

Как научиться быстро варить инвертором
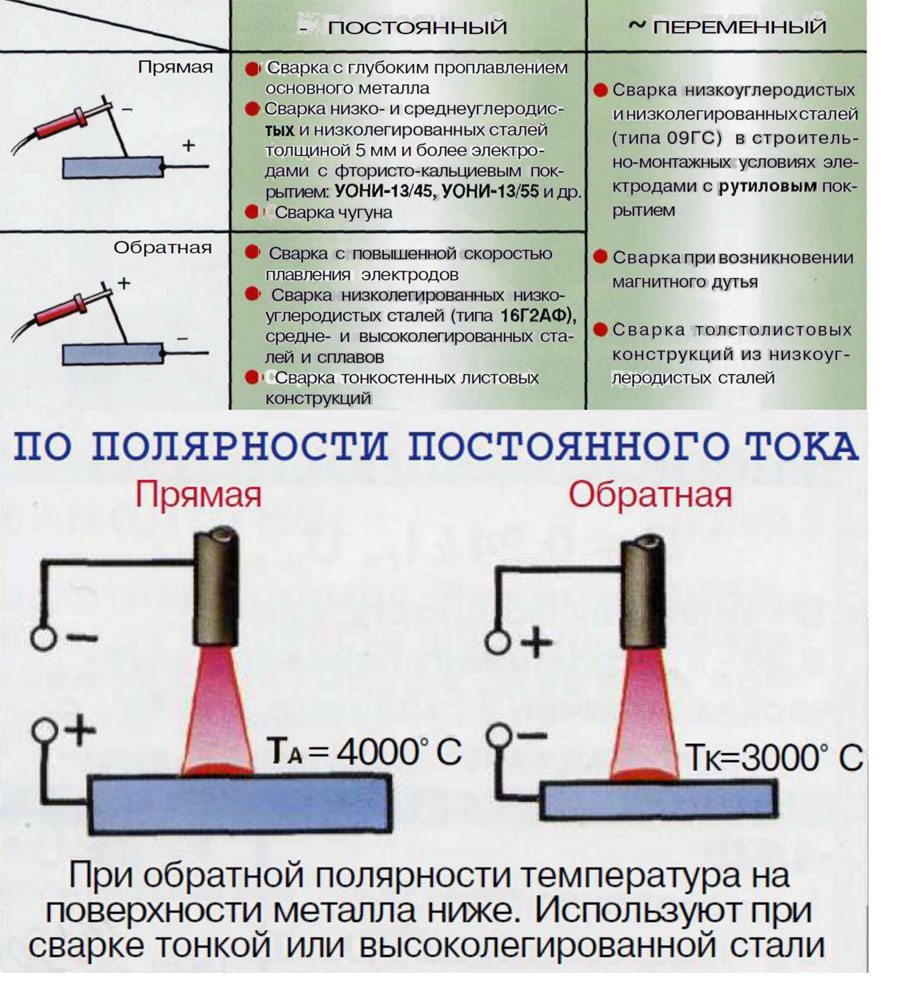
Электроды — для сварки инвертором понадобятся электроды, предназначенные для работы на постоянном токе. Но и это еще не все. Самым главным критерием выбора электродов является их толщина. Чем толще металл, тем больше по диаметру понадобятся электроды для сварки. Чтобы варить профильную трубу и не слишком тонкий металл, вполне достаточно электродов 3 мм.Сила тока на инверторе — сила тока подбирается в зависимости от диаметра электродов. Варить тонкий металл нужно на маленьком токе, в то время как для хорошего провара толстого металла необходим сварочный ток больше. Найти приблизительные параметра сварочного тока и используемых электродов можно в таблице.Подключение инвертора — если сваривается тонкий металл, то целесообразно будет подсоединить инвертор в «обратной полярности». Тонкая заготовка, это когда толщина металла менее 2 мм. Поэтому подсоедините к держателю с электродом плюсовой вывод от инвертора, а к металлу минусовой
Таким образом, большая часть тепла придётся на кончик электрода, а металл не будет прожигаться.Сварочная дуга — здесь важно усвоить несколько правил. Во-первых, нужно удерживать сварочную дугу как можно меньше
В идеале кончик электрода до поверхности металла должен располагаться на расстоянии в 2-3 мм. Чтобы зажечь дугу нужно дотронуться до металла электродом и сразу же отвести его на указанное расстояние. В таком случае дуга будет гореть как надо и не погаснет.Движение электродом — чтобы сварить свою первую заготовку, удерживайте сварочную дугу и начните делать движение электродом из стороны в сторону, немного захватывая кромки соединяемых заготовок. Дайте после сварки металлу остыть, а потом отбейте шлаковую корку молотком, чтобы оценить качество полученного шва.Как видно, научиться варить инвертором не так и сложно, как это может показаться. Тем не менее, получится далеко не у всех, и самое сложное здесь, это удерживать стабильную сварочную дугу. Поэтому рекомендуется, как следует потренироваться над этим процессом, поскольку от него зависит большая часть успеха в электросварке.
