

Этапы процесса
Рассмотрим процесс поэтапно для разных вариантов соединений.
Соединение при низкотемпературной пайке
Специалисты утверждают, что для такой работы нужно приобретать легкоплавкий припой и низкотемпературный флюс. Газовую горелку можно заправить смесью, в состав которой входят пропан, воздух или бутан.
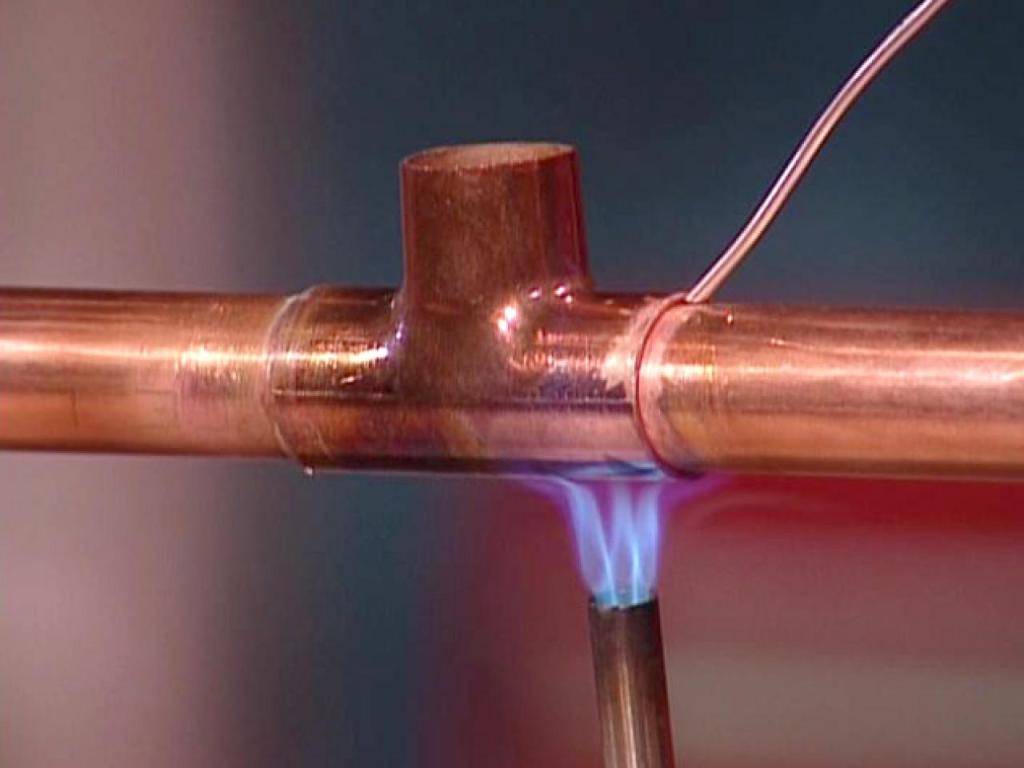
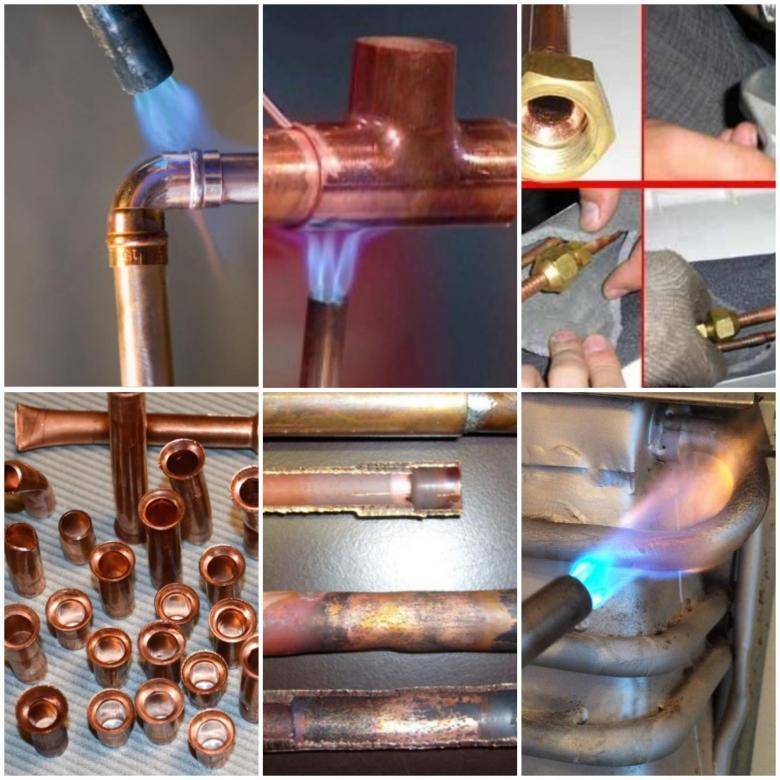
Пламя нужно направлять строго по шву труб, перемещая по всей площади стыка. Это делается для равномерного нагревания всех участков. Не забывайте периодически промазывайте зазор припоем, постепенно он начнет плавиться. Как только пошло плавление, нужно отвести горелку, и вещество заполнит капиллярный зазор. Когда зазор полностью заполнился, деталям необходимо остыть в нормальных условиях, без перепада температур. Неостывшее соединение запрещается трогать.
Иногда не рекомендуется паять какие-либо изделия, в таких случаях отдают предпочтения сварке. Процесс практически ничем не отличается от паяния. Но перед тем как перейти к процессу сварки, ознакомьтесь с правилами техники безопасности и ходом работы. Вам понадобятся защитные очки.
