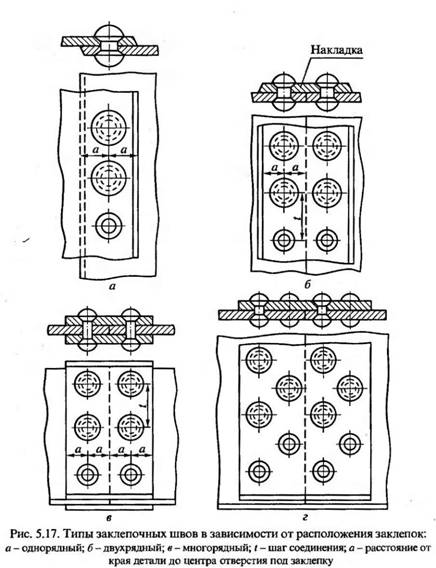
По взаимному положению деталей соединения различаются два типа швов: встык и внахлестку (рис. 5.16, а). Соединение деталей встык осуществляется с помощью накладок. В соединении используется одна (рис. 5.16, б) или две (рис. 5.16, в) накладки. Заклепки при любом виде соединения можно располагать в один, два, три и более рядов. В зависимости от количества рядов заклепок в соединении различают одно-, дву- и многорядные заклепочные соединения (рис. 5.17).
Расстояние между заклепками в соединении выбирается в зависимости от типа соединения (однорядное или двурядное). В однорядных швах расстояние между осями заклепок (шаг) должно быть равно трем диаметрам заклепки, а расстояние от края соединяемых деталей до оси заклепок в соединении должно составлять не менее полутора диаметров. При выполнении двухрядных швов это расстояние соответственно должно быть равно четырем диаметрам заклепки и полутора, как и в однорядном соединении. Расстояние между рядами заклепок в таких соединениях должно составлять два диаметра.
1 Какой подобрать инструмент для работы с заклепками?
Профнастил зарекомендовал себя как отличный и качественный материал. Судите сами: листы имеют определенное профилирование, что добавляет им упругости, имеют антикоррозийное покрытие и качественную покраску в различной цветовой гамме. Практически на любой вкус можно выбрать материал. А работать с ним легко и просто: хоть крышу перекрыть, хоть новый забор возле дома поставить – везде можно справиться самому, практически не прибегая к посторонней помощи. А для забора из профнастила еще и минимальное количество инструментов потребуется. В большинстве случаев домашние мастера используют для крепления профнастила саморезы с пресс-шайбой.
 Саморезы с пресс-шайбой для крепления профнастила
Саморезы с пресс-шайбой для крепления профнастила
Они прижимают листы металла к поперечным прожилинам и ограничивают попадание влаги в места крепления. Единственное неудобство: если вы используете в качестве прожилин металлические трубы прямоугольного сечения с толщиной стенок больше 2 мм, то в этом случае вам тяжело будет работать с одним только шуруповертом.
Обычный аккумуляторный шуруповерт с батареей 9 или 12 В быстро исчерпает запас своей энергии. С 18-вольтовым устройством все будет обстоять проще. Можно также воспользоваться и электрической дрелью, работающей на малых оборотах. При этом необходимо следить, чтобы саморезы вворачивались в сталь прожилин строго перпендикулярно плоскости.
 Обычный аккумуляторный шуруповерт
Обычный аккумуляторный шуруповерт
Любой перекос приведет к тому, что шайба не будет выполнять своей основной функции, под нее станет попадать вода, а это приведет к появлению ржавых подтеков с обеих сторон профнастила. Согласитесь, что это не очень красиво. Ветер тоже быстро «растреплет» места крепежа и приведет забор в негодность.
