

Процесс холодной ковки
С работ по холодной ковке обычно новички начинают обучаться обработке металла, так как этот процесс довольно безопасный и простой, поскольку в данном случае вам не нужно будет сталкиваться с высокими температурами, как при остальных видах ковки.
Для данного процесса, как правило, применяют готовый шаблон, а именно, заготовки изделий. Естественно, у холодной ковки существуют и свои нюансы, обычно они состоят в том, что деталь во время работы легко деформировать или повредить: кованые изделия часто ломаются, и исправить это положение уже никак не получится, потому выполнять ковку необходимо очень аккуратно.
Но, с помощью качественного станка и чертежа будущего изделия, можно с легкостью научиться делать изделия волнообразной, витой и другой оригинальной формы. Процедура обработки деталей с помощью холодной ковки проходит в несколько этапов. Для начала создают чертеж или шаблон будущего изделия.
Необходимо просчитать размеры детали, чтобы, купить необходимое количество сырья, а также, чтобы правильно отрегулировать станок. Различные станки могут давать разные возможности для изготовления узоров – это будет зависеть от сложности изготовления приспособлений. К примеру, простейшие станки, собранные своими руками, могут только изгибать детали, при этом используя более сложные конструкции можно создавать узоры и другие изделия.
Затем, когда чертеж или шаблон подготовлен, необходимо запастись нужным количеством сырья в соответствии с вашими подсчетами. Для холодной ковки вам будут необходимы металлические прутья, их можно приобрести в магазине. Прутья обязаны быть не очень толстыми, в противном случае их будет тяжело согнуть. Дальнейший этап – изготовление деталей.
Самое главное здесь – правильно установить настройки, чтобы во время работы станка детали не деформировались и не повредились, так как исправить это уже не получится.
В самом конце происходит крепление изготовленных деталей на каркас. Это делается с помощью сварки. Особенно внимательными при сварке надо быть с тонкостенными трубками, так как их довольно легко прожечь, и в этом случае конструкция будет неисправна и вам нужно все проделывать заново.
Но перед тем как приступать к холодной ковке, вам, естественно, будет необходимо изготовить станок, который для этого требуется. Станок «Улитка» — самое популярное приспособление для изготовления металлических узоров с помощью холодной ковки.
Изготовление механизма для холодной ковки
Универсальный станок для холодной ковки почти невозможно выполнить своими руками. Нужно делать отдельную форму механизма для выпуска предметов.
При изготовке установки требуется подобрать следующие материалы:
- лист металла (предпочтительная толщина 4-5 мм);
- арматурные прутья, профильные трубы;
- станина для устойчивости приспособления для холодной ковки;
- электрический двигатель и редуктор в случае станка с приводом.
Конечно, изготовление приспособлений не обойдется без инструментов. Желательно иметь углошлифовальную машину или пилку по металлу, сварочную установку, наждачный камень или бумага, тиски и плоскогубцы, а еще карандаш, рулетка и бумага.
Начинающему мастеру проще всего смастерить самодельный станок для холодной ковки формы улитки. Благодаря ей производятся различные формы металлических прутьев для калитки и забора. А также пользуется популярностью торсионный тип установки. Другие формы станков можно делать после приобретения опыта работы с простыми установками.
Разберем подробно изготовление «улитки». Это приспособление способствует получению разнообразных конфигураций спиралей, завитков, колец. Простая конструкция этого оборудования способствует удобной работе и легкому доступу к заготовке. Ход процесса осуществим при наличии:
- Прутья из металла.
- Стальные листья и полосы.
- Профильные трубы.
- Сварочный аппарат.
- Углошлифовальная машина и плоскогубцы.
Чтобы изготовить самодельные станки, применяемые в ходе холодной ковки, желательно начертить схему или эскиз будущего приспособления. Изначально выбирается миллиметровая бумага для нанесения чертежа.
Следующие этапы работы:
- На бумажный лист наносится изображение спирали с тремя витками. Размеры должны соответствовать диаметру армированного прута с условием, чтобы он вмещался в резьбу. Лучше всего использовать размер 10 мм. А также линии следует чертить исходя из толщины стали, а расстояние внутри спирали необходимо использовать 12-13 мм.
- Далее, болгаркой из стали нужно сделать окружность требуемого диаметра. При желании использовать съемные круги следует брать не тонкий исходный материал (4-5 мм толщиной) для более простой смены.
- Выделка прочной станины, которая устойчива на поверхности пола. Можно, вообще, забетонировать ножки для более прочной конструкции. Важным условием является то, что окружность станины должна быть больше размеров рабочего круга.
- К станине приваривается металлический прут, на который насаживается подшипниковое устройство. Ручное управление подразумевает приваривание круга к станине. В этой ситуации гибка металла происходит гораздо проще, чем при процессе вращения.
- Закрепляем улитку на круге. Улитка делится на три части. Хвостовая деталь имеет высоту 1 см исходя из толщины прутьев. На следующую часть спирали добавляется 1 см. значит, второй виток будет 2 см, а третий – 3 см. При получении большего числа витков следует увеличить детали спирали.
- Если необходимо сделать сменные круги, то сменные детали привариваются к кругу соответственно эскизу.
- При наличии сменной улитки нужно отмерить положение каждого вида и приварить шпильки к каждому элементу. При этом в круге делается просвет под определенную деталь.