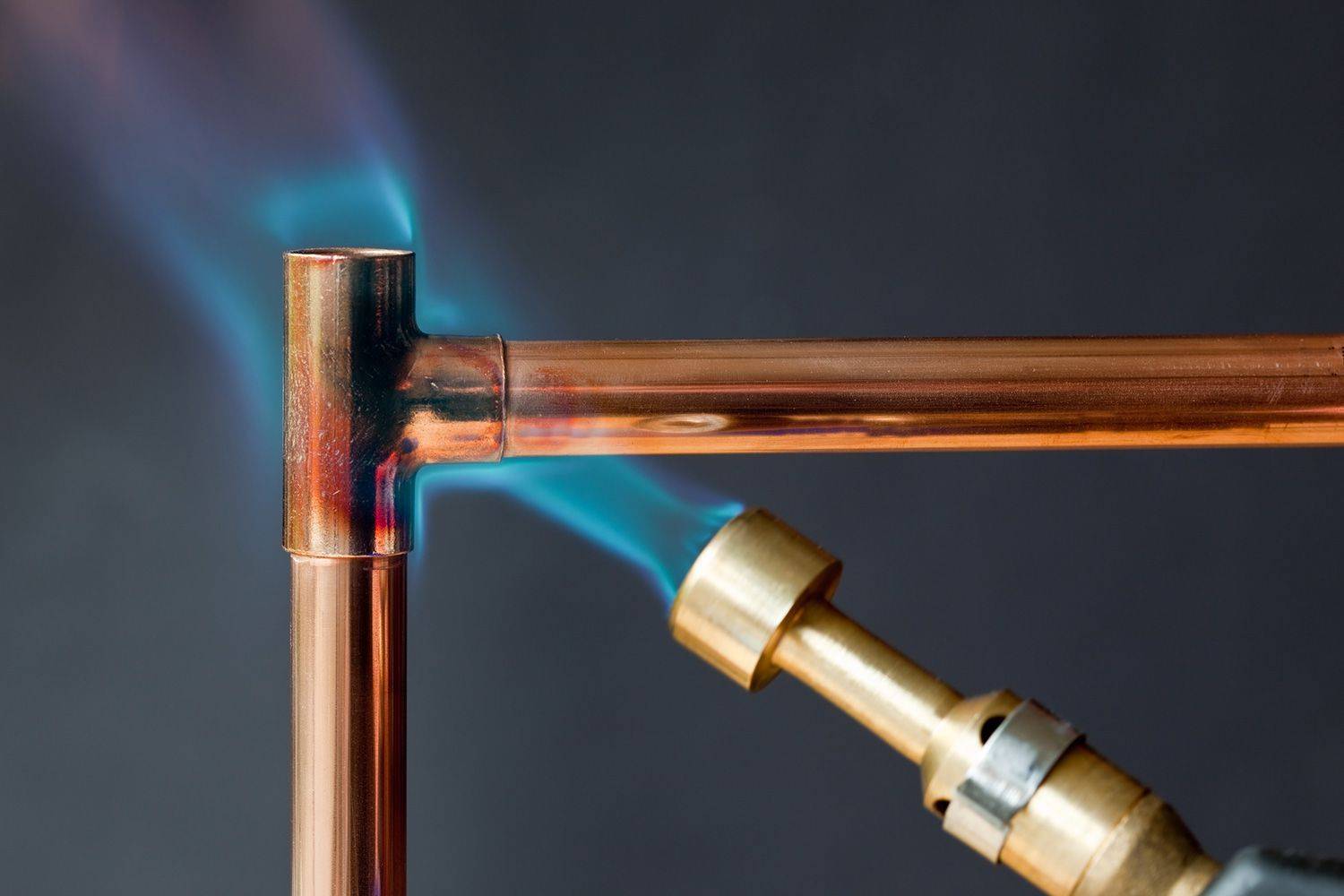
Пайка высокотемпературного типа
Состав наполнителя газовой горелки меняется, теперь ее заполняют пропаном с кислородом или ацетиленом с воздухом. Разогрев не должен занимать много времени, устройство должно подавать синее пламя.
Пламя, как в случае с низкотемпературной пайкой, нужно подавать по всему стыку, меняя положение горелки. Когда металл разогреется примерно до 750 градусов, он станет темно-красного цвета. В этот момент нужно воспользоваться припоем, можно подогреть его горелкой. Однако припой в идеале должен нагреться от детали.
Изделию нужно сообщить такую температуру, при которой припой быстро расплавится и заполнит пространство между деталями. После полного заполнения нужно оставить конструкцию остывать.
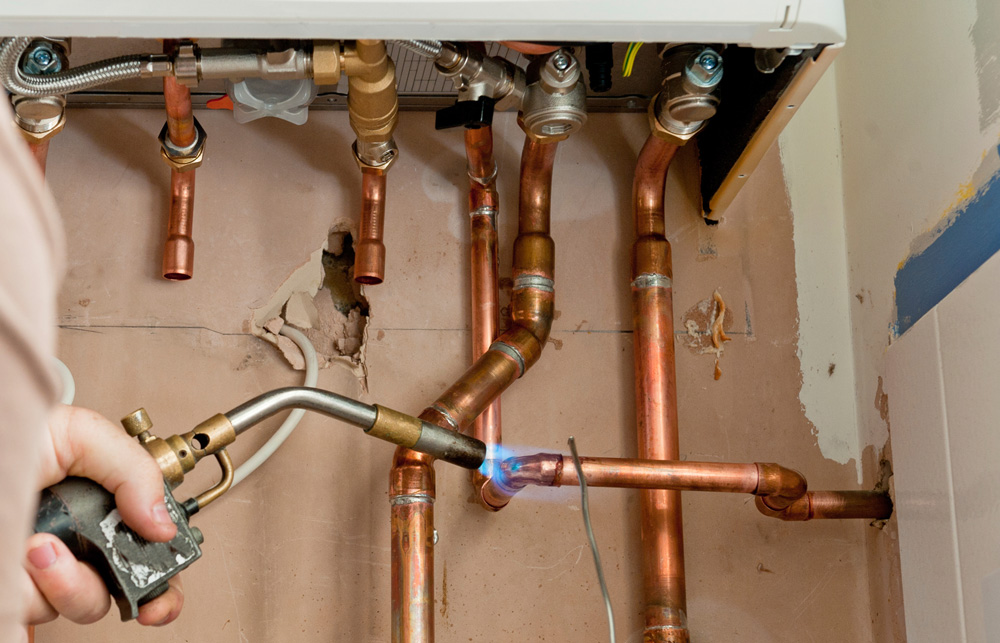
Ремонт
Своими руками можно устранить возникшие неполадки в водопроводе или бытовой технике, например, холодильнике или сплит-системе.
Расслоение металла – часто встречающаяся проблема. В этом случае применяется высокотемпературная пайка, это значительно продлит срок службы системы. Нередкое явление – появление трещин на сгибах труб. Мастера рекомендуют применять низкотемпературную сварку.
В ремонте также перед началом работ необходимо очистить поверхности, иначе конструкция быстро выйдет из строя. При протечке фитинга придется вырезать эту часть трубы и впаять новую с новой муфтой. Если случилась поломка гайки или прокладки, то достаточно заменить только эту деталь.
Техника безопасности
Медь отличается высокой теплопроводностью, поэтому на руках обязательно должны быть рукавицы или перчатки, иначе ожога не избежать. Элементы берут только щипцами или защитными рукавицами.
Осторожно нужно применять флюс, следить, чтоб он не попал на тело. Иначе будет химический ожог. Если все-таки вещество попало на руки, нужно оставить работу и промыть место большим количеством мыльной воды
Если все-таки вещество попало на руки, нужно оставить работу и промыть место большим количеством мыльной воды.
Обратите внимание на одежду, в которой собираетесь выполнять работы. Это не должна быть синтетика, потому что данный материал легко воспламеняемый. Лучше выбрать одежду из натурального хлопка
Лучше выбрать одежду из натурального хлопка.
Мастера советуют новичкам перед началом работы потренироваться на обрезках труб. Так, после пары тренировок результат будет намного лучше.
Как спаять элементы на основе меди
Кроме самого металла, необходимо приобрести стандартные дешевые устройства и компоненты. Для защиты элементов, пригодится пастообразный минерал. Помазок, чтобы его нанести. Твердый сплав для паяния (допустим и мягкий, исходя из варианта сварки).
Выбирая сплав для твердой сварки, изучите состав, в нем не должен содержаться свинец. При покупке сплава для паяния мягкой сварки, в нем, кроме компонентов олово и свинец, может содержаться еще серебро.
Независимо от задачи, в продаже есть сплав для паяния медного байпаса трех миллиметров.
Среди устройств понадобится прибор для нарезки металла, с ним можно нарезать патрубки. Заметьте, что прибор для резки труб должен быть хорошего качества, чтобы он не погнул металл при резке и не замял края.
Еще необходим инструмент, чтобы снять пастообразный минерал и щетка, чтобы зачистить байпас внутри. Также понадобится инструмент, чтобы расширять патрубки.
Важно помнить про самый необходимый прибор — горелку. Пламя надо настроить на узкое направление
Если вы не можете работать с открытым огнем, но есть материальные средства, то купите паяльник для труб из меди. Его можно подключить к обычной розетке.
Такой прибор способен работать при любом припое. Его можно взять в качестве замены других инструментов, но надо будет купить качественный аппарат.