А вот если для крепежа профнастила использовались заклепки, то описанные выше неприятности вам не грозят. Не стоит бояться, что при установке заклепок вы повредите материал. Это в далеком прошлом заклепки приходилось с силой обивать молотком с обеих сторон. Сейчас эту операцию легко проделать с помощью специального заклепочника – пружинного ручного механизма. Его универсальность очевидна:
- работать можно с различными диаметрами заклепок независимо от материала, из которого они изготовлены;
- длинные ручки инструмента обеспечивают достаточное плечо действия силы, при этом мастеру не приходится оказывать чрезмерные усилия, чтобы справиться с материалом заклепки;
- устройство изготавливается из низкоуглеродистых марок стали, что обеспечивает его жесткость и длительный срок службы.
Принцип работы резьбовых заклепок, применение и виды
Скрепление металлических (и не только) деталей производится по разнообразным методикам. Сварочный аппарат использовать не всегда возможно (например, в ситуации с пластиками) или нецелесообразно, равно как и нарезание резьбы под винты или болты с предварительным сверлением материала. Специальные резьбовые заклепки практически не имеют ограничений в применении и обеспечивают надежную фиксацию в месте соединения. Что это за изделия и в чем их особенность – тема данной статьи.
По сути, это гибрид традиционной заклепки («под молоток») и резьбовой крепежной детали. Не путать такие изделия с вытяжными!
Преимущества резьбовых заклепок
- Несложная технология установки.
- Возможность надежного скрепления деталей из материалов повышенной хрупкости или малой толщины (например, листового металлопроката). Резьбовая заклепка практически не вызывает их деформации.
- Если совокупная толщина соединяемых образцов превышает длину крепежного элемента, то производится так называемая односторонняя фиксация, без сквозного прохода. При этом качество скрепления не ухудшается.
Принцип действия
Надежное соединение в месте установки обеспечивает резьба, которая в гаечных образцах расположена на внутренней, в болтовых – на внешней поверхности сминаемой части.
Разновидности резьбовых заклепок
Сортамент настолько большой, что перечислить его в полном объеме и невозможно, и не имеет смысла. Зная, какими бывают заклепки резьбовые, несложно определить, что именно понадобится для конкретных целей.
По материалу изготовления
- Медные.
- Алюминиевые.
Изделия из цветных металлов используются в тех случаях, когда на первый план выходит эстетическая составляющая. Поэтому такие заклепки применяются в основном для декорирования.
- Стальные.
- Из «нержавейки».
Данные образцы обеспечивают большую прочность соединений и повышенную устойчивость к коррозии.
По виду резьбы
- Гаечная (М4 – – неразборное соединение. Целесообразно использовать при невозможности доступа к обратной стороне детали или в условиях ограниченности движений.
- Винтовая (М3 – 16) – разборного типа.
- Круглый.
- Шестигранный (для исключения проворачивания в посадочном гнезде).
По назначению
- Электропроводящие.
- С повышенным усилием (или вдавливания, или растяжения).
- Для высокогерметичного соединения.
- С увеличенной головкой.
- С резьбой дюймовой.
- С метками (позволяют производить визуальную идентификацию).
- С виброизоляцией.
Данный перечень разновидностей по специфике применения можно продолжить, но уже понятно, что промышленность выпускает резьбовые заклепки буквально на все случаи жизни.
Специфика работы с крепежом
В принципе, она мало чем отличается от установки обычных заклепок, «под молоток».
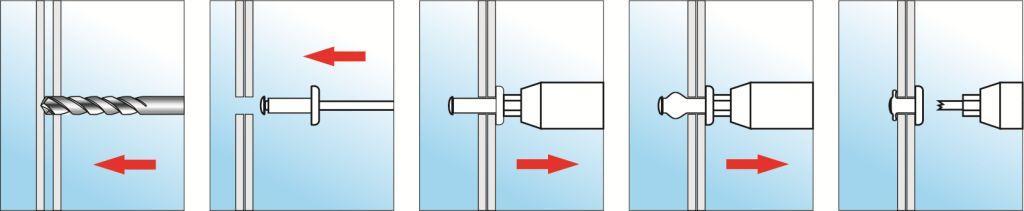
Алгоритм действий для гаечной заклепки:
- Высверливание отверстия в материале.
