

Ошибки при пайке пластиковых труб
Люди, которые не имеют практического опыта сборки трубопроводов из полипропилена, во время монтажа могут допускать разные ошибки:
Неправильный выбор паяльника. Во время выбора сварочного аппарат для пластика, нужно отдавать предпочтение моделям с регулятором температуры, насадками изготовленным из тефлона.
Перегрев деталей. Из-за этого прочность соединения снизится, появятся пластиковые наплывы внутри трубопровода
Важно точно соблюдать интервал нагревания, чтобы не столкнуться с подобными проблемами.
Перекос во время стыковки деталей. Нужно удерживать одну ось, чтобы соединение получилось ровным.
Спайка возле грязных мест
Любой мусор попадающий на нагретые поверхности приведет к снижению прочности шва.
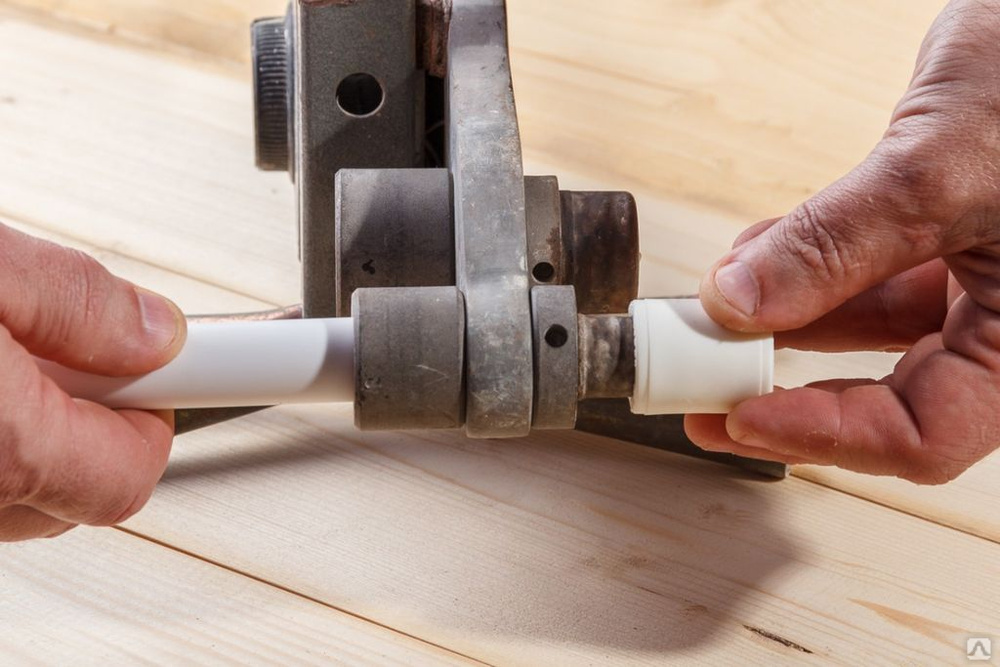
Важно не спешить, дожидаться полного остывания готового соединения. Как спаять полипропилен в труднодоступном месте? Иногда при сборке нового трубопровода или починке старого возникают трудности, связанные с проведением пайки в труднодоступных местах
Чтобы сделать соединение на таком участке, можно использовать электро-муфту или фитинг американку. Научиться работать с этими деталями может любой человек, ознакомившись с их особенностями.Пример: пайка полипропиленовых труб в труднодоступном месте
Как спаять полипропилен в труднодоступном месте? Иногда при сборке нового трубопровода или починке старого возникают трудности, связанные с проведением пайки в труднодоступных местах. Чтобы сделать соединение на таком участке, можно использовать электро-муфту или фитинг американку. Научиться работать с этими деталями может любой человек, ознакомившись с их особенностями.Пример: пайка полипропиленовых труб в труднодоступном месте.
Пластиковые трубы используются все чаще металлических, поскольку обладают неоспоримыми преимуществами, к которым относятся более длительный период эксплуатации – до 50 лет для полипропиленовых труб, а также высокие звукоизоляционные характеристики, стойкость к температурным скачкам, невысокая электро- и теплопроводность.
ПВХ трубы популярны еще и потому, что очень прочны, надежны и просты в монтаже.
Первоначально такие изделия не паяли. Трубопроводы из полипропилена соединяли с помощью склеивания особыми клеями.
В некоторых странах мира трубы из полипропилена с малым диаметром, которые используют внутри помещений, и сегодня соединяют, склеивая.
Однако надежнее и проще такой метод крепления, как паяние. Из этой статьи вы узнаете, как паять полипропиленовые трубы своими руками.
А чтобы вы лучше понимали технологию работ, рекомендуем читать статьи и смотреть видео, как паять полипропиленовые трубы.