Сварка плавящимися и неплавящимися электродами
При применении сварки плавящимся электродом используют электроды со стержнем из меди и обмазкой, обеспечивающей защиту сварочной ванны от воздействия окружающего воздуха. Сварка выполняется постоянным током обратной полярности на максимально возможной короткой дуге. Сварочный ток подбирают в зависимости от толщины стенки трубы и диаметра электрода.
Сварка ведётся постоянным током прямой полярности. Применяется присадочный пруток из чистой меди. В качестве защитного газа используют в основном аргон, но при необходимости в роли защитного газа могут быть гелий, азот или их смеси.
При применении угольного или графитового электрода в качестве присадочного прутка применяют чистую медь. Сварку производят постоянным током прямой полярности, длина дуги должна составлять около 10 мм. В качестве защиты сварочной ванны используют флюс, нанесённый на кромки, а также на присадочный пруток.
При применении автоматической сварки в качестве защиты расплавленного металла шва используют защитные газы или порошковый флюс. Режимы и скорость сварки выбирают исходя из толщины свариваемых стенок. Ток постоянный прямой полярности. Сварочная проволока изготавливается из чистой меди. При сварке толстостенных труб требуется предварительный подогрев.
https://youtube.com/watch?v=rurHulFsg6M
Основные ошибки допускаемые при пайке
Основные ошибки, возникающие при сварке медного трубопровода своими силами:
- Недостаточно качественная обработка стыков. При нанесении припоя образуются пустоты, нарушающие герметичность и прочность соединения.
- Пятна масла на поверхности труб, которые не позволяют обработать материал флюсом.
- Ошибочный выбор ширины стыка. Для обеспечения корректного соединения поверхности должны контактировать на длине от 7 до 50 мм (в зависимости от диаметра соединяемых труб).
- Разогрев деталей до низкой температуры. Припой плавится, но после уборки горелки сразу кристаллизуется, что не позволяет заполнить зазор между соединяемыми элементами. Другой ошибкой является чрезмерный нагрев труб, что способствует выгоранию флюса и образованию окалины.
- Нанесение недостаточного количества флюса, которого не хватает для очистки поверхностей от окислов. При введении припоя образуется соединение недостаточной ширины, пропускающее воду или газ в процессе эксплуатации.
- Попытка проверки линии соединения до окончательной кристаллизации припоя, приводящая к разрушению соединения. Для восстановления стыка потребуется удалить припой, а затем соединить детали заново.
- Нарушение правил техники безопасности.
Способы паяния деталей из меди
Для соединения медных труб используется всего два способа пайки. Каждый из них используется в соответствии со спецификацией детали и характеристики. Пайка медных труб своими руками подразделяется:


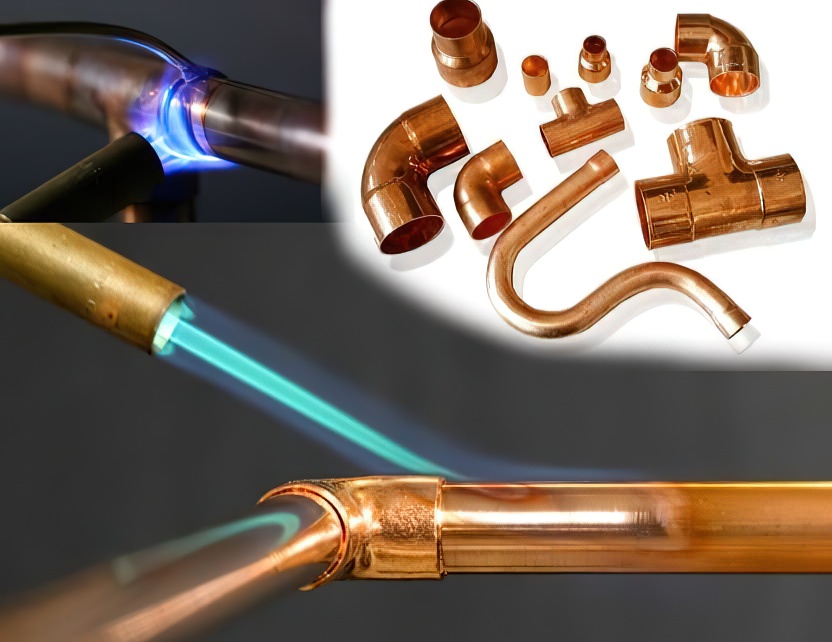



- При высоком температурном режиме, по-другому именуется «твердой». Показатель температуры при данном режиме доходит до 900 °. Тугоплавкий припой позволяет производить шов с показателями высокой прочности, данный способ используется при изготовлении трубопроводов, подверженных высоким нагрузкам.
- Процесс пайки мягким припоем производится при температурах, начинающихся от 130 °, используется в бытовом применении при работе с трубами диаметром до 1 см. Технология подразумевает соединение путем стыковки, предварительной обработки флюс пастой.
Во время работ важно не забывать, что мощность пламени, выдаваемой горелкой может достигать 1000 градусов. Поэтому обработку стыков необходимо проводить не более 20 секунд. При нагреве мягкий припой начинает плавиться и заполнять соединение
При нагреве мягкий припой начинает плавиться и заполнять соединение
При нагреве мягкий припой начинает плавиться и заполнять соединение.
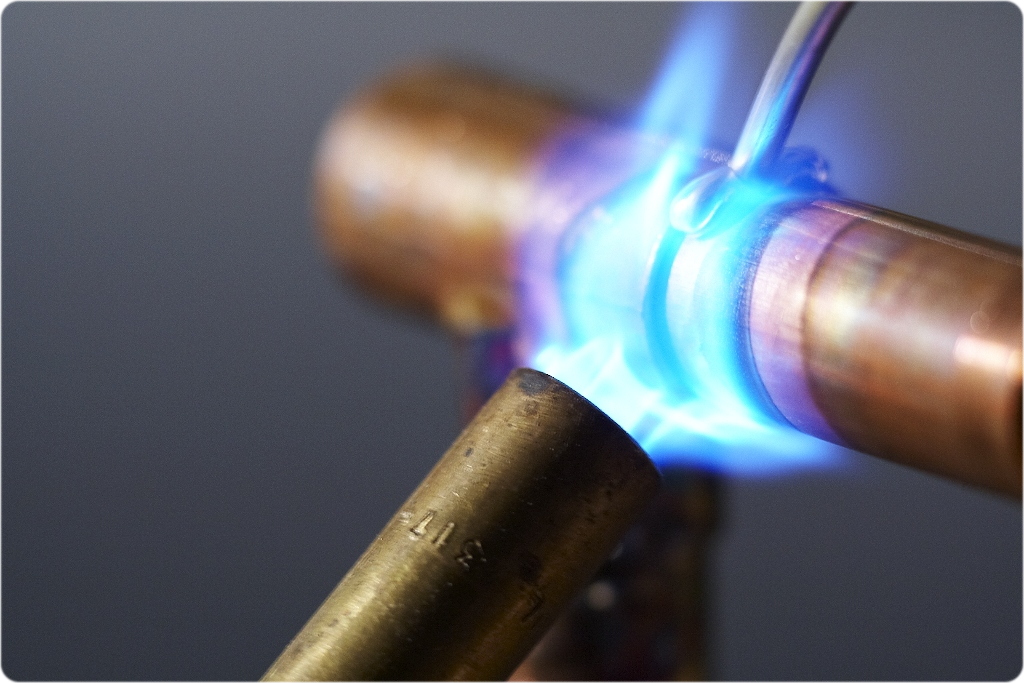
Особенности высокотемпературных соединений
При высокотемпературном способе пайки происходит обжиг металла на 700 °C и выше, что способствует размягчению металла. Для пайки используется газопламенное оборудование, способное расплавлять твердые припои. Припой состоит их медно — фосфорного состава, выпускается формой прутьев. Процессом пайки медных труб не подразумевается применение флюса, соблюдая последовательность действий, возможно грамотно заполнить стык.