- Чтобы получить кованое изделие, надо начинать с центрального витка. Необходимо крепко закрепить прут с помощью тисков или иного инструмента.
- В конце нужно сделать рычаг из двух профильных труб (диаметр 15-20 мм). Они свариваются перемычками, длина которых составляет расстояние от центра подшипника до верхней точки окружности плюс 5 см. Далее, он приваривается к подшипниковой части. К нижней части рычага, которым служит обрезанная круглая часть, приваривается прут длиной соответствующей длине высочайшей детали улитки. Перпендикулярно площади круга приваривается загибочный бочонок.
Таким образом, самодельный станок готов. Можно приступать к производству необходимых элементов. Для этого прут фиксируется, а затем на него опирается бочонок, и начинается процесс загибки.
Видео: станок для холодной ковки своими руками.
Технология холодной ковки
 Технология изготовления кованных холодным способом предметов отличается отсутствием предварительного нагревания по всей поверхности заготовки, допускается местное прогревание участка в месте будущего изгиба. В основу обработки положена пластичность металлов.
Технология изготовления кованных холодным способом предметов отличается отсутствием предварительного нагревания по всей поверхности заготовки, допускается местное прогревание участка в месте будущего изгиба. В основу обработки положена пластичность металлов.
Каждый металл, будь то черный или цветной, имеет предел прочности на разрыв, изгиб и растяжение. Одни материалы легко сопротивляются изгибу, другие отлично скручиваются и растягиваются. Используя такую способность, производят обработку материала различными способами давления без нагрева. Применение усилий прессует материал в точках изгиба или кручения, структура уплотняется, металлу сообщается дополнительная прочность.
Из-за отсутствия предварительного высокотемпературного действия химические свойства металла не меняются, поэтому последующая закалка, отжиг и отпуск не делается.
Достоинства и недостатки
К положительным сторонам обработки относят:
- не требуется нагревание, это обстоятельство удешевляет работу, так как не нужно приобретать оборудование для разогрева или строить печи;
- изделия имеют повышенную прочность;
- элементы подгоняются под шаблон с высокой точностью;
- дополнительная доводка готовых деталей не требуется или сводится к минимуму;
- готовые элементы не содержат следов копоти и продуктов горения на поверхности.
К недостаткам относят:
- при изготовлении усилия прилагают намного больше, чем при горячем прессовании;
- нельзя работать с листовым литьем и болванками прочных металлов;
- для приложения силы требуются (в некоторых вариантах) мощные специализированные станки;
- требуется очищение поверхности перед работой.
Процесс изготовления изделий
Основными операциями при работе являются:
- прессование с помощью ручного или механизированного сжимающего оборудования;
- чеканка позволяет наносить рисунок или орнамент на поверхность, используется ручные инструменты или станки, чаще всего узоры ставят на меди, как мягком и податливом металле;
- гибка относится к основным технологическим приемам, распространенный в изготовлении многих заготовок.
 Помимо основных технологических приемов, в холодной ковке заготовки режут, рубят, крутят, сваривают, шлифуют. Для обработки материалов и создания декоративных элементов применяют специализированное оборудование и инструменты. Ковка холодным способом представляет собой многоплановую работу с металлом для производства готовых декоративных деталей.
Помимо основных технологических приемов, в холодной ковке заготовки режут, рубят, крутят, сваривают, шлифуют. Для обработки материалов и создания декоративных элементов применяют специализированное оборудование и инструменты. Ковка холодным способом представляет собой многоплановую работу с металлом для производства готовых декоративных деталей.
Приобретают универсальный аппарат, но его покупка оправдывается при массовом производстве, а изготовление типичных элементов для собственного двора и дома небольшими партиями быстро не окупится. Для одной или двух техник покупают необходимые приспособления, а дорогой станок для гибки будет работать в незагруженном режиме.
https://youtube.com/watch?v=edWs8rzHr4c
Монтаж деталей «улитки»
 В зависимости от квалификации кузнеца в рабочем процессе могут принимать участие станки для ковки одного из трех вариантов приспособлений.
В зависимости от квалификации кузнеца в рабочем процессе могут принимать участие станки для ковки одного из трех вариантов приспособлений.
Вариант первый относится к простым устройствам, в котором контур спирали протачивается или приваривается на поверхности столешницы.
Вариант второй предусматривает изготовление «улитки» из разборных частей. По длине контура кузнечной разметки устраиваются отверстия с внутренней резьбой, по шаблону вырезаются металлические накладки с отверстиями под болты. Для закрепления сегментов на столешнице применяются болты или упоры, конструкция позволяет изготавливать заготовки с разным радиусом завитков «улитки» не используя нагрев прутка.
Третий вариант станка состоит из разборных сегментов для производства модулей с разным вариантом спирали. Модули выполняются из отдельных фрагментов металла с наваренными частями «улитки».
На следующем этапе по контуру каркаса приваривается основной круг столешницы, с помощью треугольников монтируется вал, закрепляется вращающийся рычаг. К верхнему отделу вала приваривается второй круг столешницы, на которую устанавливаются сегменты спирали «улитки».
Эксплуатация станков холодной ковки и главные особенности
Требуется некоторая подготовка к дальнейшей эксплуатации, какими бы ни были её условия. В большинстве случаев можно не переживать по поводу травмоопасности.