Комплект для сварки труб
Если сварку полипропиленовых изделий приходится проводить регулярно, то целесообразно приобрести специальный сварочный комплект, который сразу продается в соответствующем чемоданчике. Средняя стоимость его составляет около ста долларов, а состоит он из:
- нагревательного элемента;
- тефлоновых насадок разных размеров;
- ножниц для резки полипропиленовых труб;
- болтов, которыми крепятся на нагревательном элементе насадки;
- уровня;
- подставки для нагревательного элемента;
- шестигранника для закрутки болтов.
В случае же, когда сварочные работы производятся от случая к случаю, более рационально взять сварочное оборудование в аренду.
Способы пайки полипропиленовых труб
Самым надежным методом соединения полипропиленовых труб является технология диффузного монтажа. Этот способ хорошо подходит для однородных элементов, которые стыкуются для образования единого водовода. В практике организации снабжающих систем используется и полифузный метод, при котором сварочным аппаратом воздействуют только на один стыкуемый элемент.
Существуют технологии, которые не требуют обязательного применения паяльника для пайки полипропиленовых труб. Это метод так называемой холодной сварки. Технология применима для водопроводов низкого давления. Стыковка элементов системы осуществляется на специальный клей, который после высыхания образует надежное соединение полипропиленовых труб.
Раструбная
- Для пайки труб небольшого диаметра (до 50 мм) используется простой ручной аппарат. Если нужно соединять трубы большого диаметра, то пользуются устройством с центрирующими приспособлениями.
- Две разогревающие насадки представляют собой гильзу, на которую надевается ПВХ труба.Еще в этой конструкции есть дорн (приспособление для перемещения заготовки в отверстии гильзы), в который вставляется соединительная муфта.
- Аппарат для пайки полипропиленовых труб нужно установить на ровную горизонтальную поверхность и оставить для разогревания до требуемой температуры. Процесс разогрева длится 10-15 минут – это зависит от мощности аппарата.
- При пайке труб, которые принадлежат к категории PN 10 и PN 20 (разница в рабочем давлении) нужно очистить стыки от грязи и заусенцев. Если нужно паять армированные трубы ПВХ, то нужно шейвером снять верхнюю часть трубы, чтобы она легко наделась на фитинг. Шевингование делается на глубину вхождения трубы в муфту.
- Фитинг и труба надеваются на насадки паяльника и выдерживаются для разогрева нужное время, которое определяется мощностью паяльника и температурой в помещении. Инструкции по временной выдержке есть в документации к аппарату.
- Нагретые детали нужно быстро снять с устройства и соединить друг с другом поступательным движением. Круговые движения не допускаются.
- Соединенные детали нужно выдержать в неподвижном положении некоторое время, чтобы трубы не деформировались. После полного остывания участка соединение готово к эксплуатации.
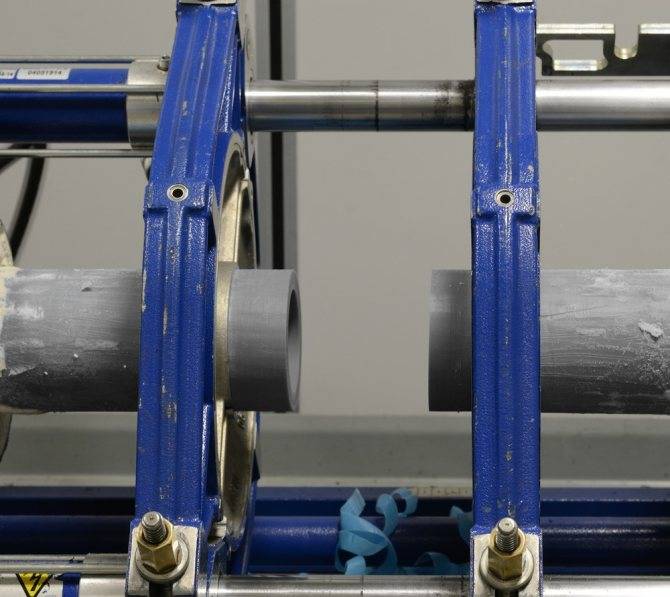
Стыковая
Монтаж трубопровода диаметром больше 50 мм делается другим способом — используется стыковое соединение фрагментов. Такой способ пайки эффективен и оправдан только для труб с толщиной стенки более 4 мм.
- Перед пайкой торцы труб нужно выровнять так, чтобы они были параллельны друг другу.
- Использовать центрирующие приспособления обязательно, так как нужно соблюдать строгое совпадение осей.
- Для разогревания поверхностей используют дисковый нагревательный элемент, у которого поверхность нагрева идеально плоская.
- Остальные технологические операции – такие же, что и при раструбной пайке.
Пайка седел
Это разновидность стыковой пайки. При таком способе пайки к поверхности трубы нужно припаять специальное седло, которое имеет раструб с углом 90˚. Собирая трубопровод из полимерных труб, используют специальный паяльник для полипропиленовых труб.