Высокотемпературное соединение медных труб
Процесс начинает действие, когда плавится пруток припоя, этапы работы:
- после сборки прогревается стыковочный шов;
- к месту стыка подается твердотельный припой, размягчение которого производится газовой горелкой;
- когда визуально подтверждено, что происходит наложение припоя на металл, трубу необходимо провернуть, проконтролировать стыковку по всему периметру.
https://youtube.com/watch?v=N9QwpYEQpUw
Основными достоинствами данного способа является высокая прочность стыка медных труб, если необходимо, представляется возможность изменить диаметр соединения меньшей стороной. Высокие температуры при эксплуатации не могут разрушить шов. Пайка твердым припоем требует определенных навыков, в процессе работы возможен перегрев, что приводит к разрушению металла.
Низкотемпературная пайка
Каждый процесс требует ответственного подхода к выполнению работ. Для нагрева используется пропановая или бензиновая горелка при использовании мягкого припоя стыковкой медных труб
Важно знать, что горелка с пьезоподжигом значительно сократит время работы, приобретение дорогих моделей без этой функции не целесообразно
Технологический процесс
В процессе важно использовать качественные аксессуары, флюс паста играет не последнюю роль в соединении. Равномерное покрытие деталей медных труб достигается использованием мягкой кисточки, после нанесения излишки удаляются тряпкой. Температура горелки может достигать 900 градусов, при пайке важно не передержать изделие, иначе произойдет перегрев
Температура горелки может достигать 900 градусов, при пайке важно не передержать изделие, иначе произойдет перегрев
Температура горелки может достигать 900 градусов, при пайке важно не передержать изделие, иначе произойдет перегрев
Техника безопасности при спаивании труб из меди
Медные трубы используются как проводники жидкостей с хорошими антикоррозийными свойствами. Установка медных труб не может быть выполнена для обеспечения питьевой водопроводной водой. Медь контактирует с хлором, добавляющимся для очистки воды, может образовывать вредные для организма человека вещества. Для артезианских источников, скважин не существует опасности в использовании.
Пайка меди в перчатках
Важно пользоваться качественным инструментом, производить работы в перчатках и следить за состоянием оборудования. Теплопроводность металла достаточно высока, при нагреве одного из узлов и несоблюдении техники безопасности, возможно получить ожоги. Качественный шов возможно получить при отсутствии внешних факторов в виде нагрузок до полного остывания стыка
Качественный шов возможно получить при отсутствии внешних факторов в виде нагрузок до полного остывания стыка
Качественный шов возможно получить при отсутствии внешних факторов в виде нагрузок до полного остывания стыка.
Необходимые материалы и приспособления: олово и другие
Инструменты для работы с медными трубами требуются следующие:
- труборез, ножовка по металлу или болгарка с тонким диском;
- фаскосниматель;
- труборасширитель (экспандер);
- паяльный флюс;
- припой;
- паяльник для меди,например,пропановая горелка для пайки медных труб;
- перчатки прорезиненные;
- бумажные салфетки.
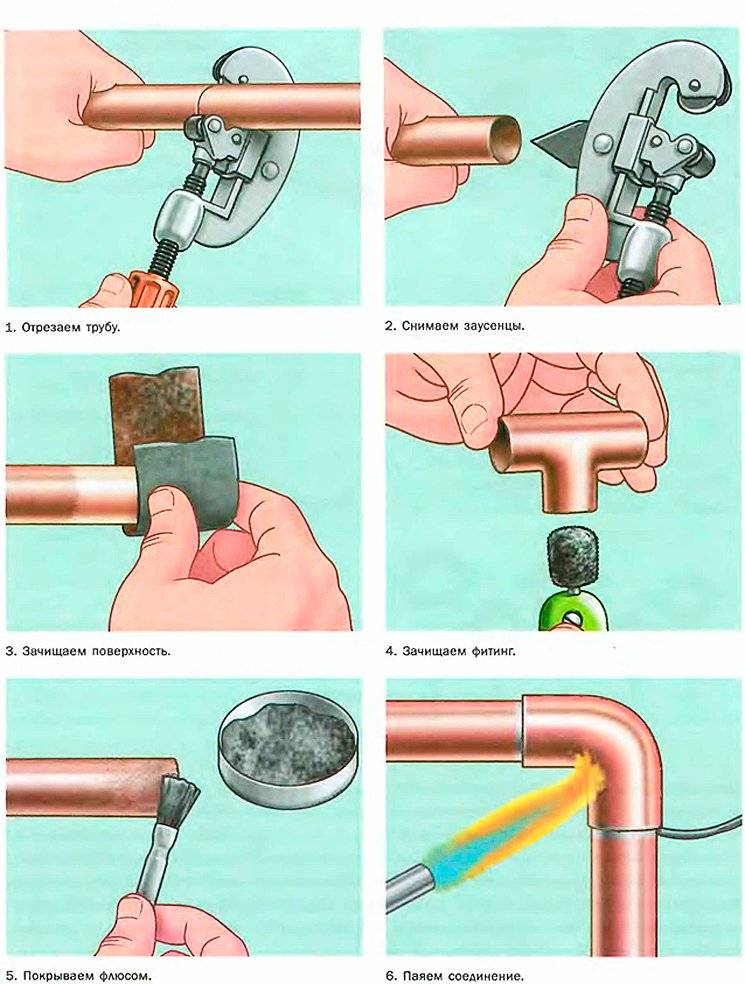
Для отрезания трубы пользуются труборезами различных размеров. У образцов покрупнее большой радиус разворота, ими неудобно пользоваться в труднодоступных местах, поэтому если есть необходимость отрезать участок на готовом смонтированном водопроводе, используют маленький труборез. Отрезать трубу можно ножовкой по металлу или болгаркой с тонким диском, но более качественный срез получится только при помощи трубореза.
После того как труба отрезана, зачищают заусеницы. Это нужно для того, чтобы не было завихрения потока жидкости в системе. Когда нет препятствий, водопровод не испытывает нагрузок и работает как часы.
Перед тем как сварить медь, концы трубы полируют мелкозернистой шкуркой, которую можно приобрести в хозяйственных магазинах. Зачищают обе поверхности, готовящиеся к пайке.Иногда для этих целей используют маленькие щеточки-ершики диаметр которых Ø 22 мм, они подходят почти ко всем трубам. Для зачистки ножка ершика вставляется в шуруповерт или дрель, при помощи которых процесс осуществляется быстрее и качественнее.
На зачищенную отглаженную наружную поверхность наносят флюс – состав, препятствующий процессу окисления меди.
Флюс можно использовать различных производителей, например, Sanha
Иные варианты пайки: работа с медными трубами и различными металлами
Пайка медных труб требует некоторого опыта подобной работы. Поэтому, если домашний мастер впервые берётся за подобную работу, стоит предварительно потренироваться, чтобы не переделывать несколько раз уже готовую магистраль водоснабжения или отопления. Пайку медных трубок можно производить как твёрдым припоем (при помощи газовой горелки), так и мягкими сплавами. Во втором случае для медных труб уместно использовать молоточный паяльник большой мощности.