С чего начать начинающему сварщику
Вот наконец-то перед вами сварочный инвертор, маска сварщика и электроды. Это далеко не все что понадобится опытному сварщику, но начинающему вполне достаточно, чтобы начать учиться варить электросваркой.
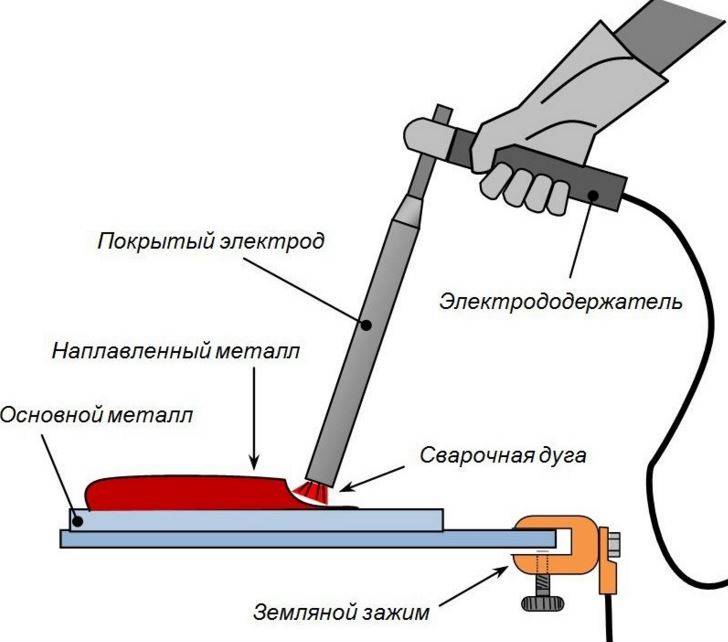
В первую очередь потребуется подсоединить два кабеля к инвертору. Один кабель с электрододержателем, а второй с клеммой массы
Куда лучше подключать какой кабель, к плюсу или минусу инвертора пока не столь важно. Про прямую и обратную полярность вы сможете узнать дальше, познавая постепенно азы сварки

Поэтому смело, подсоединяем электрододержатель к плюсу инвертора, а зажим с массой к минусовому разъёму, вставляем электрод в держатель и пробуем варить. При этом перед тем как зажечь электрод, отрегулируйте