После остывания этого фрагмента нужно просверлить через седло отверстие в ПВХ трубе. Затем к седлу нужно припаять другую трубу. У вас должна получиться конструкция из труб, которая по форме напоминает букву «T».
Ваши движения должны быть четкими быстрыми. При отсутствии опыта пайки попробуйте сделать несколько пробных швов.
При какой температуре паять полипропиленовые трубы?
Полипропилен начинает плавиться при температуре 140°C, а рабочая температура паяльника обычно составляет 260°C, чтобы обеспечить полную диффузию материалов.
Трубы марки PN10
| Толщина стенки | Наружный диаметр |
| 1,9 мм | 20 мм |
| 2,3 мм | 25 мм |
| 3,0 мм | 32 мм |
| 3,7 мм | 40 мм |
| 4,6 мм | 50 мм |
| 5,8 мм | 63 мм |
| 6,9 мм | 75 мм |
| 8,2 мм | 90 мм |
| 10 мм | 110 мм |
Диффузионная сварка полипропиленовых труб.
Диффузионная сварка осуществляется путем нагревания двух деталей с последующим их соединением, в результате чего происходит взаимное проникновение материалов расплавленных деталей (диффузия).
Пайка полипропиленовых труб осуществляется на специальных аппаратах, которые обеспечивают четкий контроль за температурой расплавляемых деталей. Сваривать детали можно только из одинакового материала.
Физические и химические свойства сварочного шва не отличаются от свойств основного материала, за счет этого гарантируется долговечность всей системы трубопровода.
Этап первый. Составление проекта
Монтажные работы следует начать с составления проекта будущей магистрали. Важным критерием при этом является эргономичность, вследствие чего число поворотов и соединительных элементов должно быть минимальным.
Разводка отопления
Разводка отопления
При обустройстве отопительной системы особенно важен грамотно составленный проект, в котором следует указать месторасположение таких элементов, как:
- муфты;
- переходники;
- крепежи;
- уголки;
- отопительное оборудование.
Магистраль подсоединяется к радиаторам одно- или двухтрубным способом, сбоку или снизу.
Схема системы отопления
Водопроводная разводка
Pазводка водопроводных труб в санузле
Здесь магистраль подключается к централизованной системе с целью водоснабжения необходимых сантехнических приборов – унитаза, раковин, бойлера и проч. Существует два способа выполнения разводки.
Способ №1. Открытый вариант. Горизонтальные трубы устанавливаются несколько выше уровня пола, а вертикальные – исключительно по углам. Все это позволяет сделать трубопровод менее заметным.
Способ №2. Закрытый вариант. Крайне сложен в выполнении, поскольку подразумевает предварительное проведение максимально точных расчетов. Трубы (обязательно цельные) замуровываются в стены, а к каждому стыку должен быть свободный доступ.
Pазводка водопроводных труб в санузле
Кроме того, разводка водопровода может быть:
- последовательного типа (самый бюджетный и простой в выполнении вариант);
- коллекторного типа (при подаче воды применяется коллектор);
- с проходными розетками (мало популярен).
Особенности монтажа отдельных узлов
При необходимости собрать сложное соединение из полипропилена, его монтаж лучше проводить отдельно, на твердой поверхности, где достаточно места для работы. Готовый узел проще вставить в трубопровод, чем паять каждую деталь на весу.
Для монтажа спаянного узла в готовый трубопровод потребуется помощник. Трубы следует обрезать с учетом размера устанавливаемого узла и зачистить. Пайку начинают с более труднодоступной стороны.
Сварка узла на весу производится также при помощи помощника, поскольку одному мастеру невозможно удержать правильное направление при соединении деталей.
Сварка полипропиленовых труб в углах производится с помощью специальных заготовок среза трубы под углом 90℃ или с применением переходников, уголков. Нагрев соединяемых частей производится одновременно с одной стороны сварочного полотна. Для упора инструмента потребуется помощник.








Типы соединения полипропиленовых труб
Многих людей интересует, как правильно пользоваться паяльником для пластиковых труб. Для начала нужно выбрать тип сварки.
Муфтовая сварка
Метод отличается простотой. В таком случае для фиксации труб одинакового диаметра применяют особый элемент — муфту. Она имеет чуть меньший диаметр. При проведении сварочных работ нагревается и плавится внешняя часть трубы и внутренняя поверхность муфты.
 Популярным видом пайки считается муфтовый метод
Популярным видом пайки считается муфтовый метод
Стыковая сварка
Такой метод применяют в производственных условиях. При этом бортики нужно расплавить и соединить встык. Чтобы получить хороший результат, требуется обеспечить идеальную соосность.
Холодная сварка
Этот метод подразумевает использование клея. При этом на трубу наносят специальный состав с сильным растворителем. Он способствует размягчению полипропилена, что позволяет вставить элементы друг в друга. При этом соединение получается не слишком прочным. К тому же клей долго сохнет.