 ФОТО: m-chel.ruАккуратная и качественная пайка – залог долговечности соединения
ФОТО: m-chel.ruАккуратная и качественная пайка – залог долговечности соединения
Нюансы пайки медных труб: как всё сделать правильно
В качестве флюса для пайки медных труб лучше всего использовать канифоль. Она наносится ровным слоем на внешние поверхности трубы, после чего на неё насаживается фитинг. С обратной его стороны насаживается вторая часть магистрали. Далее фитинг разогревается при помощи газовой горелки и по швам «укладывается» припой. Под воздействием высокой температуры он плавится, заполняя шов и создавая качественное герметичное соединение.
 ФОТО: poliasmet.ruИногда приходится обходиться без фитингов
ФОТО: poliasmet.ruИногда приходится обходиться без фитингов
Пайка медных труб своими руками не слишком сложна, однако эта работа требует внимательности и аккуратности. Конечно, на словах не всё можно объяснить доходчиво, поэтому предлагаем вниманию Уважаемого читателя видео, как паять медь газовой горелкой, из которого всё станет более понятно.
 Watch this video on YouTube
Watch this video on YouTube
Разобравшись с вопросом, как спаять медные трубки в домашних условиях, можно переходить к следующей проблеме, а именно к пайке неидентичных металлов (медь с алюминием, железом или нержавеющей сталью).
Как спаять медный провод с алюминиевым
Пайка алюминия с медью – довольно сложный процесс. Нужно отметить, что для алюминия вряд ли подойдёт тот же припой, что и для меди, как и наоборот. Намного проще совместить эти металлы, используя стальную муфту. Хотя на сегодняшний день производитель и предлагает специальные припои и флюсы для подобных целей, стоимость их значительна, что приводит к нерентабельности подобных работ.

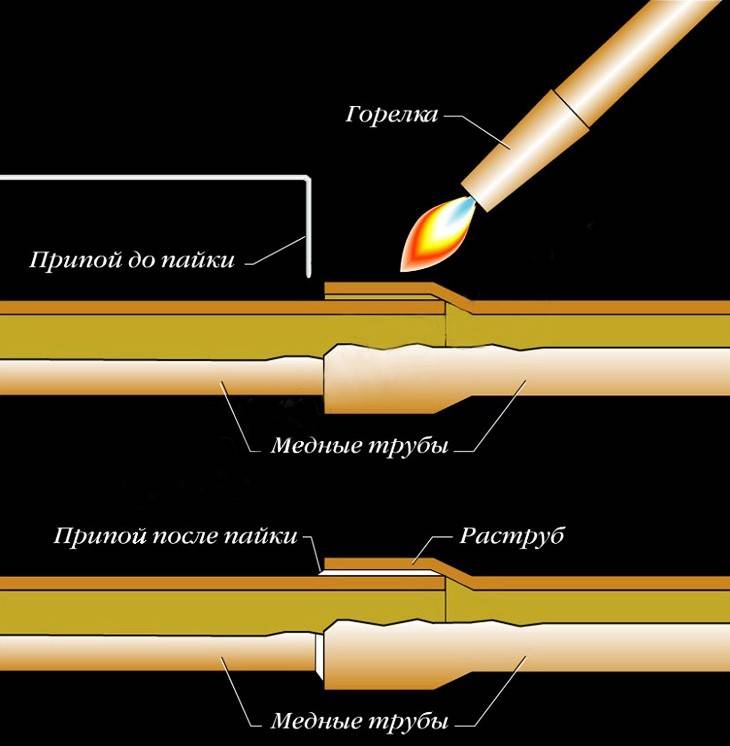
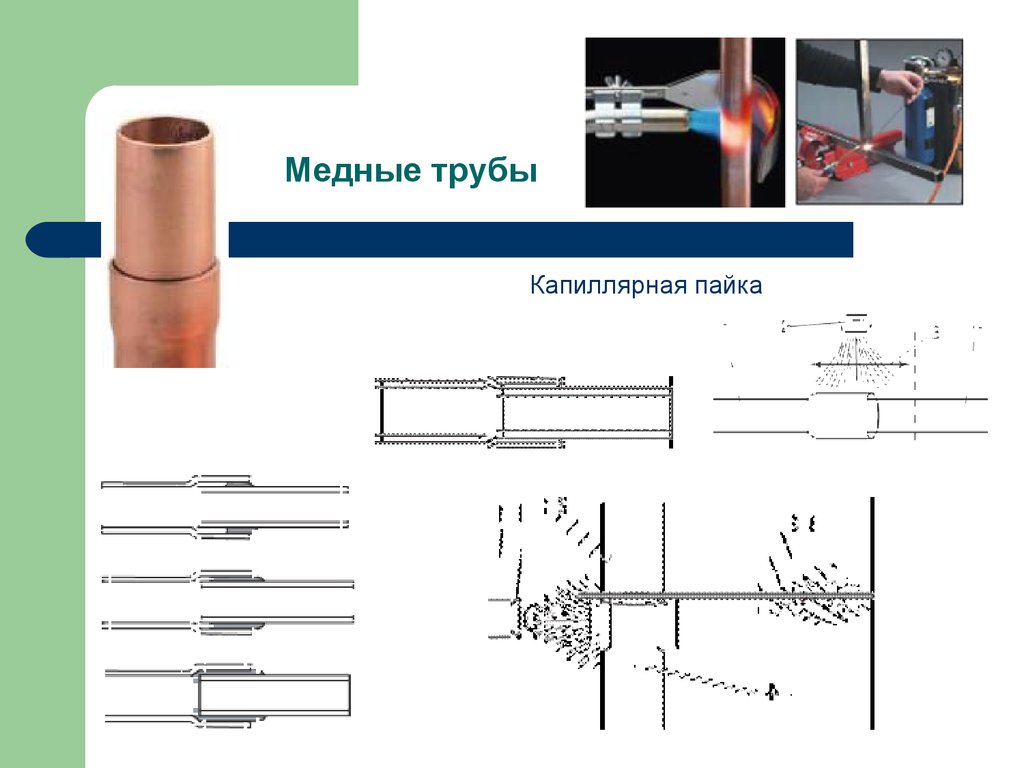
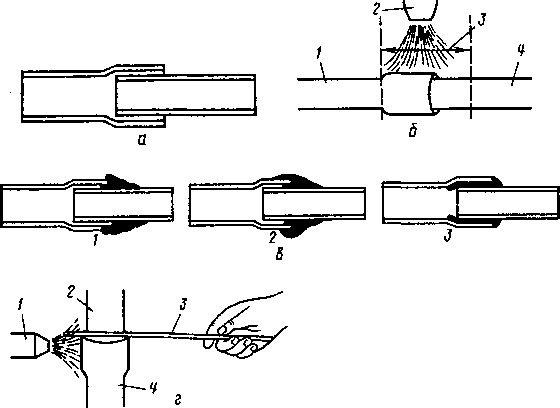
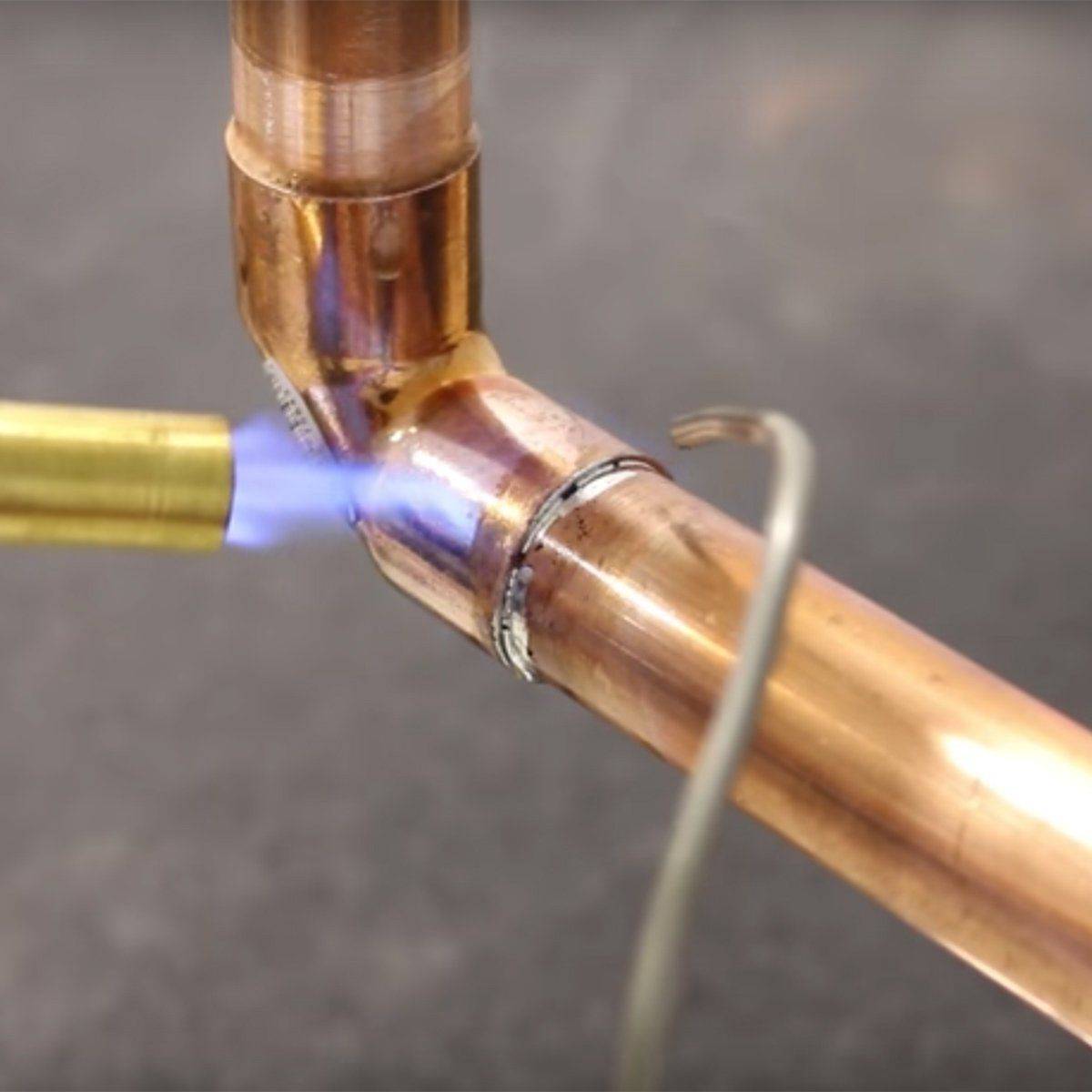

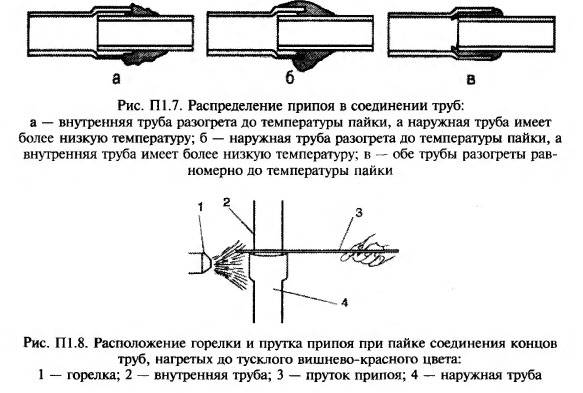


 ФОТО: kak-eto-sdelat.infoСпаивать медь и алюминий достаточно сложно
ФОТО: kak-eto-sdelat.infoСпаивать медь и алюминий достаточно сложно
Вся проблема заключается в конфликтности меди и алюминия. У них разная тугоплавкость, плотность. К тому же алюминий при взаимодействии с медью начинает сильно окисляться. Особенно этот процесс ускоряется при прохождении через соединение электрического тока. Поэтому при необходимости соединения медного и алюминиевого провода лучше всего использовать самозажимные клеммники «WAGO», внутри которых находится контактная паста «Алю Плюс». Именно она снимает окисел с алюминия, предотвращает его последующее появление и способствует нормальному контакту с медными жилами.