- Установка резьбовой заклепки в спец/инструмент.
- Помещение по месту (в отверстие).
- Сдавливание (сжатие) крепежной детали.
Для болтовой:
Применение
В принципе, где угодно. Как уже указано, ограничений нет. Главное – выбрать правильный тип и размер. Особенно удобно резьбовыми заклепками соединять изделия, после установки которых по месту доступ к обратной стороне будет осложнен или невозможен.



Пример – кто занимался эл/монтажными работами в силовых (сигнальных) шкафах, знает, как порой трудно демонтировать панель, если гайка, накрученная на болт (винт) с «той стороны», проворачивается.
Стоимость
Цена на подобную продукцию, как правило, указывается за 1 000 штук. Минимальная – примерно 1 446 рублей (М4; 10 мм; для соединения деталей на толщину от 0,5 до 3 мм; сталь).
Стоимость заклепочников для резьбового крепежа начинается от 3 050 рублей (ручная модель).
Правила безопасности труда при клепке
· нельзя проверять совпадение отверстий ни чем, кроме бородка;
· инструмент, используемый при клепке должен быть исправен и предназначен для этой операции;
· необходимо следить, чтобы в процессе нанесения ударов по обжимке было исключено нанесение ушибов и ранений.
Контрольные вопросы:
1. Перечислите виды соединения деталей и в чем сущность процесса клепки?
2. Почему заклепки следует изготовлять из пластичных материалов?
3. Охарактеризовать основные инструменты, применяемые при клепке?
4. Почему материал склепываемых деталей и заклепки должен быть одинаковым?
5. Как определить длину стержня заклепки?
Практическое занятие№9.
Тема: «Распиливание»
ПМ.04 Выполнение работ по профессии Слесарь-ремонтник
специальность 21.02.03 Сооружение и эксплуатация газонефтепроводов и газонефтехранилищ
Выполнил: студент гр. ДНГ Фамилия И.О.
Цель: Научиться применять слесарный инструмент и производить распиливание заготовок из металла
Время: 2 часа.
Оборудование и материалы.
1. Металл для распиливания, слесарный верстак, ножовка по металлу, тиски
3. Учебная литература.
Задание.
1.Произвести распиливание заготовки из металла.
2. Ответить на контрольные вопросы.
Сведения из теории
Для ручной резки металла различной толщины и конфигурации сечения можно использовать ножовку, лобзик, ножницы и труборез (рис. 1).
Рис. 1. Инструменты для резки металла: а – ножовка; б – лобзик; в – ручные ножницы; г – силовые ножницы; д – труборез.
При слесарно-заготовительных работах металл перерезают в тех случаях, когда нужно от заготовки сортовой, фасонной стали или труб отделить часть определенного размера или заданной формы. Эта операция отличается от рубки тем, что ее выполняют не ударными, а нажимными усилиями, и смежные торцы основной и отделенной частей металла имеют прямые плоскости без скосов. Полосовую круглую, угловую или другую сталь перерезают с помощью ручных ножовок в тисках, а трубы – в прижиме.
Перед резанием труб их размечают на верстаке на заготовки, требуемой длины. Для точной разметки на краю верстака укреплена металлическая линейка длиной до 3м с упором на одном конце. Слесарь подвигает трубу одним концом до упора и по линейке отмечает длину заготовки.
Разрезание (резка) – это операция, связанная с разделением материалов на части с помощью ножовочного полотна, ножниц, труборезов.
Инструменты и приспособления, применяемые при резке
Ручные слесарные ножовки предназначены в основном для разрезания сортового и профильного проката вручную, а также для разрезания толстых листов и полос, прорезания пазов в головках винтов, обрезания заготовок по контору и других работ. Наиболее распространенные ножовочные полотна шириной 13 и 16мм. При толщине от 0,5 до 0,8мм и длиной 250-300мм. Ножовочные станки бывают двух типов: цельные и раздвижные, позволяющие устанавливать в станок ножовочное полотно разной длины.