Но есть правила, соблюдение которых позволяет обеспечить сохранность здоровья и имущества:
Крепления деталей в пазах оборудования должно быть максимально надёжным, это проверяется отдельно. Иначе можно повредить приборы или создать детали неправильной формы. Это правило распространяется и на станок улитка для холодной ковки.
Процедура изготовления изделия будет упрощена, если перед началом немного подогреть всё
Металл приобретает дополнительные полезные свойства.
В процессе работы важно избегать резких движений, контролировать каждый этап. Иначе качество результата вызовет сомнения, оборудование будет выходить из строя раньше времени.
Периодически используют машинное масло, чтобы смазывать все детали, которые вращаются.

При создании разных декоративных и технических элементов важно соблюдать определённую последовательность действий. Свой порядок обработки металла разработан у каждого из существующих станков
Лучше заранее смотреть видео, чтобы проще было разобраться.

Отличия холодной ковки
Основная разница при процедуре – нет дополнительной термообработки,то есть нагрева. Деформации производятся в обычных для стали температурных условиях.









Особенности:
- простое оборудование, которое можно изготовить своими руками;
- нет потребности в печи и прочих приспособлениях для кузнечных работ;
- необходимо применять физическую силу, но можно оснастить аппаратуру электроприводом;
- эстетичный внешний вид и оставление всех технических качеств и свойств.
Устройство станков для ковки по холодному типу
В зависимости от разновидности конструкция различается, но есть общие черты:
- крепкая станина – она должна выдерживать вес заготовки плюс усилие, с которым поворачивается рычаг;
- все элементы выполняются из надежной стали – деревянные шаблоны слишком мягкие, чтобы гнуть на них твердый металл, но алюминий или тонкостенный стальной лист – почему бы нет;
- обычно это стационарное устройство.
Остальные конструктивные особенности зависят от видов.
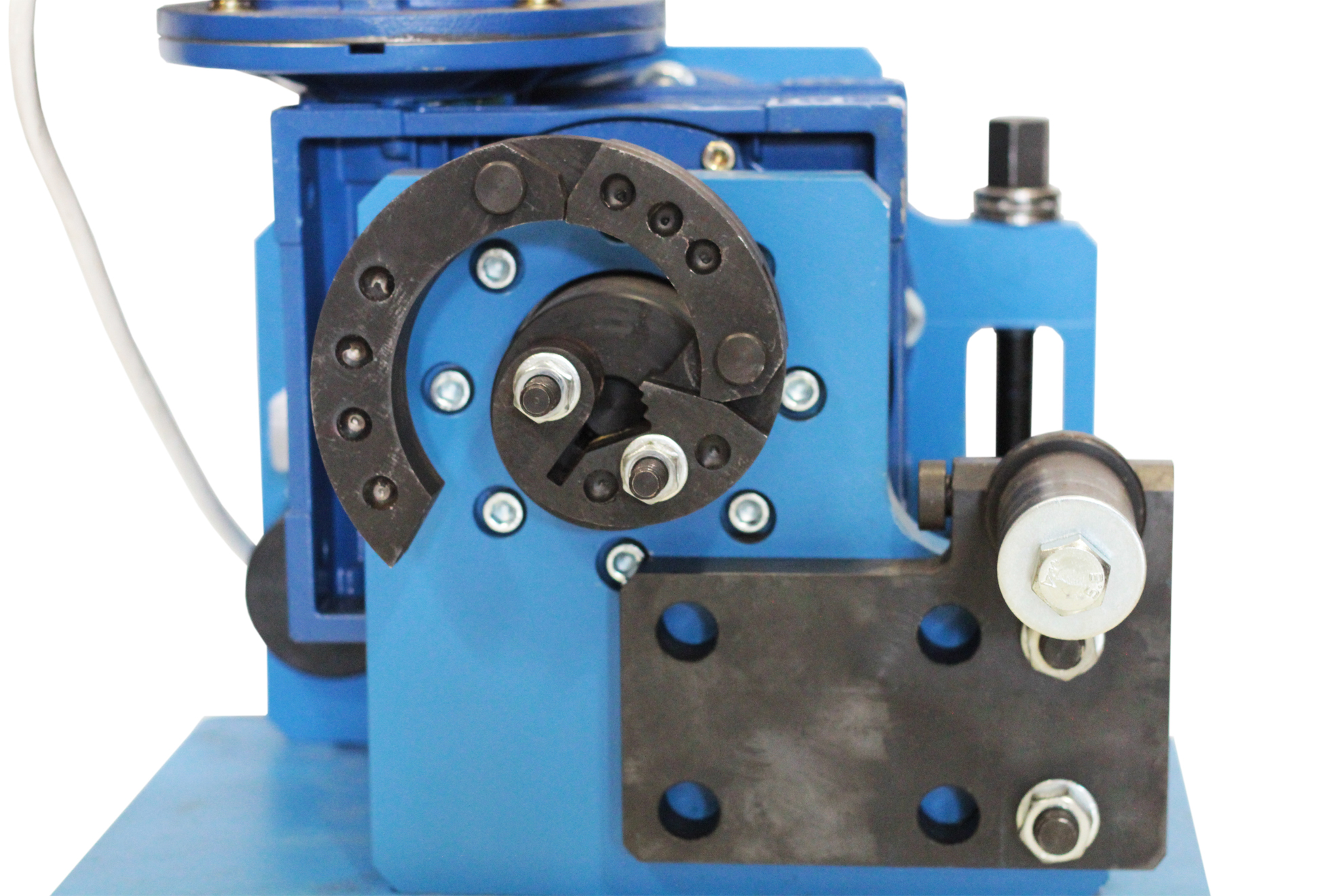
Оснащение электроприводом торсионного станка для холодной ковки
Электризация – бессмысленное мероприятие и затратное, если вам нужно согнуть одну или две заготовки. Но в случае, если вы намерены изготавливать изогнутые элементы для целого забора или заниматься этим делом профессионально, то без помощи электродвигателя не обойтись. Что это дает:
- увеличение скорости;
- эффективность и продуктивность агрегата в целом тоже повышается;
- стабильная и постепенная работа;
- надежная фиксация, отсутствие влияния человеческого фактора (разного рода ошибки при прокручивании рычага);
- работник значительно меньше утомляется.
Если вы планируете многосерийное производство, необходимо поставить двигатель и ремни для передачи энергии в механическое движение, но предварительно следует произвести расчеты.
Устройство станков для ковки по холодному типу
Каждое приспособление для того, чтобы можно было заниматься холодной ковкой, имеет свои особенности и параметры. Чтобы беспрепятственно можно было сделать станок для холодной ковки своими руками, необходимо разобраться, что представляет собой каждый из них.
| Станок | Устройство | |
Гибочные станки | Конструция этого устройсвта такова, что при помощи изменения роликов и клиньев меняется размер волн и изгибов. Им возможно изгибать прутья до 16 мм. Единственный нюанс этого устройства- его нельзя сделать самостоятельно, потому как требуется обрабатывать и вытачивать много деталей точного размера. Стоимость такого приспособления невелика. | |
Твистер | Работает агрегат благодаря оснащению его специальным шаблоном, к которому придавливается обрабатываемый кусок металла. Давление при этом должно быть очень большим, поэтому те, кто работают на твистере, должны обладать достаточной силой для этого. Кроме этого, сохранность самого шаблона обеспечена наличием упорного рога (концевого). Что касается серединного рога, который иначе назван обводящим, то его следует делать таким образом, чтобы он мог менять свое положение и быть в нем зафиксирован. От этого зависит эффективность работы, особенно для тех, кто приступает к процессу впервые. | |
| Основание с проставками | Такой агрегат позволит сделать узоры абсолютно любых вариаций. Сама по себе конструкция очень проста и представляет собой пластину из прочного и надежного материала, в которую вкручены проставки на определенном расстоянии. Для таких целей можно использовать болты с размерами от м8 до м24. Толщина металла при этом зависит только от мастерства того, кто работает на станке. В основном такое приспособление хорошо подходит для металла с толщиной 6 мм. | |
| Улитки Станок-твистер | С воротом | Такая установка представляет собой пластину-основу, на которой находится специальный виток. Такой виток используется в качестве шаблона для будущего изделия. Особенность станка в том, что «улитка»-шаблон разделена на несколько частей, которые закреплены между собой при помощи специальных соединительных элементов, что позволяет во время работы шаблону варьировать по форме, чем и создаются различного рода волны и изгибы. Минусы в такой конструкции тоже есть, поскольку для того, чтобы изготовить такой станок для холодной ковки своими руками необходимо подбирать очень прочный материал, которой не согнется со временем. Также продумывать соединительные петли, которые достаточно уязвимы, учитывая величину силы, с которой происходит весь процесс сгибания металла. |
Рычажного типа | В таком типе станка «улитка» шаблон прикреплен очень прочно к основанию. Производительность у него за счет такого факта меньше, однако, надежность больше. при помощи специального рычага осуществляется прижим металлической пластины к шаблону, одновременно в процессе необходимо перемещать передвижной ролик. Чтобы сделать такой станок для холодной ковки своими руками можно использовать стальной материал, который отличен свей прочностью, а ролик можно выполнить из обычного роликового подшипника. В целом конструкция схожа с трубогибом. | |
Торсионный станок | Такое устройство хорошо поможет в винтовом скручивании прутьев. Такой станок делается из основы цилиндрической формы из металла и двух крепежных и одновременно скручивающихся элементов. Желательно оснастить такую конструкцию специальной парой лап, которые не будут давать обрабатываемому металлу гнуться не так как необходимо. Принцип работы на станке таков, что прут помещается в удерживающие его элементы, с одного конца зажимается, а с другого конца с помощью вращающегося шпинделя закручивается до нужного размера винтовой волны. |