Разнообразие насадок
Деталями, которые нагревают поверхности труб и фитингов посредством контакта, являются насадки. Стандартный набор, как правило, содержит насадки, сечения которых варьируются от 16 до 40 мм.
Нестандартные же, большие насадки, всегда можно приобрести дополнительно в соответствующих магазинах.
Покрытие из тефлона не дает расплавленному пластику прилипать к сварочному аппарату. В то же время и поверхность таких насадок благоприятно воздействует на пластик, обеспечивая качественное соединение. Однако не забывайте, что нужно всегда держать тефлоновое покрытие насадок в чистоте.
Насадка состоит из двух элементов:
- элемент с отверстием – для введения внутрь ПП трубы;
- элемент в форме выступающего цилиндра – для одевания фитинга.
Фитинг и труба одеваются с небольшим усилием, после чего происходит их нагрев до 260 ºC, при этом у фитинга прогревается внутренняя поверхность, а у трубы – наружная. Фиксация насадок проводится идущими в комплекте болтами.
Для закручивания болтов в комплекте предусмотрена специальная отвертка или шестигранник. Устанавливать насадки стоит лишь до начала нагревания аппарата, а их замену проводить под нагревом только в особых случаях.
Как производится сварка
Если у Вас есть оборудование для работы (паяльник или пистолет), то сварка полипропиленовых армированных труб для воды легко осуществляется своими руками. Перед началом работы Вам нужно подготовить необходимые инструменты и приспособления, в том числе фитинги, насадки для сварочного инвертора, и т. д.
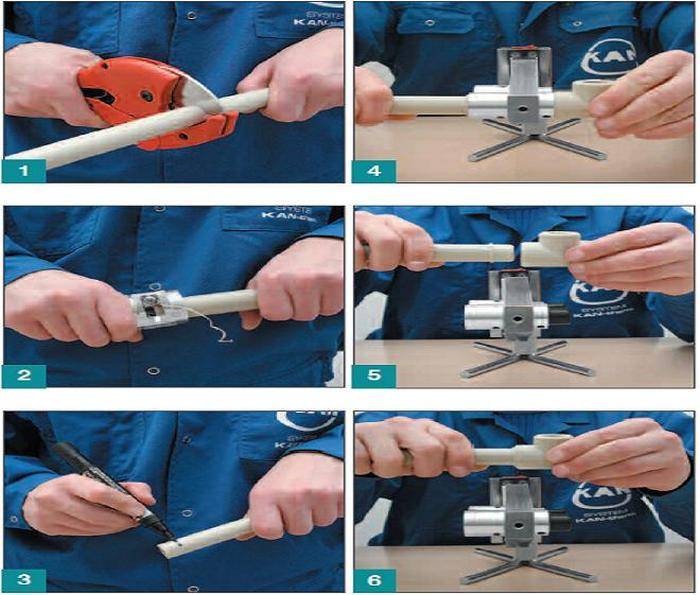
Пошаговая инструкция, как производится сварка полипропиленовых напорных труб большого диаметра и малого:
Для обрезки труб на определенные участки, используется специальный станок. Он позволяет обеспечить ровный срез с гладкой поверхностью. После этого поверхность зачищается и обезжиривается;
Нужно определить потребную температуру для сварки. Любой термический инструмент подобного использования нагревается до 260 градусов (температура плавления полипропиленовых и полиэтиленовых коммуникаций). Это позволяет обеспечить соединение частей коммуникаций встык
Очень важно знать оптимальную температуру, т. к
если перегреть трубопровод – то он расплавится и станет менее жестким, а если не догреть, то он не соединиться должным образом. Чтобы определить нужные данные понадобится таблица времени. По ней и толщине стенок определяется временной интервал нагрева в секундах. Также определенные параметры указываются в инструкции пользователя сварочного устройства;
Когда Вы включите сварочный аппарат, на нём загорится два индикатора. Практически любое приспособление оснащено датчиками включения и терморегулятора. После того как аппарат нагреется до нужной температуры, второй датчик отключится. В среднем время нагрева варьируется от 10 минут до 15;
Сварка производится встык. Отрезки соединяются фитингами и устанавливаются в отверстие для дальнейшего температурного воздействия. Использование фитингов возможно только на коммуникациях небольшого диаметра, при этом, сварка больших сечений осуществляется муфтами. Такая ручная пайка принципиально практически не отличается от инверторной технологии. Концы закрепляются в электромуфте, после чего нагреваются до нужной температуры;
Когда время нагрева прошло, индикатор включается, а после повторно отключается – это означает, что трубу пора доставать. При выемке старайтесь действовать аккуратно, т. к. теплый экопластик подвержен деформациям.
В зависимости от типа проводимых работ, Вам может понадобиться не только аппарат для сварки полипропиленовых труб, но и комплект насадок. Сама по себе сварочная машинка имеет довольно ограниченное количество диаметров, в то время как её область применения можно значительно расширить, если использовать насадки.