правильным образом сварочный ток на инверторе. Просто воспользуйтесь таблицей с параметрами электродов и сварочного тока (смотрите выше), после чего выберите наиболее подходящее значение.
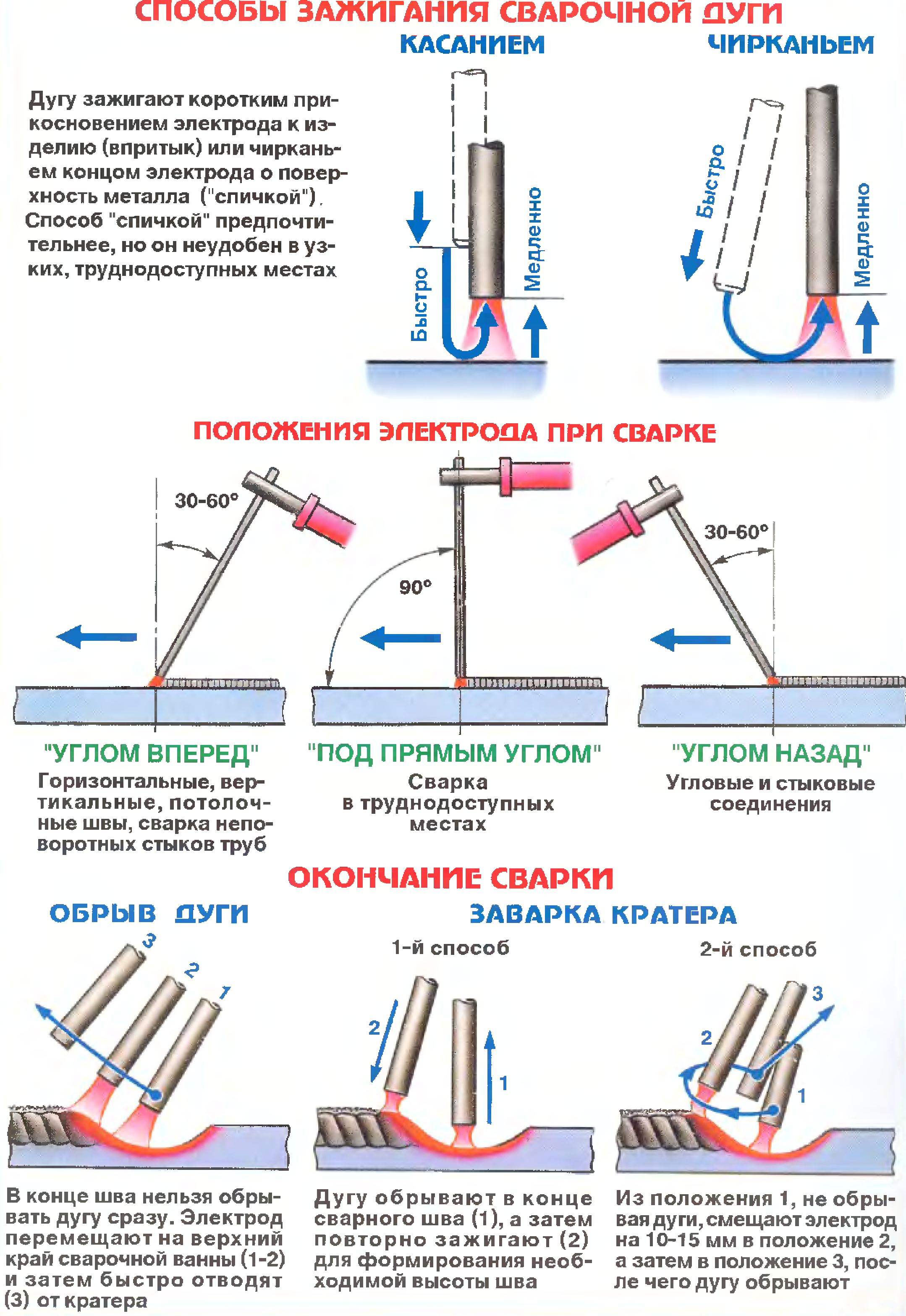
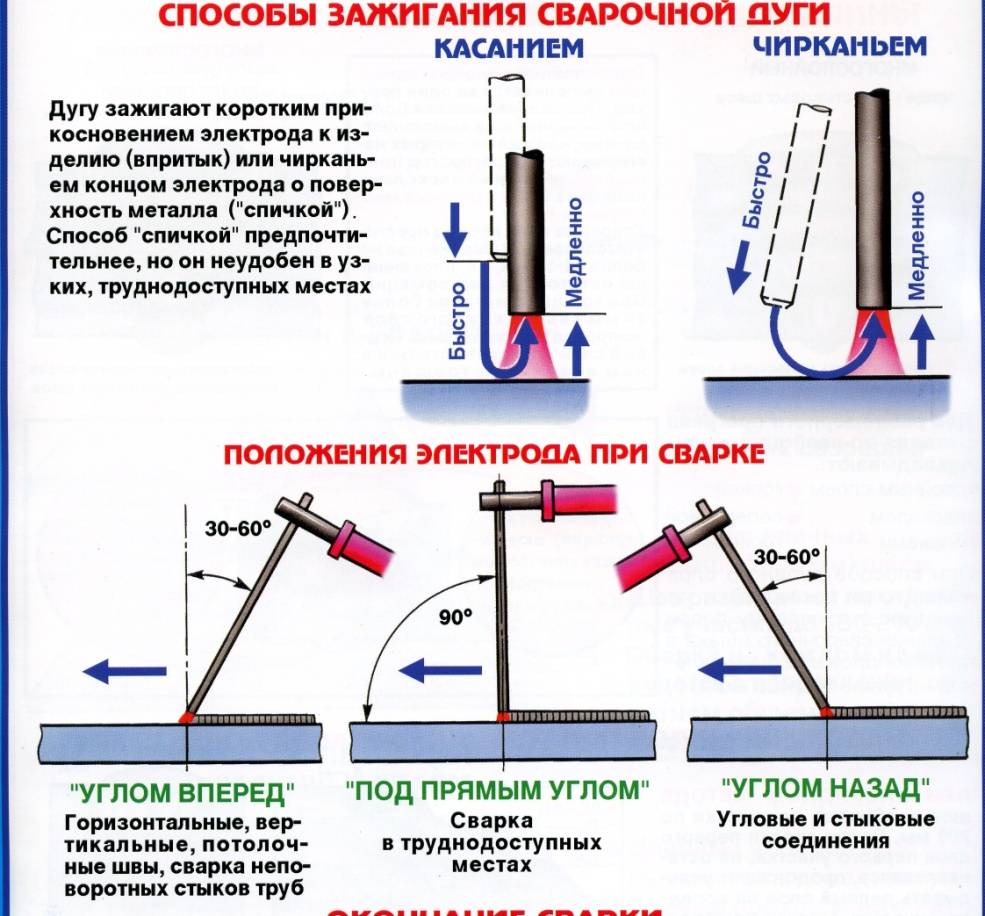
Итак, сначала нужно научиться зажигать дугу. Делается это легким постукиванием электрода о металл или небольшим движением его кончика по металлу. Для начинающих предпочтительно использовать именно второй вариант.
Слишком сильно втыкать электрод в металл не нужно, поскольку он обязательно прилипнет к поверхности. Как только сварочная дуга загорится, нужно постоянно удерживать ее в горящем состоянии пока ведётся сварка. При этом расстояние между электродом и поверхностью металла должно составлять порядка 2-3 мм (короткая дуга).