Приспособление «Фонарик»
Используется для изготовления из квадратного или круглого прутка элементов в форме «корзинки» или «фонарика».
Устройство и принцип работы
Приспособление делается на базе стандартного торсионного станка. В закрепленные тиски зажимается обрезок трубы с наваренной на торец гайкой большого диаметра, в которой по торцам просверлены отверстия по размеру заготовок.
Затем в противоположных, крутящихся тисках закрепляется такая же деталь. В отверстия соосных гаек вставляются детали заготовок.
Между гайками устанавливается металлический вал. Его диаметр должен быть меньше внутреннего диаметра гаек. После путем вращения одного края заготовок изготавливается фигура необходимой формы.
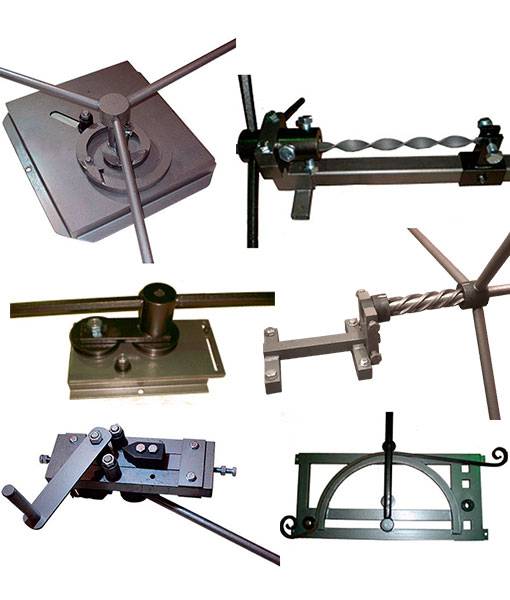
Типы кузнечного гибочного оборудования для обработки металла
Станки для холодной ковки обеспечивают гибку заготовок с целью придания им нужной формы. Для обработки металла применяются несколько устройств:
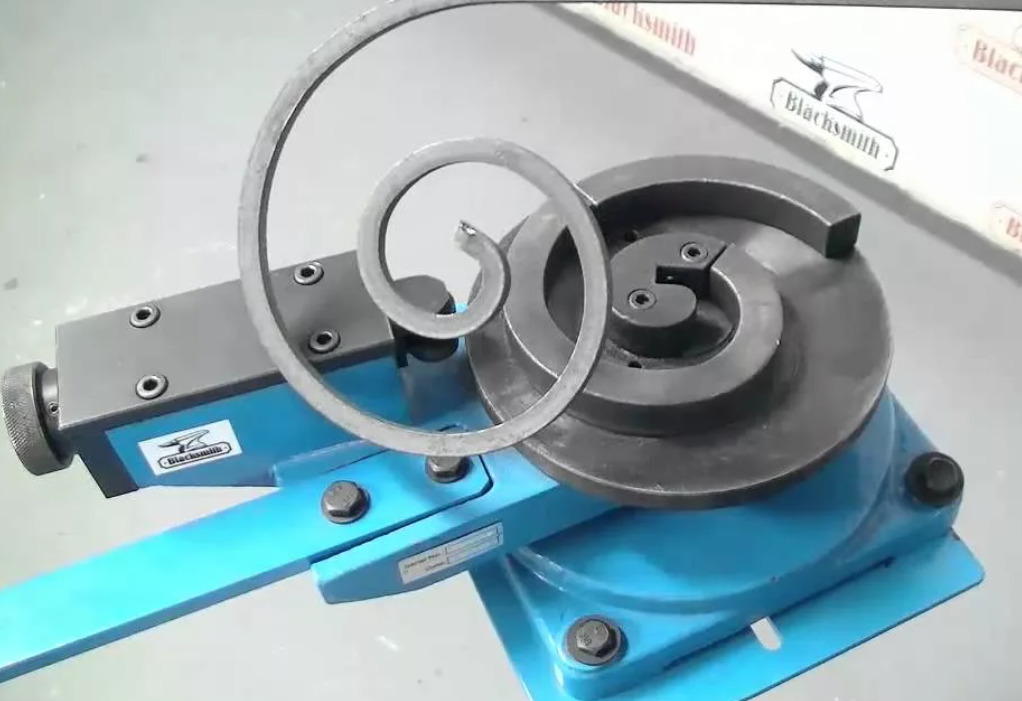
Улитка является наиболее популярным ручным станком, так как с его помощью создаются спиралевидные элементы: завитки, волюты, кольца. Обработка металлических прутков выполняется посредством закрепления одного из кончиков заготовки в центре шаблона и гибки детали в соответствии с формой лекала.
Станок типа улитка PROMA, Фото ВсеИнструменты.ру