Фото — ручная пайка
Если по определенным причинам классическая сварка полипропиленовых водопроводных труб не подходит, то есть еще одна технология: холодная стыковая. Эта методика основана на использовании специальных клеевых составов. Она подойдет как для обычных, так и для армированных стекловолокном водопроводов.
Пошаговая инструкция холодной сварки труб:
- Вам понадобится клей и специальная насадка к нему. Многие производители сразу продают продукцию с узкими «носиками», подходящими для обработки тонких пластиковых креплений;
- Перед началом склеивания производится зачистка поверхности стыка. Нужно устранить всю пыль и грязь, при необходимости наждачной бумагой снять заусеницы;
- После клей заливается в фитинг, в котором стыкуются два конца трубопровода. При помощи определенных химических элементов производится диффузия верхнего слоя пластика и коммуникации соединяются. Очень удобным является то, что так можно соединять отрезки под любым углом;
- Далее, соединение фиксируется на некоторое время в специальных центрах. Для этого также может использоваться самодельная установка. В среднем, нужно обеспечить статичность крепления на 1 день. По окончании работы, система снимается и осуществляется её монтаж.
Видео: пайка полипропиленовых труб
Паяльник с регулятором нагрева
Такой прибор дает возможность контролировать температуру его нагрева. Для сборки паяльника, кроме рабочей подошвы от утюга, готовят:
- терморегулятор, термопару, 2 наконечника;
- индикатор стрелочный со шкалой;
- проводники изолированные по 1 м длиной;
- вату асбестовую.
Наконечники специальной формы под вывод нагревателя и штуцер делают заранее или заказывают в токарной мастерской. С утюга снимают кожух, с подошвы убирают терморегулятор и все прочие детали, провода (останется только гладильная плита).
Дрелью просверливают дырки размером 6 мм в наконечниках, прикручивают их к корпусу со стороны носика болтами. С другой стороны подошвы делают отверстия для монтажа термопары.
К последней припаивают длинные провода. Аналогичную проводку подводят к нагревательной спирали, после чего все провода выводят через отверстие в рукоятке утюга.
В завершение работы пространство между плитой и кожухом заполняют асбестовой ватой, которая послужит теплоизоляционным материалом. Кожух ставят на место. Провода подсоединяют к сетевой вилке и терморегулятору по такой схеме, чтобы можно было установить температуру на 255-265 градусов (это позволит полипропилену расплавиться).
Типичные ошибки при монтаже
Основные ошибки, которые допускают начинающие мастера при работе с полимерными изделиями:
- Нагревание деталей. В момент нагревания детали должны располагаться в максимально ровном положении. Малейшее смещение может негативно повлиять на эксплуатационные параметры всей сантехнической системы.
- Состыковка полимеризованных концов. Выполняя надавливание расплавленных концов элементов нельзя проворачивать детали вокруг своей оси. Это может привести к тому, что шов получится недостаточно прочным.
- Корректировка соосности. При состыковке элементов допускается лишь легкая корректировка их соосности, продолжительность процедуры которой не более 1-2 секунд.
Еще один важный момент: выполняя впаивание фитингов с арматурой, необходимо обязательно учитывать расположение вентилей, обеспечивая им свободный полный ход.
Нагретый полипропилен остывает настолько быстро, что уже через час с момента завершения монтажа в систему можно смело подавать воду
Если после состыковки элементов в качестве какого-либо шва возникли сомнения, место соединения лучше вырезать и заново переделать.
Устранение дефектов лучше выполнить на этапе монтажа конструкции, поскольку заменить протекающий стык в запущенной системе гораздо проблематичнее.
Какие трубы подойдут именно вам
Чтобы выбрать полипропиленовые трубы необходимо знать:
- условия, в которых трубы будут эксплуатироваться;
- давление жидкости в системе и ее температуру;
- необходимую пропускную способность изделия, которая определяет рабочий диаметр.
Полипропиленовые трубы имеют специальную маркировку, зависящую от назначения изделия.
- PPH – вентиляция, холодное водоснабжение.
- PPB – системы холодного водоснабжения, отопление.
- PPR – системы горячего и холодного водоснабжения, отопление.
Трубы с маркировкой PPR – универсальны. Поэтому наиболее востребованы. Они имеют высокую устойчивость как к высоким, так и к отрицательным температурам.
Типичные ошибки
Среди ошибок, возникающих при сварке, выделяем наиболее частые:
- Недостаточная предварительная очистка деталей. Это приводит к ослаблению стыка.
- Несоблюдение соосности трубы и фитинга. В 1-2 секунд можно исправить этот огрех, после застывания стыка делать это нельзя.
- Несоответствие материала свариваемых изделий. Получается ненадежное и недолговечное соединение.
- Нарушение технологии работ, несоблюдение температуры и времени нагрева.