Разобравшись, как спаять медь с алюминием, можно переходить к более твёрдым металлам.
 ФОТО: mastergrad.comИногда без подобного соединения не обойтись
ФОТО: mastergrad.comИногда без подобного соединения не обойтись
Как спаять медь и нержавеющую сталь
При пайке меди с нержавеющей сталью большую роль играет даже не сам материал припоя, а используемый инструмент, хотя и от расходников многое зависит. Наиболее приемлемые материалы в данном случае это:
- медно-фосфорный припой;
- оловянно-серебрянный (Castolin 157);
- радиотехнический.
Некоторые мастера утверждают, что при правильном подходе к работе, подойдёт даже самый обычный припой на основе олова и свинца. Главное – это обязательное использование флюса (бура, паяльная кислота), основательный прогрев и лишь после этого пайка (нанесение припоя).
 ФОТО: cusi3.ruСложная пайка меди и нержавеющей стали
ФОТО: cusi3.ruСложная пайка меди и нержавеющей стали
Подобные соединения встречаются редко, а потому специализированные припои для подобных целей имеют довольно высокую стоимость.
Пайка меди с железом – возможно ли это
Подобный вариант возможен, но при соблюдении некоторых условий. К примеру, в качестве нагревателя простая пропановая горелка уже не подойдёт. Необходимо использовать пропан с кислородом. В качестве флюса нужно использовать буру, а вот припоем выступит латунь. Только в этом случае можно надеяться на нормальный результат. Купить припой для пайки меди с железом или нержавейкой несложно. Главное – это понять, будут ли оправданны излишние затраты.
 ФОТО: svarkavol.ruСпайка медной и железной трубки также возможна
ФОТО: svarkavol.ruСпайка медной и железной трубки также возможна
А сейчас предлагаем посмотреть на то, насколько аккуратно домашние мастера могут выполнять работу по спайке труб магистралей различного назначения.
1 из 5
 ФОТО: market.sakh.com
ФОТО: market.sakh.com ФОТО: market.sakh.com
ФОТО: market.sakh.com ФОТО: solarschool.dk
ФОТО: solarschool.dk ФОТО: laketravisplumber.com
ФОТО: laketravisplumber.com ФОТО: reicheltplumbing.com
ФОТО: reicheltplumbing.com
Общий алгоритм действий
Чтобы правильно спаять медные трубки своими руками, нужно соблюдать технологическую последовательность работ.
Отрез нужной длины
На этом этапе выполняют следующие действия:
- Устанавливают трубу между лезвием и роликом трубореза. Вращают инструмент вокруг детали. После каждого оборота регулировочный винт слегка затягивают. При использовании трубореза диаметр элемента может уменьшиться. Исключить деформацию можно, заменив приспособление ножовкой.
- Удаляют заусенцы. Зачищают внутренние поверхности, обрабатывают обезжиривающим средством.