Гнутик. Это функциональное устройство, способное из металлического прута делать угол или дугу. Он выполнен в виде основания с ползуном, на котором под углом (к примеру, 90 градусов) расположен упор. Также на платформе присутствуют два упора, выполненные в форме неподвижных цилиндров. При помощи движения ползуна и головного упора пруты сгибаются. Для создания дуги есть третий цилиндр, который вращается с противоположной стороны. Основная платформа располагается в горизонтальном или вертикальном положении. Устройство позволяет не только гнуть, но и резать, а также пробивать отверстия.
Твистер. Это устройство позволяет скручивать прутки в квадратном сечении вдоль продольной оси. Бывает ручным и с электрическим приводом. Конструкция очень проста: прут крепко зажимается с двух концов, а потом один из них начинает поворачиваться и скручивать метал. С его помощью пруты сгибаются и в формы фонарик и шишка.
Станок для холодной ковки типа Твистер Blacksmith M3-TR
Глобус. Внешне данное устройство похоже на транспортир. С его помощью выгибают из полосы, круга или квадрата дугу с большим радиусом изгиба. Во время работы один конец прута фиксируется, а второй выгибается по всей длине при помощи шаблонов. Принцип действия схож с домашним устройством для консервации.
Станок глобус (объемник) для холодной ковки. Фото КовкаПРО