Избежать ошибок можно, если учесть рекомендации специалистов, соблюдать требования по выполнению работ, не нарушать технологию сварочного процесса.
Такая работа вполне под силу технически грамотному человеку, способному работать руками.
Если раньше вы этого не делали, на первый этап можно пригласить сантехника и присмотреться к его действиям.
Инструкция по сварке
В бытовых условиях пайка полипропиленовых фитингов и труб в единую конструкцию чаще всего выполняется методом термической полифузии. После нагрева специальным прибором трубы быстро соединяются. Работы, в соответствии с технологией, выполняются поэтапно.
Подготовка
На подготовительном этапе разрабатывается проектная документация, в которой обязательно указывается выбранная схема трубопровода. Правильно определяются места фиксации системы к стенам, а при необходимости посредством строительного инструмента пробивается требуемое количество крепёжных отверстий.

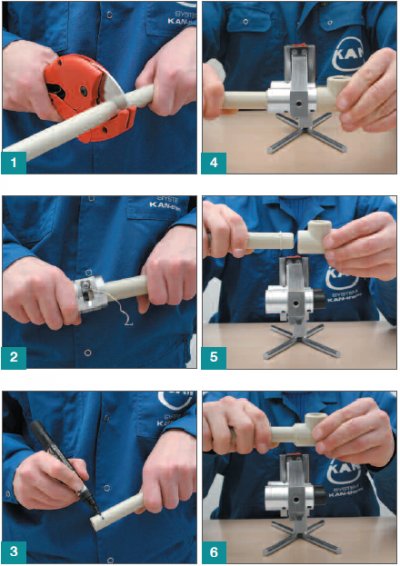






Размечать и затем нарезать полипропиленовые трубы на отдельные элементы нужно в строгом соответствии с заранее подготовленной схемой, а также натурными замерами. Такое несложное мероприятие позволит убедиться в точности выполненной разметки.
Выложенные на максимально ровной поверхности отрезки труб должны повторять правильную последовательность соединений. Фольгированные части с торцов удаляются торцевателем, после чего на выбранных концах маркёром отмечается глубина вхождения в фитинг.
Нагрев
Рабочую температуру нагревателя на паяльном устройстве нужно выбирать в зависимости от технических характеристик труб. Процесс пайки трубопроводов, имеющих алюминиевое армирование, следует производить при температурных показателях насадки в пределах 260-300оС.
Используемое в работе паяльное оборудование перед сваркой должно набрать температуру нужной величины, поэтому терморегулятор устанавливается в соответствующее положение, а вилка самого прибора включается в розетку электрической сети.
О готовности сварочного аппарата к сварке полипропилена сигнализирует переключение на приборе специальной подсветки. На разных моделях оборудования варианты сигнального оповещения имеют отличия. Чтобы не ошибиться в правилах эксплуатации устройства нужно внимательно изучить прилагаемую производителем инструкцию.
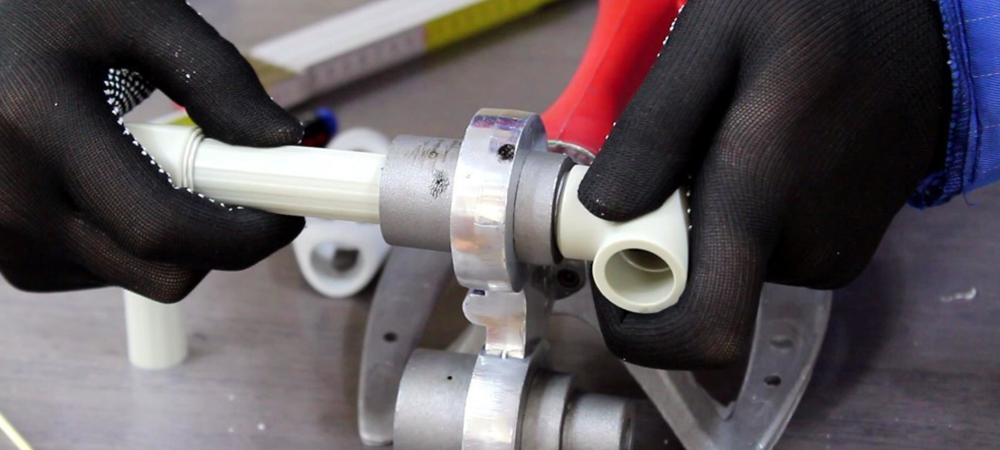
Сварка
Правильная работа – это одновременный нагрев паяльным устройством конца полипропиленовой трубы и фитинга. При этом используемый фитинг располагается на специальном насадочном дорне, а труба с небольшим физическим усилием вставляется в гильзу. Глубину вхождения нужно в обязательном порядке контролировать в соответствии с нанесённой на ППР трубу маркерной разметкой.