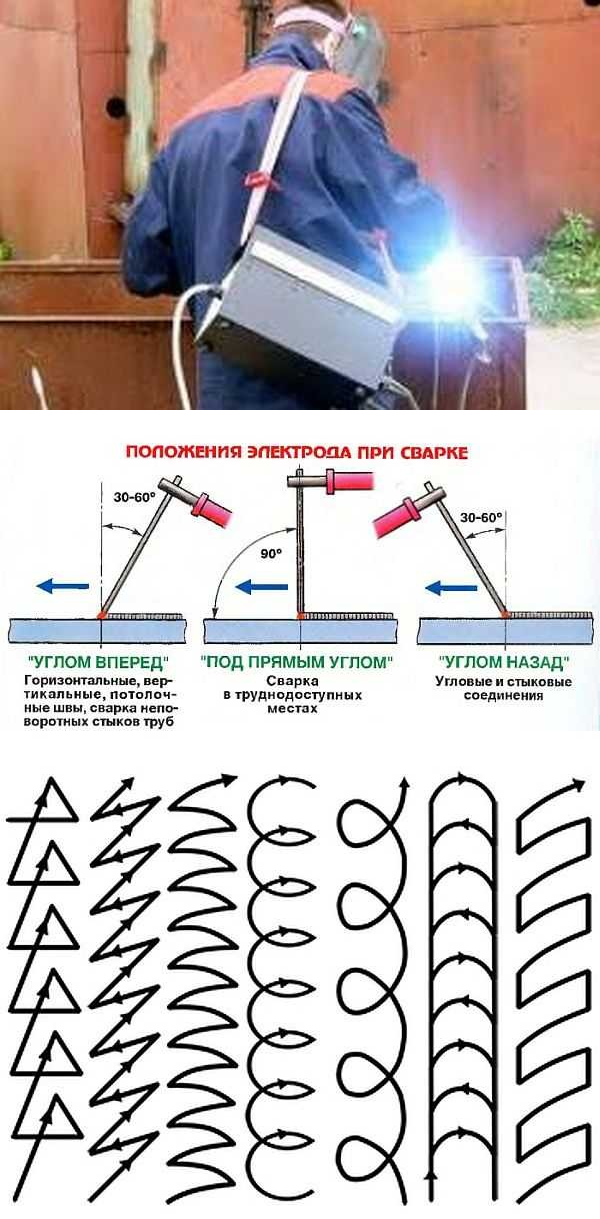
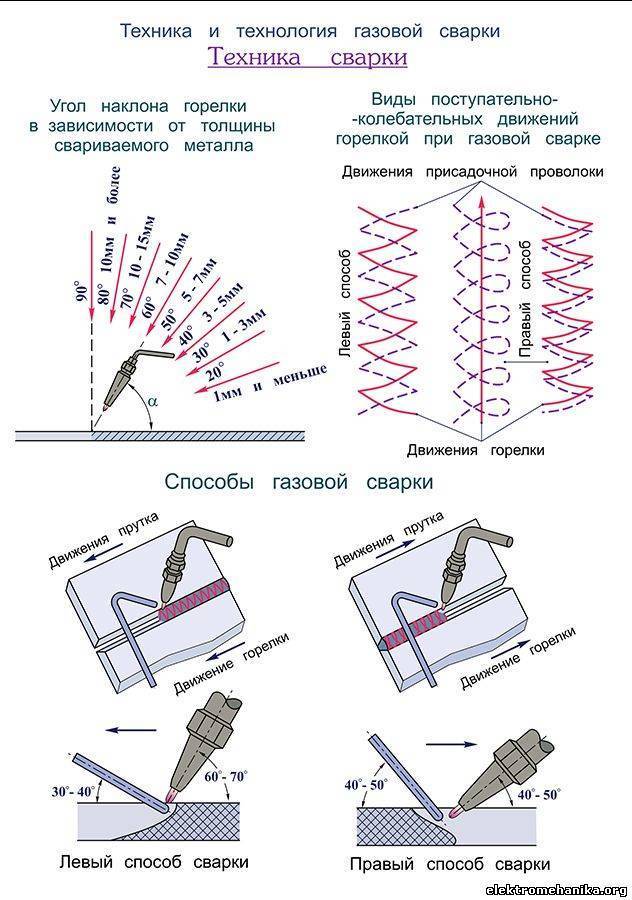
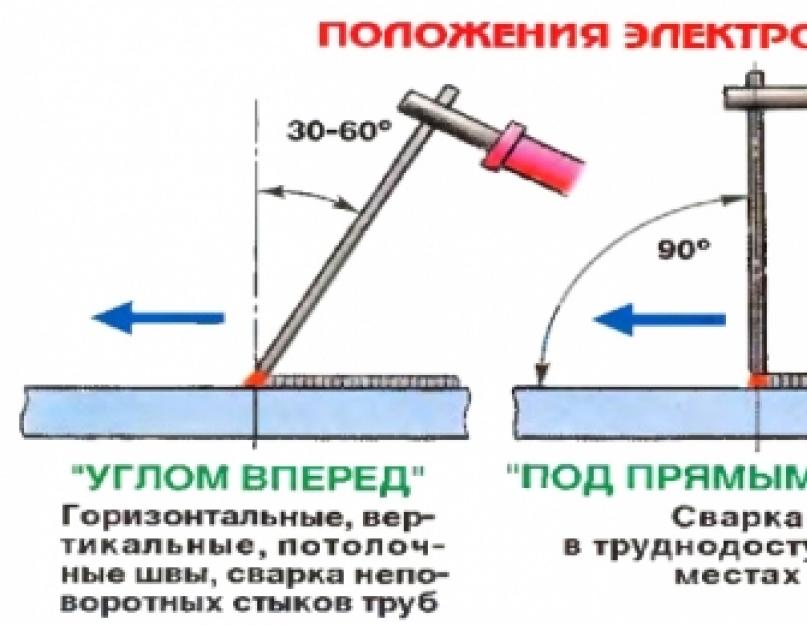
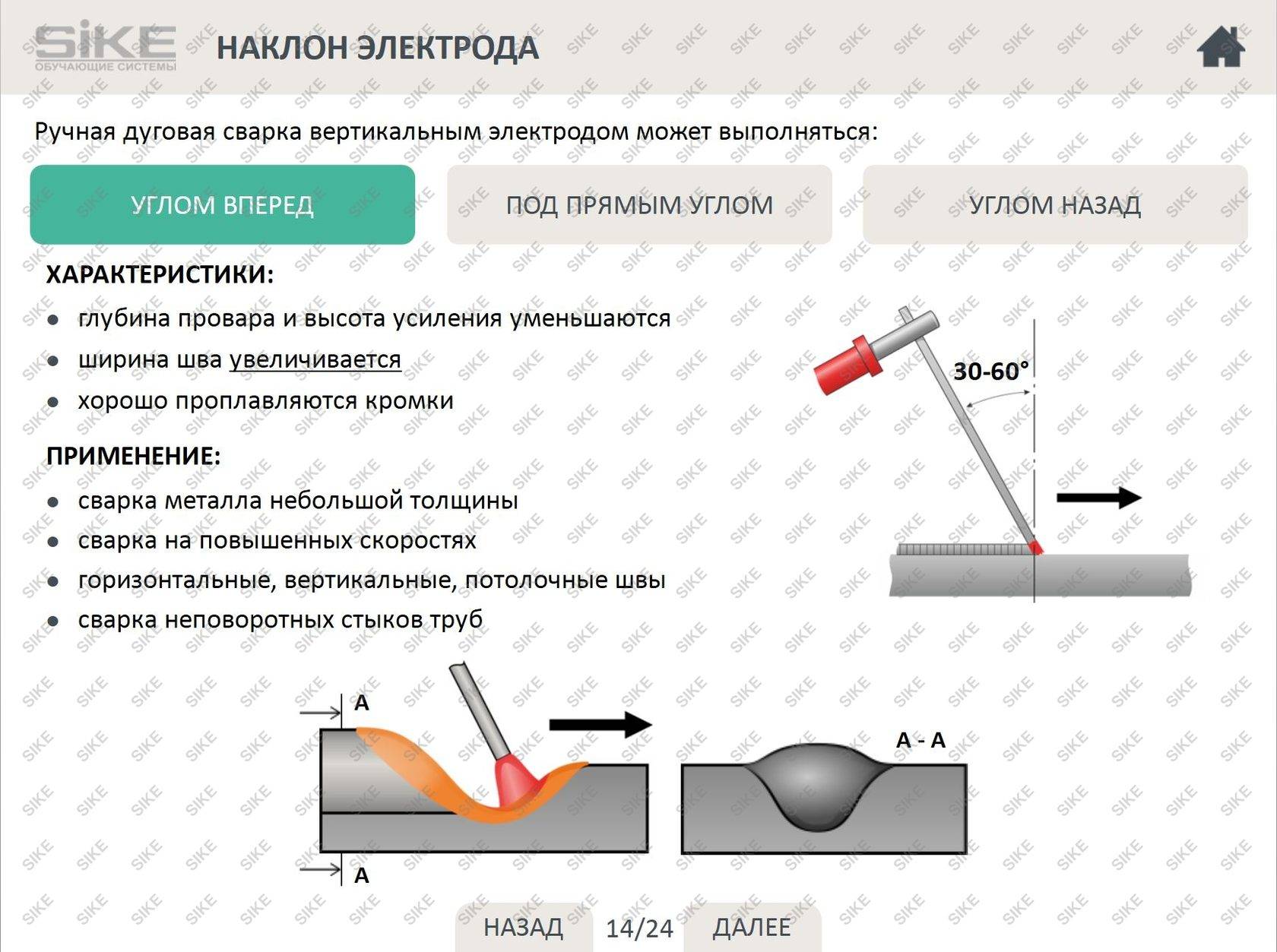
Если у вас все получилось и дуга горит, можно попытаться сварить заготовку. Для этого наклоните электрод в сторону и удерживайте его под углом в 40-60 градусов. Аккуратно начните движение электродом из стороны в сторону вдоль стыка. Вести электрод можно различными способами, но освоить всё за один раз, попросту невозможно.