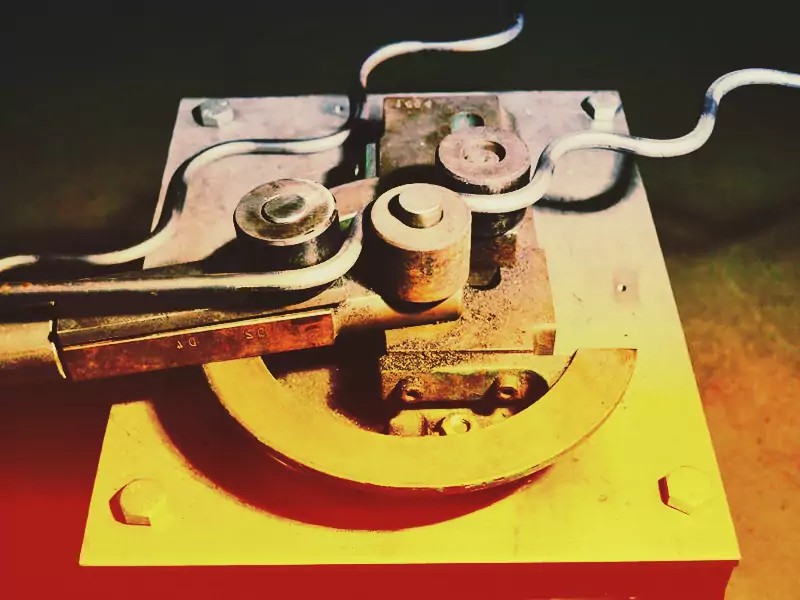
Волна. С помощью этого приспособления прутки с круглым, квадратным или шестигранным сечением превращаются в волнообразные детали. Прут гнётся, проходя между вертикальными вилками путём прокручивания рычагов.
Станок для холодной ковки типа Волна
Фонарик. Данный станок позволяет создать элементы формы фонарик или шишка, состоящие из 4, 6 или 8 прутков. Принцип действия схож с работой устройства Твистер, но прутки крутятся вокруг направляющего вала, что позволяет получить более правильную форму.
Станок для ковки PROMA Корзинка Фонарик. Фото ВсеИнструменты.ру
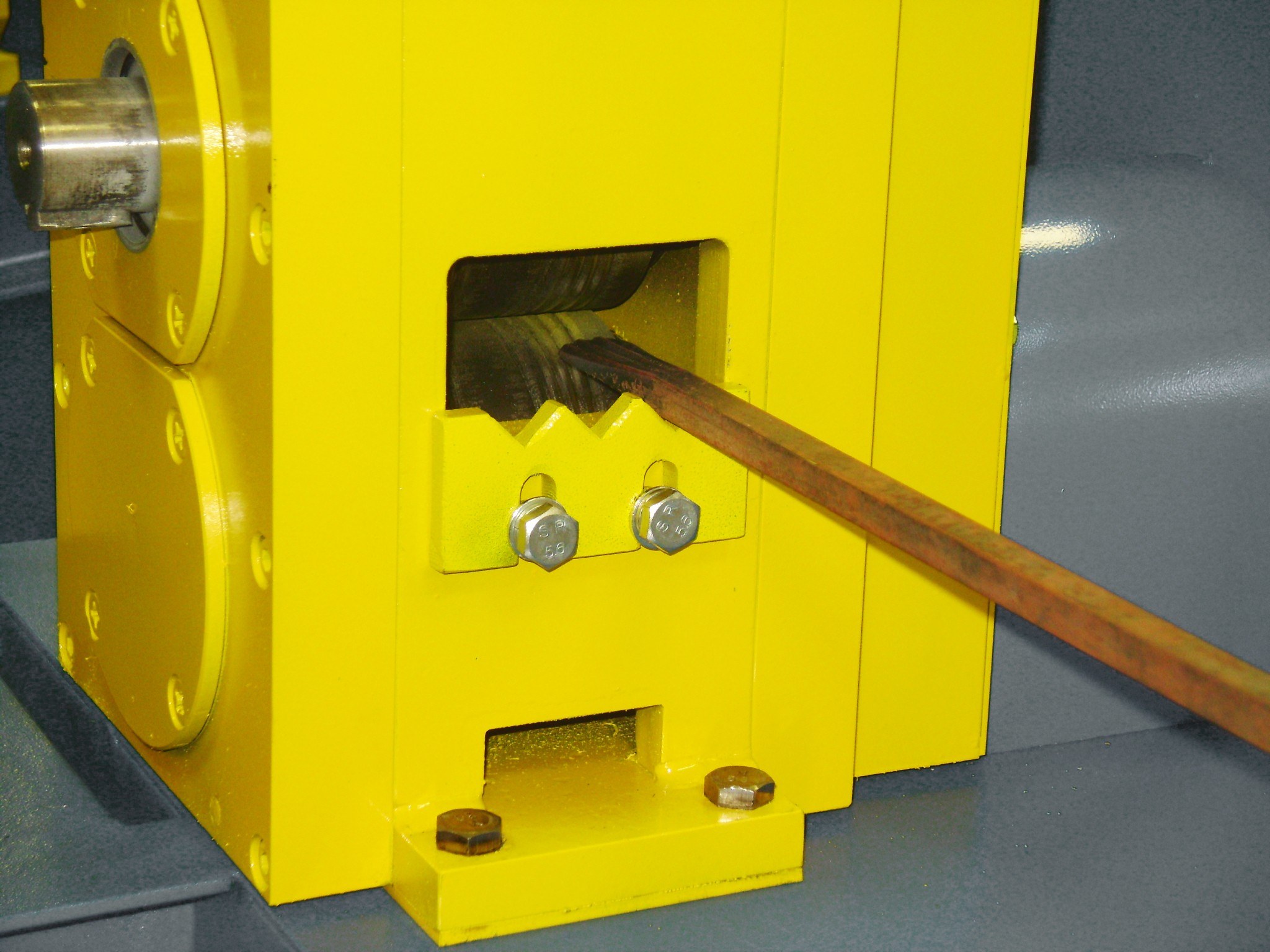
Гусиная лапка. Это шаблон, который позволяет слегка расплющить и нанести насечки на кончик прута. Используется для украшения или утончения конструкции. Гусиную лапку делают станком с матрицей или шаблоном с кузнечным молотом. Также существует специальный станок для создания этого вида ковки.
Шаблон для дуги. Этот предмет можно использовать без дополнительных устройств, выгибая металл только при помощи силы рук. Шаблон выполнен в форме полумесяца. Один конец прута закругляется, а второй изгибается руками вокруг заготовки. Для удобства шаблон прикручивают или приваривают к верстаку.
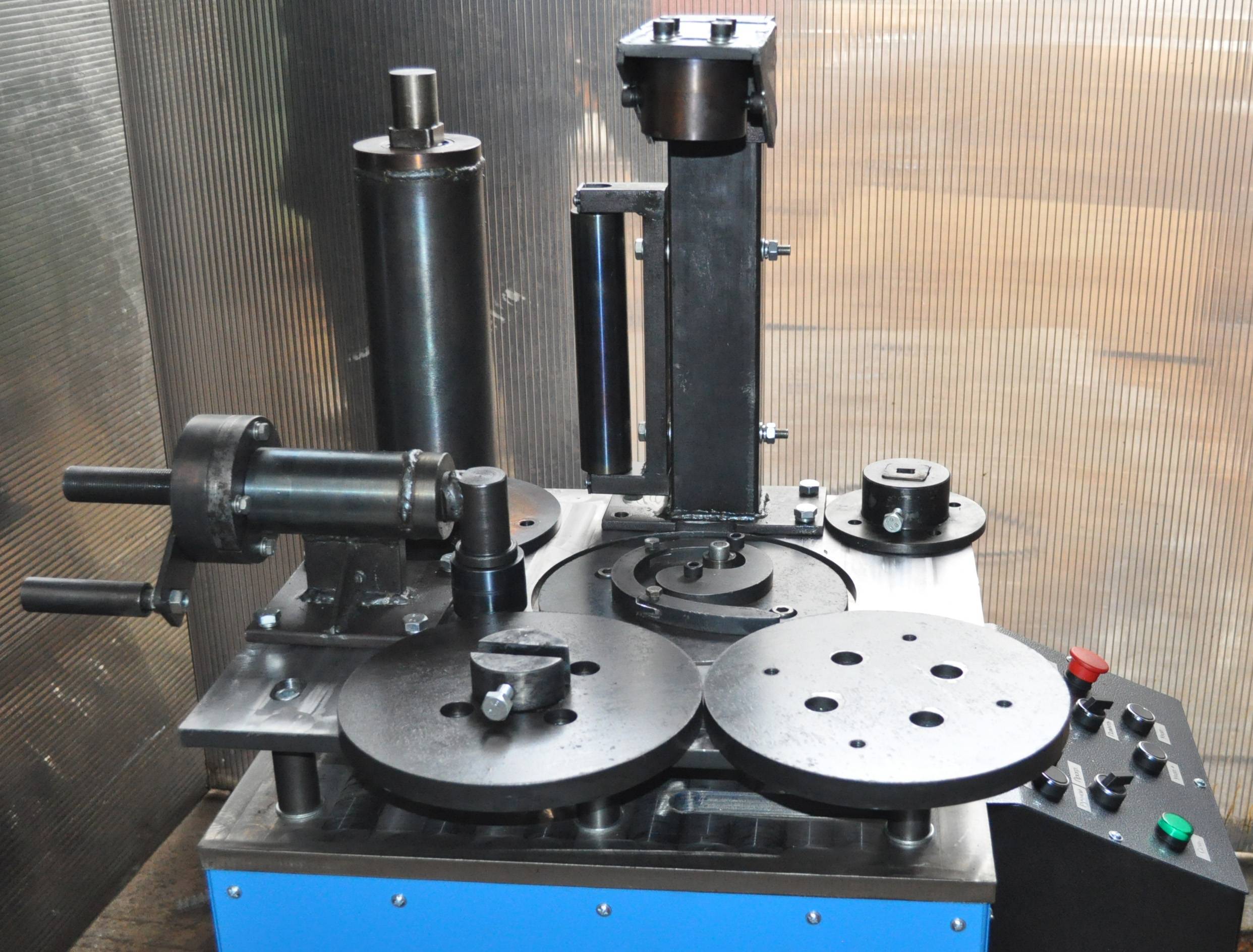
Оборудование для ковки
Все товары категории Оборудование для ковки