Ручные ножницы предназначены для разрезания материала по прямой линии или по дуге большого радиуса.
Ручные ножницы бывают правыми и левыми. Ручными ножницами можно резать листовую сталь толщиной до 0,7мм, кровельное железо толщиной до 1,0мм, листы меди и латуни толщиной до 1,5мм.
Силовые ножницы предназначены, при резании листовой стали толщиной до 2,5мм.
Настольные ручные рычажные ножницы применяют для разрезания листовой сталитолщиной до 4мм, алюминия и латуни – до 6мм.
Труборезы применяют для разрезания труб различного диаметра вместо слесарной ножовки, а также для более качественного разрезания труб. Труборез представляет собой специальное приспособление, у которого режущим инструментом служат стальные дисковые резцы-ролики. Наиболее распространенные роликовые, хомутиковые и цепные труборезы (для разрезания труб большого диаметра).
Прижимы применяют для зажима стальных труб и трубных заготовок диаметром от 15 до 50мм при перерезании труб ручным способом.
Краткое описание заклёпочника
Многие специалисты помнят, что ещё совсем недавно принцип соединения металла заклёпками отличался множеством недостатков и технических нюансов. Именно поэтому выполнить эту процедуру в домашних условиях было практически невозможно. Изначально стоит отметить, что сам процесс клепания сопровождался огромным количеством различных сложностей технологического плана, из-за чего выполнить качественное соединение было очень сложно.
Чтобы установить заклёпку в нужном месте мастера должны были приложить титанические усилия. Кроме того, не всегда можно было выполнить надёжное крепление с обеих сторон обрабатываемого материала. Именно поэтому специалистов часто интересовал вопрос, как закрепить заклёпку без заклёпочника, имея под рукой только подручные приспособления. Но на практике эта процедура отличалась особыми сложностями, так как развальцовка отнимает много времени и сил.

 На фоне этих минусов многочисленные специалисты из разных стран работали над тем, чтобы создать качественный и простой в использовании инструмент для решения таких задач. Благодаря этому в массовой продаже появился ручной тип заклёпочника, который отличается своей компактностью и многофункциональностью. Главное преимущество этого инструмента в том, что он гарантирует надёжное соединение металлических заготовок при минимальных усилиях со стороны мастера.
На фоне этих минусов многочисленные специалисты из разных стран работали над тем, чтобы создать качественный и простой в использовании инструмент для решения таких задач. Благодаря этому в массовой продаже появился ручной тип заклёпочника, который отличается своей компактностью и многофункциональностью. Главное преимущество этого инструмента в том, что он гарантирует надёжное соединение металлических заготовок при минимальных усилиях со стороны мастера.
Качественный заклёпочный инструмент отличается своей универсальностью и простотой, использовать его очень просто. Он позволяет обеспечить беспрепятственный доступ к соединению, без каких-либо вспомогательных приспособлений. Отдельно стоит учесть, что для работы с заклёпочным приспособлением необходимо заранее просверлить небольшое отверстие в металлической заготовке для установки заклёпки. Фиксацию выполнит главный инструмент.
Специалисты утверждают, что специфика этой работы отличается своей простотой, благодаря чему с ней теперь может справиться даже новичок. Немаловажным остаётся и тот факт, что купить инструмент для клепания заклёпок можно по весьма доступной цене
Демонтаж вытяжной заклёпки
Все знают, что заклёпка — это одноразовая крепёжная деталь, которая используется для надёжного скрепления двух и более элементов. По ряду причин могут возникнуть ситуации, когда нужно расклепать заклёпку. В этом случае на помощь придут только подручные инструменты, так как специализированного устройства не существует.