Сварка без электродов
При промышленном производстве или просто при желании овладеть более прогрессивными методами прибегают к сварке с применением современного оборудования, в котором электроды не требуются. Сварка без электродов предполагает их замену на проволоку, которая дозированно поступает из применяемого оборудования. К ним относятся полуавтоматы. Они являются аналогами уже несколько устаревших, но все еще применяемых и имеющихся в продаже трансформаторов.
В полуавтоматах сварочная проволока намотана на бобину внутри аппарата. При сварке осуществляется ее непрерывная подача. Специальный механизм обеспечивает перемещение проволоки по мере ее оплавления, что дало основание назвать это устройство полуавтоматическим.
Основные ошибки
Рассмотрим основные ошибки, которые допускают новички при сварке РДС:
- Спешка. Не нужно спешить вести электрод, металл должен проплавиться, поэтому привыкните к медленным спокойным движениям.
- Неспособность отличить шлак от металла. Нередко новички думают, что заварили стык, но после отбития шлака в нем много непроваров. Дело в том, что при сварке кажется, что соединение заполнено жидким металлом — на самом деле это шлак. Жидкий металл через светофильтр выглядит белым, а шлак — красным.
- Дрожащая рука. Добиться постоянного зазора между кончиком электрода и изделием поможет опора для руки. Никогда не держите руку на весу, иначе электрод будет прилипать. Опереть руку можно на стол, колено.
- Не стоит сразу отбивать шлак. (хоть и очень хочется проверить качество соединения). Дайте ему немного остыть. Так Вы не повредите шов, а отлетевший горячий шлак, попавший на кожу, не причинит ожога.
Виды электросварки
Выделяют несколько основных направлений:
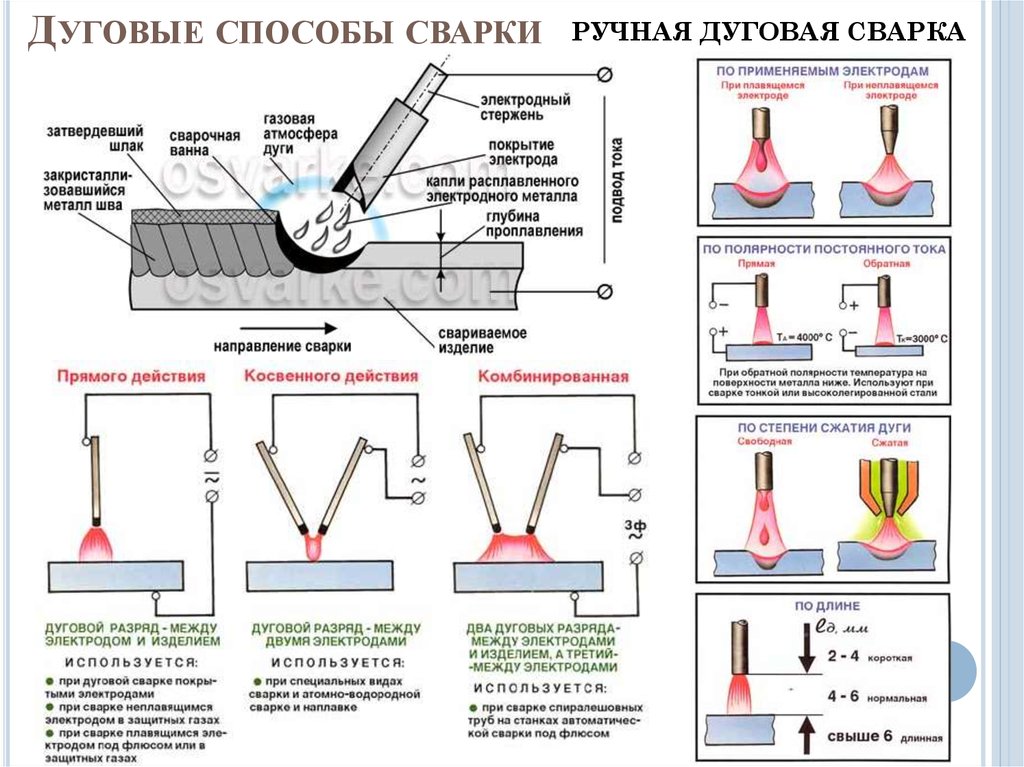