UNV3 — универсальный станок для холодной ковки металла с широким набором операций. Отличное решение для компактного кузнечного производства.

Ручной универсальный гибочный инструмент MB31-6×50 для гибки полосы, прутка, квадрата и изготовления завитков для художественной ковки.

Универсальный ручной станок широкого применения для гибки углов, изготовления завитков и колец MB21-30, является одним из самых востребованных инструментов на рабочем месте кузнеца. Прочная литая конструкция с большим набором прочных оправок.










V1-16 Cтанок художественной ковки для изготовления завитков – отличное решение для интенсивного промышленного использования. Позволяет выполнить методом холодной ковки один из самых основных и распространенных кованых элементов — завиток.

Инструмент для изготовления завитков – отличное решение для небольших кузнечных мастерских. Позволяет изготавливать основные кованые элементы завитки различной конфигурации.

Станок «Мастер витой трубы» предназначен для производства и изготовления витой трубы из электросварной или бесшовной тонкостенной трубы диаметром от 10 до 219 мм со стенкой до 6 мм (в зависимости от диаметра трубы). Элементы витой трубы используются для изготовления различных стоек ограждений, ворот, беседок, элементов различной мебели и т.д. Станок «Мастер витой трубы» работает с широким диапазоном ходовых размеров труб, при этом отличается качественным прокатом (глубиной и равномерностью нанесения витков), производительностью более 150 м в час, удобной и быстрой настройкой на разные диаметры труб, высокой жесткостью несущей конструкции, а также невысокой стоимостью на рынке кузнечного оборудования.

Вентилятор для горна VT1-2 Blacksmith. Применяется как улитка для горна обеспечивающая подачу воздуха в стационарном или переносном кузнечном горне открытого типа (верхняя часть горна полностью открыта).

Инструмент для гибки металла BlackSmith – отличное решение для небольших кузнечных мастерских. Позволяет изготавливать основные кованые элементы методом гибки.

Ручной трубогиб MTB10-40 – универсальный трубогиб начального класса, позволит Вам легко гнуть трубы в небольшой мастерской, гараже, на стройке или даче. С его помощью легко создать навес, гнутые перила, козырек или другую ажурную конструкцию из гнутой профильной трубы.

Станок художественной ковки АЖУР-1М — профессиональное кузнечное оборудование, которое позволяет изготавливать практически все наиболее часто применяемые в художественной ковке элементы. Предназначена для изготовления элементов металлических конструкций садовых оград, декоративных решеток и т.п. из проката квадратного сечения толщиной от 8 до 20 мм., и круглого сечения диаметром от 6 до 20 мм, полосы от 2 х 10 до 10 х 40 мм.

UNV3-mini Blacksmith – компактный, универсальный станок для художественной ковки. Cтанок UNV3-mini Blacksmith обеспечивает выполнение практически всех операций, применимых для изготовления изделий художественной ковки. Отличное решение, как для небольшого кузнечного цеха, так и для промышленного производства.
Подставка для трубогибов MTB31-40, MTB31-50, ETB31-50, ETB31-40. Регулируемая высота работы и возможность легкого поворота трубогиба. Универсальная крепежная платформа, прочная основа и стойка, лоток для хранения крепежа и мелкого инструмента.

Инструмент предназначен для быстрого изготовления декоративных кузнечных элементов. Предназначен для небольших кузнечных мастерских.
Универсальный трубогиб с большими возможностями для регулировки минимального радиуса гиба, легкой подстройки под разные размеры обрабатываемых труб, быстрой смены роликов. Подходит для мастерских, небольших цехов и изгиба труб большого размера до 50х50х1мм в условиях дачи, гаража, стройки.