- Нарезают следующую деталь. С помощью расширителя и молотка увеличивают диаметр раструба. Проверяют плотность вхождения элементов друг в друга. Величина монтажного зазора должна соответствовать норме.

Использование флюса
Чтобы заварить медные трубы для водопровода, нужно нанести паяльную кислоту равномерным слоем. Для этого используют кисть, распределяя средство по внешней поверхности элемента меньшего диаметра
Операцию выполняют осторожно, стараясь набирать небольшое количество состава. Излишков на поверхности присутствовать не должно
Соединение деталей
После нанесения флюса элементы сопоставляют. Это делают быстро, исключая попадание загрязнений на обработанные поверхности. При работе с фитингом выполняют полное соединение его компонентов. Для этого гайки проворачивают до упора.
Детали в процессе принимают правильное положение, кислотный состав распределяется по технологическому зазору.

Как соединить медные изделия?
- Отрезается, как и в предыдущем варианте, нужный отрезок изделия;
- Внешняя и внутренняя часть очищается от загрязнений посредством специального ерша или губки для меди;
- Труба вставляется в капиллярный фитинг до предела, наносится флюс, излишки которого можно удалить чистой тканью;
- Соединение нагревается посредством газовой горелки или специального строительного фена, наносится припой. Припой должен расплавиться и равномерно заполнить монтажный зазор;
- Ждем естественного остывания припоя. Остатки флюса убираются при помощи влажной и чистой ткани.
Теперь вы знаете, как соединить медные трубы несколькими способами. Если что-то в монтаже медных изделий кажется вам неясным, вы всегда можете изучить обучающее видео. В принципе, работа эта достаточно проста и ее можно выполнить самостоятельно, не прибегая к услугам профессионалов.
Что такое пайка, и зачем она
Все очень просто: пайка медных изделий нужна там, где они применяются – в водопроводных системах и системах охлаждения воздуха – современных кондиционерах. Ее применяют для монтажа или ремонтных работ медных деталей и заготовок.
Эта технология вполне по силам домашним любителям, а результат характеризуется исключительной надежностью и удивительной долговечностью.
Скрывать не будем, стоимость медных изделий не самая низкая, но все затраты полностью окупаются. Из них можно соорудить и отопительную систему, и водопроводную, и охлаждающую: все, где нужны крепкие трубы.
Устройство газовой горелки.
Вещи из меди, конечно, можно варить. Но самым оптимальным методом их соединения давно является пайка. Суть процесса простая, как хозяйственное мыло: заготовки скрепляются за счет специального расплавленного наполнителя, который называется припоем.
Плавят припой посредством высокой температуры. После того, как стык заполняется припоем, он начинает быстро остывать, формируя тем самым крепкое соединение с герметичными свойствами.
Еще одним значительным преимуществом данного способа соединения является возможность несложного разъединения деталей, если таковое понадобится по каким-либо причинам. Чтобы сделать это, нужно всего лишь снова нагреть припой до температуры плавления.
Какие ошибки часто допускают
Несмотря на то что весь процесс пайки состоит из простых действий, начинающие мастера могут допускать следующие ошибки:
- Формирование дефектов на поверхностях спаиваемых труб. Выступы могут появиться при нарезке элементов. Они снижают прочность шва, способствуя появлению течи.
- Загрязнение соединяемых участков. После нарезки нельзя пропускать процедуру обезжиривания.
- Неправильный выбор ширины технологического зазора. При сечении труб 60-108 мм расстояние должно составлять 0,7-5 мм.
- Недостаточный прогрев металла. В таком случае присадочный материал не может прочно сцепляться с основанием. Шов быстро разрушается даже при минимальных нагрузках.
- Неравномерное распределение флюса. На поверхностях остаются следы окиси, снижающие прочность шва.
- Перегрев обрабатываемого участка. Способствует испарению паяльной кислоты, появлению окалины.
- Смещение деталей при неостывшем соединении. Перед проверкой качества работы убеждаются в охлаждении трубы. В противном случае шов деформируется.
- Несоблюдение правил безопасности. Отказ от использования средств защиты кожи, органов дыхания и глаз приводит к получению травм.
Начинающему мастеру рекомендуется выполнять работы под руководством профессионала.
3 Как паять медные трубы?
Схема выполнения работ по монтажу трубопровода из медных изделий очень проста:
Используя труборез, отрезаем трубу (ее следует располагать перпендикулярно к приспособлению для резки с целью получения максимально ровного края) необходимой нам длины.
Щеткой со стальными щетинками удаляем заусеницы с трубы, а ершиком выполняем зачистку ее поверхностей
Обратите внимание – категорически запрещается выполнять указанные работы с помощью наждачной мелкозернистой шкурки, так как небольшие ее частички останутся на медной поверхности и снизят уровень адгезии.
Расширяем до требуемого сечения второй кусок трубного изделия таким образом, чтобы оба отрезка свободно входили друг в друга (при этом должен остаться и небольшой зазор).
Очищаем (все теми же приспособлениями) от грязи и заусенцев край расширенного изделия.
На трубу меньшего сечения наносим флюс и распределяем его кисточкой по поверхности. Нельзя наносить чересчур много флюса (либо неравномерно распределять его), так как по нему при нагреве припой может попасть внутрь трубопровода и сформировать там застывшие капли, которые во время эксплуатации системы будут вызывать шумы при перемещении воды.

После этого можно соединять трубы (вставлять их одна в одну). При этом во избежание приставания припоя к трубе нужно убрать влажной тряпкой излишки флюса. Следующие этап процедуры – прогрев полученного соединения. Операцию нагрева стыка прекращают в том момент, когда флюс становится серебристым.