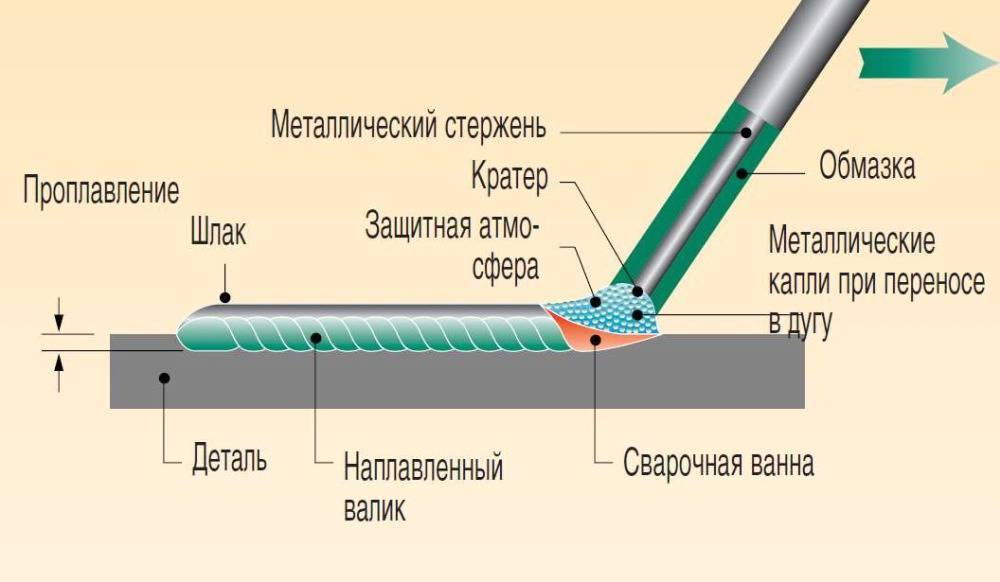
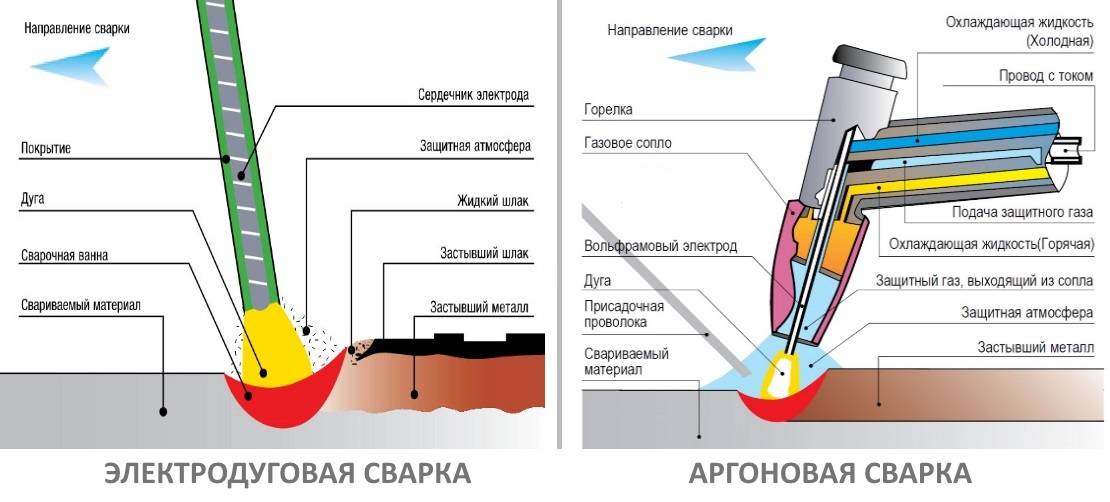
- MMA. Сварка электродом в защитной обмазке. Универсальная технология, позволяющая получить отличный шов в любых пространственных положениях. Используются простые аппараты преобразования переменного тока в постоянный, трансформаторного или инверторного типа. Сила тока зависит от толщины сплавляемого металла и используемого электрода, колеблется от 30 до 200 Ампер. Электрод — пруток металла, покрытый обмазкой. При сварке обмазка расплавляется и защищает расплав от воздуха.
- MIG. Сварка в среде защитного газа. В качестве электрода используется проволока, подаваемая в сварочную ванну с постоянной скоростью. В зону сварки через шланг подается углекислый газ или смесь газов. Они вытесняют кислород и защищают сварочный шов. Преимущества такого вида сварки — отсутствие шлака, высокое качество шва, возможность варить тонкий металл.
- TIG. Сварка цветных металлов в среде защитного газа при помощи неплавящегося электрода. Широко применяется для соединения цветных металлов и сплавов.
Есть несколько видов различных технологий, применяемых в автомобилестроении или судостроении. Они требуют особой квалификации сварщика. Навыки наплавления или ручной подачи проволоки в сварочную ванну специфичны и доступны сварщикам высших разрядов.
Критерии выбора оборудования и материалов
Перед началом любого обучения необходимо оборудовать сварочный пост домашнего умельца. В первую очередь это касается сварочных аппаратов и электродов, а затем уже переходить к азам.
Для проведения разовых работ можно арендовать сварочный аппарат у специализированных компаний, но если работы предстоит много, лучшим решением будет покупка надежного, с достаточным уровнем мощности агрегата.