UNV3-220V Blacksmith — универсальный станок для художественной ковки с широким набором операций. Отличное решение для компактного кузнечного производства. Новая модель станка для холодной ковки с современным мощным редуктором, новой кинематической схемой. Высокая скорость вращения оправок позволяет существенно повысить производительность. Автоматическое и ручное управление процессом гибки. Вертикальное расположение гибочных приспособлений.
На сайте Станкофф.RU вы можете купить оборудование для холодной ковки металла ведущих производителей. В наличии и под заказ более 48 моделей оборудования для кузнечной ковки по лучшим ценам. Только выгодные предложения с подробными описаниями и фото. Уточняйте цены у менеджера.
Твистеры или улитки?
Описание станков для ковки.
И те, и другие – это одно и то же. Самый популярный станок для холодной ковки среди широких масс кузнечной общественности. В самом деле: на первый взгляд станок кажется чересчур примитивным.
Но в нем простота объединена пополам с гениальностью:
- его легко сделать самим;
- он дешевый;
- он чрезвычайно удобен в работе;
- с его помощью можно изготовить целые массивы красивейших металлических кружев.
По принципу действия твистеры являются разновидностью гибочных станков, о них см. ниже, с некоторыми усовершенствованиями, на них спокойно могут работать новички. Одним словом, улитка или твистер – поразительный станок по всем возможным критериям: простоте изготовления, широким художественным возможностям, дешевизне и удобстве в работе, других таких просто нет.






Твистеры встречаются в двух инженерных вариантах:
С воротом и поворотным лемехом с принципом жесткой фиксации изделия на поверхности и поворота улитки по часовой стрелке. Поворот производится рычагом, чаще всего ручным. Это самый демократический станок холодной ковки профилей: на нем можно работать одному даже в квартире. Недаром в рунете самое большое число ссылок, касающихся холодной сварки, наполнены картинками, чертежами и видеороликами с действием именно поворотных улиток. Все, кто с них начинает, чувствуют себя мастерами и спешат поделиться собственными находками в кручении плоских завитушек
Так что этому станку можно добавить еще несколько очков за повышение самооценки мастера – это всегда важно, а особенно в начале работ. Максимальное количество возможных завитушек – 5
У этой улитки есть слабые стороны, куда ж без этого. Все дело в складном лемехе: важен и правильный материл, из которого его нужно делать, и сложность изготовления сочленений звеньев лемеха. Эти сочленения должны быть чрезвычайно точными – именно ими выполняется форма завитка. В конструкции и материале сочленений нужно учитывать многократные повторения поворотов с серьезной рабочей нагрузкой. Второе и последнее слабое место – эксцентриковый зажим детали.
С учетом частоты использования улитки и ее слабых сторон самым разумным будет ее купить, а не делать самому. Если же речь идет о дебюте в холодной ковке, и выбор станка делается для абсолютного новичка, то самым оптимальным вариантом будет второй инженерный вариант улитки.
Чемпион по популярности и положительным моментам в работе! Рычажная улитка с неподвижным шаблоном и обводным роликом. По своей сути это трубогиб. Нужно сразу заметить, что этот вариант по производительности труда уступает твистеру с воротом и лемехом. Во-вторых, для него не подойдет никакая столешница, здесь нужна будет настоящая стальная станина с креплениями на опорной поверхности. Станину дома не поставишь: на рычажной улитке можно работать только в мастерской.
Станок для придания рельефной поверхности.
Еще одна особенность рычажной улитки – медленный темп работы. Завить можно 3 – 4 завитушки, чуть меньше, чем с воротниковой улиткой. Тем не менее, плюсы рычажной улитки перевешивают все ее минусы:
- Все элементы станка могут быть сделаны из обычной стали.
- Вместо прижимного ролика, который не делается из обычной стали, можно использовать подшипник.
- Материал станины и других деталей позволяет рассчитывать на долгое использование станка.
- Большее разнообразие завитков – можно изменять их формы с изгибами в обе стороны (в первом варианте улитки это невозможно).
- Удобнее работать с концами деталей, которые можно крепить.
На рычажном твистере можно работать с полосами металла, уложенными плашмя. Это считается большим достоинством станка, так как на других устройствах с полосами плашмя работать невозможно.
В этом чемпионском подразделе можно сделать небольшое чемпионское резюме в виде совета новичкам: в дебютных художественных работах по холодной ковке лучше начинать с рычажного твистера – улитки с неподвижным шаблоном и обводным роликом.
Разновидности станков
В основном все приспособления, которые предназначены для изготовления деталей из металла при помощи ковки холодного типа характеризуются ручным приводом. По принципу электропривода работают немногие из них, хотя соорудить такую конструкцию можно с каждым из приспособлений. Единственный вопрос относительно привода – это целесообразность, потому как затраты на энергоресурс, который питает агрегат и сложность процесса установки механизма могут не оправдывать себя, если соотносить их с количеством выполняемой работы и ее регулярностью.
В таблице указаны все приспособления, которые работают за счет привода ручного типа, относящиеся к процессу холодной ковки.
| Устройство | Краткое описание |
| Твистер | При помощи такого устройства происходит закручивание металла, формирование спиралей и завитков, имеющих узкую сердцевину. |
| Станки торсионного типа | При помощи такого станка происходит закручивание прутов винтового типа, а также возможно изготовление спиралей большой величины и филаментов (корзинок, фонариков и луковиц). |
| Инерционно-штамповочные станки | Предназначаются для того, чтобы изготавливать соединительные части меду декоративными составляющими, делать узорные наконечники и различный мелкий рисунок и рельеф. |
| Станки для гибки | Существует несколько разновидностей таких станков: нажимного, протяжного и комбинированного типов. Первая разновидность нужна для того, чтобы получать волнообразные изгибы или зигзагообразно изогнуть прут. Протяжная разновидность востребована, когда необходимо изготовить кольцо, завиток или спираль, имеющую широкую сердцевину. Используя комбинированную разновидность можно соорудить любой из перечисленных элементов. |