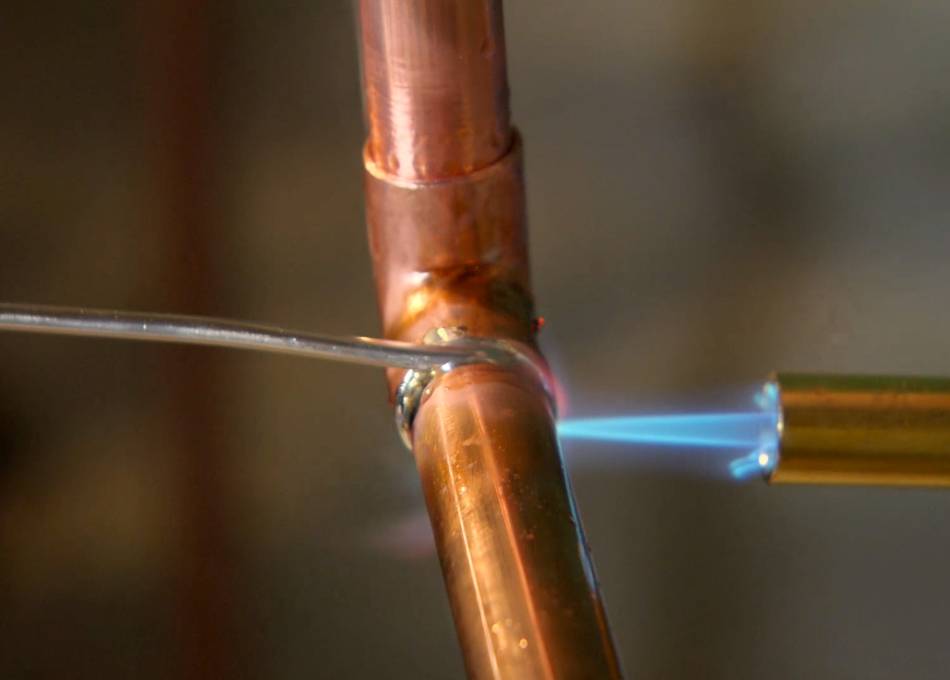
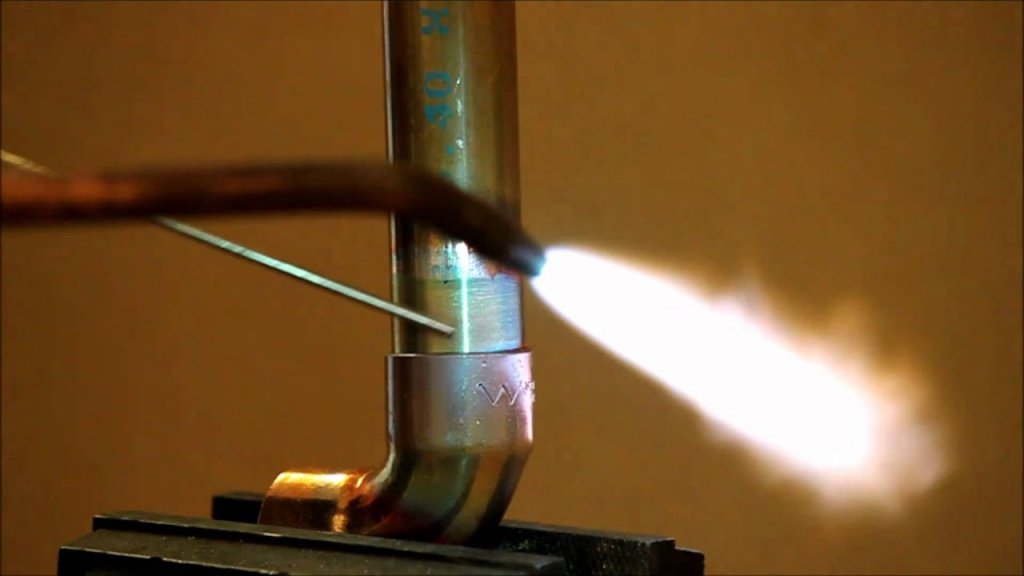
Далее к стыку подносят припой, который плавится от разогретого материала трубы (всем известна высокая теплопроводность меди) без тепла от горелки. Припой за счет капиллярного явления проникает между соединяемыми элементами. Пайку заканчивают при появлении капелек припоя на поверхности трубного изделия.

После этого место соединения труб должно остыть. Во время остывания нельзя оказывать механическое воздействие на систему, а также пытаться ускорить процесс подачей холодного воздуха. Остывший стык на последней стадии пайки вытирают тряпкой, смоченной в воде. Это обеспечит аккуратный внешний вид трубопровода, на котором не будет остатков припоя и флюса.
Технология пайки медных труб
Пайка труб из меди включает в себя следующие этапы работы:
- обрезка посредством трубореза;
- обработка краев трубы фаскоснимателем;
- подбор фитингов или обработка края второй трубы специальным расширителем;
- примерка расположения деталей и проверка зазоров;
- нанесение флюса в минимальном количестве. При применении метода высокотемпературной пайки «медь-медь» и самофлюсующегося припоя он не нужен;
- нагрейте равномерно соединения до температуры, подходящей для плавки припоя с помощью термофена или специальной горелки;
- нанесите припой на место зазора, нельзя его плавить на открытом огне, а только от нагретой трубы;
- удалите остатки флюса при помощи ветоши или промывки водой.
Помните, что трубы греются и плавится флюс очень быстро, поэтому не перегрейте место соединения. В целом процесс соединения деталей должен занимать порядка 5 минут.
Если вы паяете слишком близко расположенные друг к другу соединения, то уже запаянные участки нужно охладить мокрой тряпкой. В противном же случае первое соединение может разойтись в процессе пайки следующего.
Пайка труб из других металлов, в частности, стали, отличается от соединения медных труб. Так, для нее нужно применять совершенно другое оборудование и материалы, также отличается и сама технология работы.






Флюс
Для большинства вида припоев необходима предварительная обработка труб специальным составом, который носит название флюс.
Флюс выпускается:
в жидком виде;
Составы для пайки в жидком виде
в виде пасты.
Состав для пайки в виде пасты
Приоритетней и удобней использовать флюс, изготовленный в виде пасты, так как более твердый состав способствует равномерному нанесению и не растекается по поверхности трубы.
Флюс позволяет:
- произвести дополнительную очистку труб от окислов;
- более равномерно распределить припой в процессе пайки;
- защитить место соединения от коррозии и образования окислов.
Ход работ во время спаивания
Рассмотрим работы в следующей последовательности:
- Для начала обрежем трубопровод с помощью специальной резьбы;
- Края разреза обрабатываем фаскоснимателем;
- Обрабатываем разрез другой трубы расширителем для труб;
- Проводим проверку на зазоры и пролеты;
- Теперь наносим на деталь небольшое количество пасты.
- Нагреваем место соединения так, чтобы тепло распределилось равномерно и приблизилось к норме, которая вам необходима. Для этого нужно использовать специальную горелку для спаивания труб из медного сплава;
- Припаиваем соединение в местах зазоров. Припой должен плавиться и растекаться только от горячей трубы, но никак от открытого огня;
- Лишнюю пасту на соединении мы удаляем с помощью протирания влажной тряпкой либо водой.
Возьмите на заметку!
При нагревании трубы процесс плавления пасты происходит за очень короткий промежуток времени, поэтому очень важно следить за местом пайки, чтобы избежать перегрева. В целом процесс нагрева должен составлять не более 5 минут.
Если детали во время соединения находятся очень близко друг к другу, то этот участок необходимо немного охладить, применив мокрую тряпку
Если этого не сделать, то первое соединение может просто поломаться.
Просим заметить, что при плавлении труб из стального сплава отличается во многом от медных труб по устройствам обработки и также в последовательности и системе работ.
Недочеты, которые не следует допускать во время пайки:
- Не прогревайте место соединений очень слабо, потому, что плавление в таком случаем, может не произойти и в течение службы трубопроводов при малейшем давлении труба может легко обломаться;
- Если температуру плавления сделать больше нормы, то это приведет к тому, что паста сгорит и начнутся образования окисей, что в дальнейшем приведет к разрушению трубопровода в месте соединения;
Если работы проводит опытный и квалифицированный мастер, то он уж точно знает при какой температуре и в какой последовательности нужно проводить пайку труб для качественной и долгой службы.

Меры предосторожности
Стоит заметить! Перед тем как начать проводить работы данного типа следует быть аккуратными и хорошо обученными для этой процедуры. Тип этих работ всегда проводятся с взаимодействием большого градуса и различных химических соединений, которые в процессе выделяют опасный пар. Следует надевать на руки перчатки, которые защищать ваши руки от различных ожогов.
Прежде чем проверить соединение на прочность убедитесь в том, что место спаивания остыло. Имейте в виду, что детали нагреваются до очень высоких температур, следовательно, остывать они будут значительный промежуток времени.
Перед выполнением работ нужно убедиться, что помещение проветривается, если нет такой возможности, то должна быть проведена вентиляция. Также следует надевать помимо перчаток защитную спецодежду, которая защитит вас от различных опасных паров и яда. При усмотрении всех замечаний и сведений вы можете спокойно проводить работы в домашних условиях.
https://youtube.com/watch?v=aFQWzTYZP-4