Диаметр (мм.) | Глубина сварки (мм.) |
20 | 14,0 |
25 | 16,0 |
32 | 20,0 |
40 | 21,0 |
50 | 22,5 |
63 | 24,0 |
75 | 28,5 |
90 | 33,0 |
110 | 39,0 |
Стандартное время нагрева всех соединяемых элементов подбирается в зависимости от их диаметра. Объединять полипропиленовые трубы и фитинги необходимо достаточно быстро, благодаря чему предотвращаются температурные потери нагретого материала. Стыкование элементов осуществляется посредством ровного поступательного движения без вращения.
Соединённую конструкцию трубопроводного участка следует надёжно фиксировать до момента набора состыкованными полимерными элементами максимальных показателей прочности. Как показывает практика, система схватывается в течение 10-20 секунд (зависит от D трубы). Идеальный вариант – сохранение зафиксированного положения до полного охлаждения участка соединения.
Диаметр (мм.) | Время остывания (сек.) |
20 | 3 |
25 | 3 |
32 | 4 |
40 | 4 |
50 | 5 |
63 | 6 |
75 | 8 |
90 | 10 |
110 | 10 |
Зачистка
После того, как будут закончены все сварочные работы, и полностью остынет материала в узлах соединений, участки стыкования аккуратно зачищаются от естественных пластиковых наплывов. Такое мероприятие позволяет придать сварным конструкциям аккуратный и эстетичный облик.









С этой целью можно использовать острый нож, но зачистка должны выполняться очень аккуратно. Следует помнить, что чрезмерное количество наплывов полимерного материала вполне может воспрепятствовать плотной посадке трубопроводных элементов в крепёжные клипсы.
Важные дополнения
Безусловно, для сварки полипропиленовых труб нужно применять только специальные приборы, а в бытовых условиях лучшим вариантом станет простое ручное оборудование с минимальным количеством стандартных насадок.
Некоторыми производителями в одном приборе устанавливается сразу два нагревателя, которые оснащены отдельными включателями. Нет нужды использовать одновременно оба нагревателя, потому что может произойти перегрев пластика и перегрузка электрической сети.
Сегодня к самым лучшим, хорошо зарекомендовавшим себя маркам приборов для сварки полипропиленовых труб (по мнению специалистов и пользователей) можно отнести: Candan Сm-03, Elitech СПТ-1000 и Elitech СПТ-800, Wester DWM-1500, Prorab 6405-К, BRIMA TG-171 и Gerat Weld 75-110.
Читайте так же:
Инструменты для сварки
Помимо материала необходимо обеспечить наличие всего требуемого инструмента:
- аппарат для раструбной сварки полипропиленовых труб (нагреватель, паяльник);
- набор насадок под используемые трубы;
- специальные кусачки для резки труб или кольцевой резчик (труборез);
- шейвер (снимает верхний слой алюминиевого покрытия трубы, если он есть);
- фаскосниматель.
Все это можно подобрать в строительных магазинах. Приобретать лучше не самое дешевое оборудование. Например, высокое качество аппарата для сварки позволит работать дольше без последствий для нагревательных элементов и тефлонового слоя на насадках. Насадки чаще всего поставляются вместе с паяльником. В сборе паяльник должен иметь специальную подставку, ведь большая часть работ будет производиться не на весу.

Аппарат для пайки полипропилена
Нельзя надеяться на то, что сварка полипропиленовых труб своими руками производится подручными средствами. При всей своей легкости и практичности этот процесс требует четкого соблюдения качества выполняемых соединений и использование специального оборудования. Единственное, чем можно поступиться, это труборез. Если объемы работ невелики, то можно справиться и с помощью обычной пилы по дереву. Шейвер, которым производится срез верхнего слоя алюминия, является, так сказать, опционным инструментом, нужен он только при использовании труб армированных алюминием с внешней стороны. Для варианта, когда армирование спрятано под внешний слой полипропилена, его можно не использовать.
Перед началом работ должен быть готов план, по которому будет производиться прокладка полипропиленовых труб, чтобы определиться в конфигурации тех участков, которые можно смонтировать отдельно и лишь в конце соединить на месте в единую систему. Целью при этом является уменьшение количества свариваний, которые предстоит провести «на весу».

Требования к укладке
Перед укладкой водопровода внутрь стеновых конструкций нужно изучить некоторые правила проведения работ:
- Прежде чем замуровать трубку внутри штробы, необходимо сделать прослойку из амортизирующего материала между трубопроводом, основанием. Он нужен для того чтобы расширяющиеся при нагревании элементы не давили на бетон.
- Чем меньше соединений, тем выше надежность системы.
- Доступ к трубам должен быть в тех местах, где находятся измерительные приборы, разъемные фитинги, запорная арматура.
Детали, изготовленные из полипропилена, имеют разную маркировку:
- PN 10 — применяются для изготовления трубопроводов для холодной воды. Не выдерживают высокого давления.