Начинать расклёпку нужно с удаления кольца, которое образовалось в момент фиксации крепежа. Если у мастера есть такая возможность, в момент сжатия материала конструкции необходимо вставить полотно пилки по металлу. В этом случае крепёж можно будет срезать, а шпиль снять, вытащив за стержень. Если же срезать или спилить не получается, тогда можно применить проверенный годами способ — сверло.
Как показывает практика, потайное кольцо можно удалить только высверливанием, а головки аккуратно сбить молотком. Стоит учесть, что этот способ применим только в том случае, если прочность скреплённого материала больше, чем у самых креплений. Помимо этого, сама процедура считается травмоопасной, так как существует большой риск повредить пальцы рук.
Originally posted 2018-04-18 12:28:24.
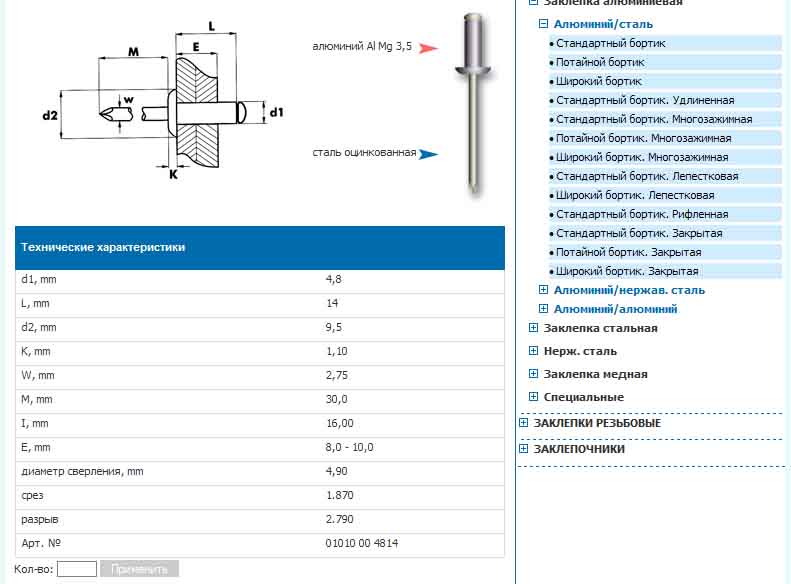
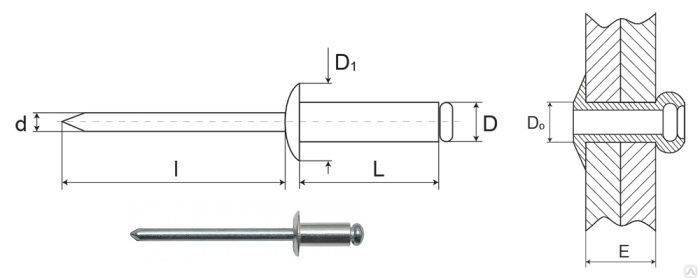
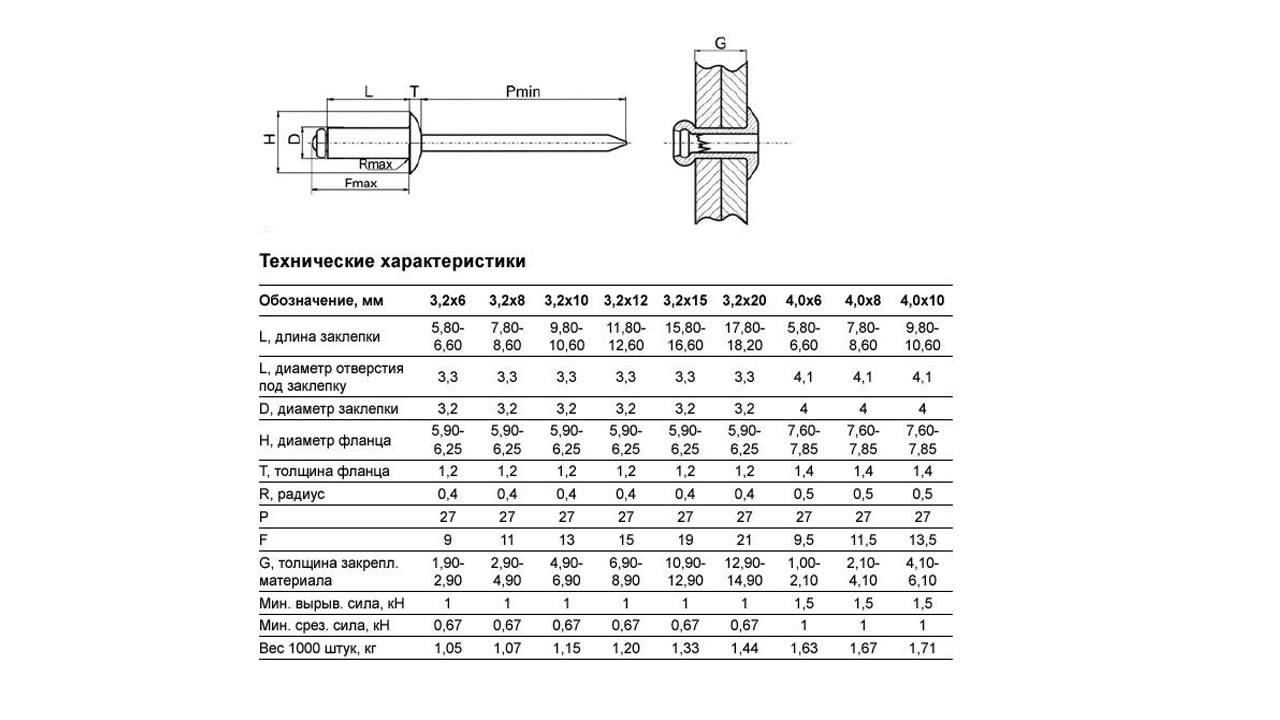
Устройство вытяжных заклепок
Чтобы научиться работать с ручным вытяжным заклепочником, мастеру следует, в первую очередь, познакомиться с устройством крепежных элементов, в роли которых выступают заклепки, предназначенные для соединения элементов подобным способом.
Выглядит такая заклепка как крепёж, в составе которого имеются две детали: полая трубка в виде цилиндра, на конце которой располагается головка и металлический стержень. Полый цилиндр нередко называют заклёпочным телом или втулкой. У каждого заклепочника цилиндр имеет свой особый диаметр, который соответствует размеру заклепочного крепежа.
Располагающееся в цилиндре полое отверстие проходит сквозь всё тело, в том числе и его головку. Металлический стержень выполнен в виде обычного гвоздя, имеющего шляпку округлой формы. Его устанавливают в цилиндрическое отверстие, где он впоследствии втягивается до упора головки при помощи фиксатора.
Для соединения элементов с использованием вытяжного ручного заклепочника производители выпускают резьбовые заклепки, у которых внутри цилиндрического тела располагается резьба. Резьбовая нарезка присутствует и у стержня, который помещается в цилиндр посредством его вкручивания.
Чтобы получить прочное соединение, обычно в качестве крепежа используется болт или винт. Заклепка такого типа имеет и другое название — вытяжная глухая. От обычной вытяжной она отличается увеличенной прочностью.
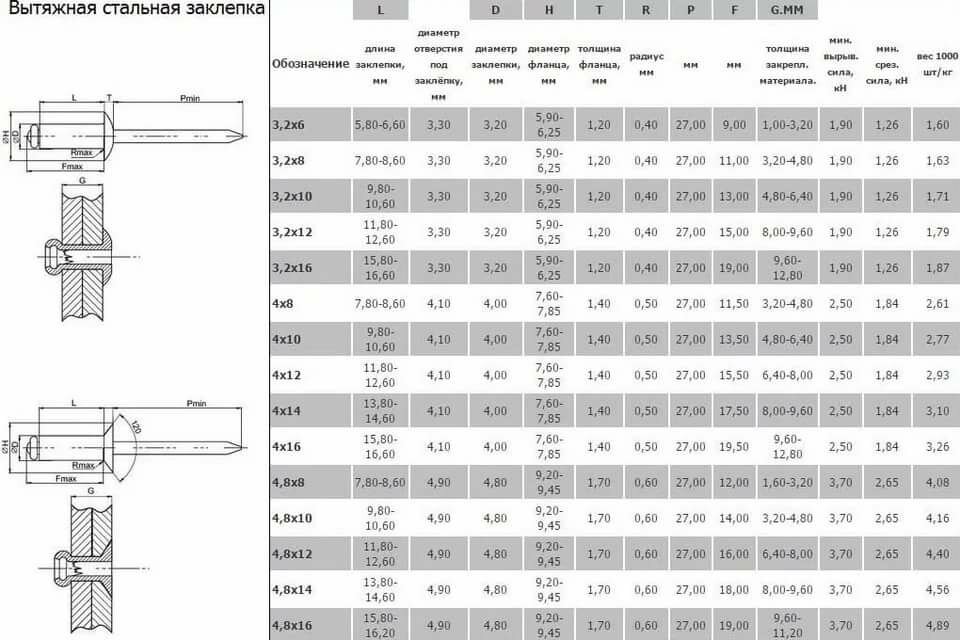
Для создания заклепок, используемых для соединения элементов вытяжным заклепочником, применяют различные материалы. Гильзы делают из медных, алюминиевых или стальных сплавов. Основное требование, которому должен удовлетворять материал гильзы, — не приводить к появлению коррозии металла, из которого изготовлены соединяемые элементы. Это означает, что во время их контакта не должна возникать пара катод-анод.
Для изготовления стержня применяется сталь, прочность которой в несколько раз должна превосходить прочность тела. Цилиндр тела заклепки может отличаться как размерами диаметра, так и длины. Это основные параметры заклепок, которые нужно в первую очередь учитывать при выборе
Важно, чтобы диаметр цилиндрического тела соответствовал отверстию для крепежа
Клепка
Клепка — это получение неразъемных соединений при помощи заклепок, применяемых при изготовлении металлических конструкций (фермы, балки, различного рода емкости и рамные конструкции). Заклепка представляет собой цилиндрический стержень из пластичного металла, на одном конце которого выполнена головка, называемая закладной. В процессе выполнения операции клепки на второй стороне стержня, устанавливаемого в отверстия соединяемых заготовок, образуется вторая головка заклепки, которую называют замыкающей. Закладная и замыкающая головки в основном бывают полукруглыми и потайными (рис. 5.14). Необходимость применения пластичного металла для изготовления заклепок связана с тем, что ее головки образуются в результате пластического деформирования стержня заклепки. При выполнении заклепочных соединений заклепки следует выбирать из того же материала, из которого выполнены детали, подлежащие соединению. Это предупреждает появление гальванических пар, приводящих к коррозии в месте соприкосновения заклепки и детали. Процесс клепки состоит из двух этапов — подготовительного и собственно клепки.

Подготовительный процесс клепки включает в себя сверление или пробивку отверстия под заклепку и формирование углубления в нем с помощью зенкования под закладную и замыкающую головки, если это необходимо. Собственно клепка включает в себя установку заклепки в подготовленное отверстие, натяжку склепываемых заготовок, формирование замыкающей головки и зачистку после клепки. В зависимости от характера заклепочного соединения клепка выполняется холодным (без нагрева) и горячим (с предварительным нагревом заклепки до температуры 1000… 1 100°С) способом. На практике горячая клепка применяется в тех случаях, когда используются стальные заклепки диаметром свыше 12 мм.