- PN 16, PN 20 — предназначены для сборки трубопроводов, выдерживающих давление до 1.5 Мпа.
- PN 25 — имеют армирующий слой из стекловолокна, алюминия. Выдерживают давление от 1.5 до 2.5 Мпа.
Выбор трубок зависит от требуемых технических характеристик.
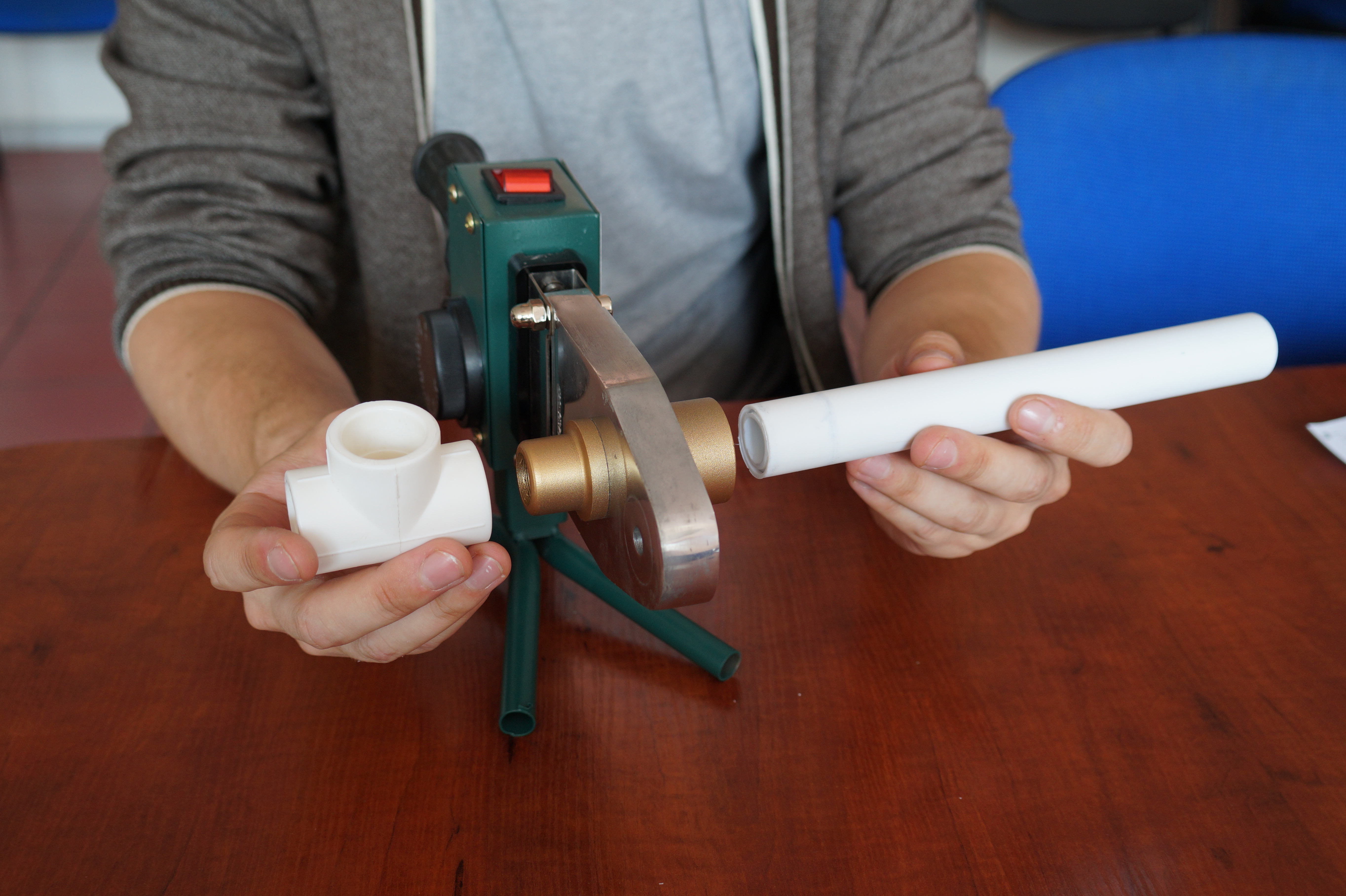
Технология сварки
Технология раструбной сварки полипропиленовых труб проста, такую работу выполнит даже неквалифицированный мастер. Если вы мастер на все руки, то тоже сможете выполнить сварку труб в раструб.
Аппарат имеет внешний нагревательный элемент – тэн. На тэн устанавливается насадка, на которую с одной стороны вставляют трубу, а с другой – фитинг. Аппарат включают, тэн начинает нагреваться нагревая насадку. Насадка передает тепло на конец трубы и внутреннюю часть фитинга. После непродолжительного нагрева полипропилен начинает плавиться и трубу можно легко состыковать с фитингом вручную.