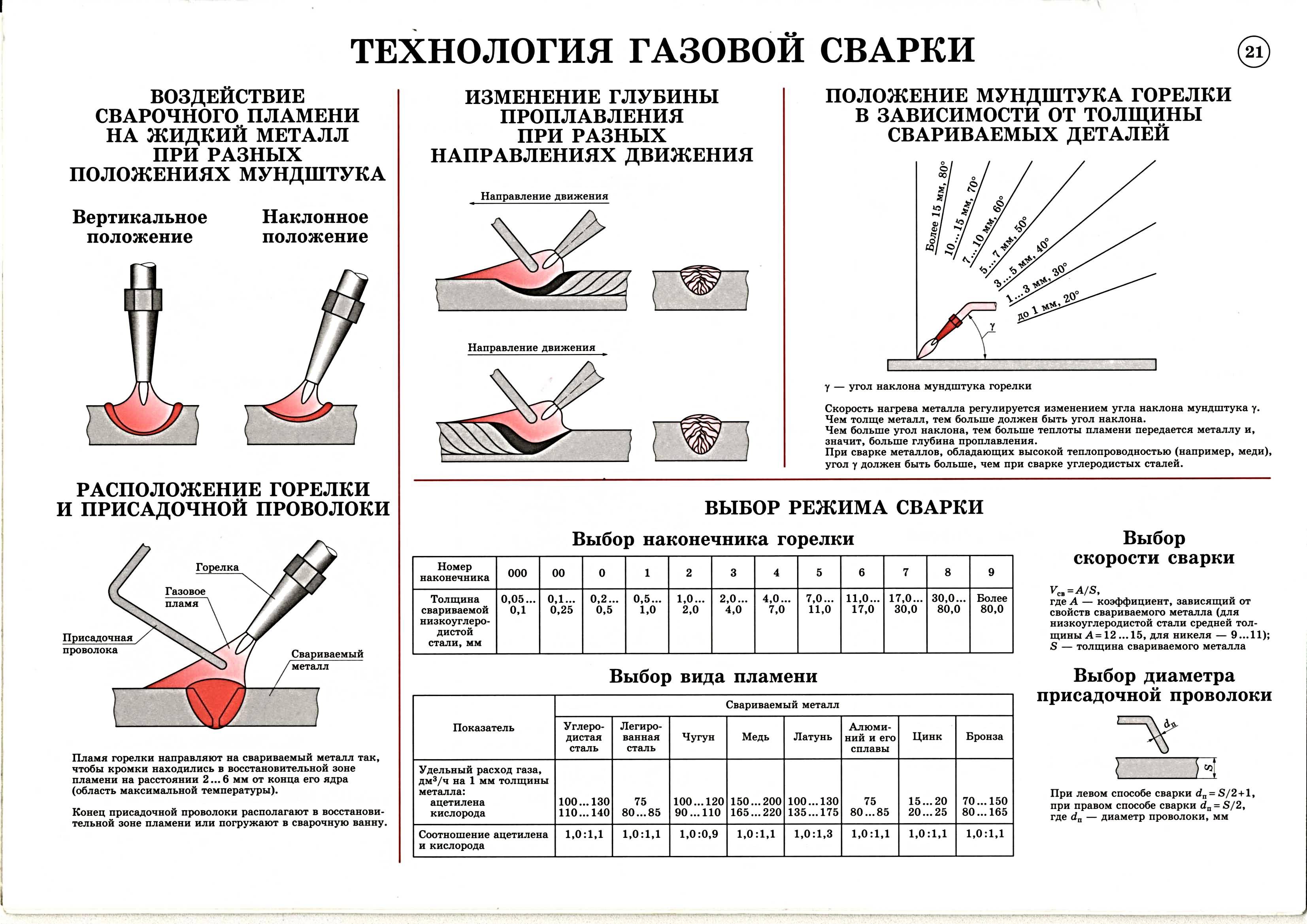
Можно выполнить сварку газом, но это более затратный способ. Для различных целей промышленностью выпускаются следующие виды оборудования:
- сварочный аппарат (трансформатор), предназначен для преобразования переменного токов в сварочный ток большой силы. Дешевые аппараты для сварки могут сильно перегреваться даже при небольших нагрузках, да и сварочный ток они выдают неравномерный с большими перепадами;
- выпрямители преобразуют переменный ток сети в постоянный. Это наиболее производительные аппараты, обладающие хорошими характеристиками, но стоят они на порядок дороже;
- современные инверторы способны преобразовывать переменный ток в постоянный, они отличаются высокими производительными характеристиками при небольших габаритах и весе. На сегодняшний день это самый доступный, надежный вид сварочного оборудования, многие сварщики пользуются ими. Это оптимальный вариант для начинающих, на котором можно отрабатывать азы работы с электродами.
Начинающим надо знать, что для электродуговой сварки применяют электроды. Информация об электродах относится к азам обучения. От качества электрода и подходящего по составу сердечника зависит успех сварки.


Изделие достаточно простое по конструкции. Это стальная проволока из различных материалов и сплавов, с нанесенной на нее специальной обмазкой (покрытием).
Покрытие предотвращает попадание в сварочную ванну нежелательных газов. Для бытового использования наиболее подходят электроды с толщиной сердечника 3 мм. Ручная сварка очень тонкого листового металла производится электродами сечением 2 мм.
Техника ручной дуговой сварки. Как правильно варить сваркой
Прежде чем приступить к практическим занятиям, хочется еще раз напомнить о технике безопасности. Никаких деревянных верстаков и горючих материалов рядом с местом работы. Обязательно поставьте на рабочем месте емкость с водой. Помните об опасности возникновения пожара.
Для того чтобы разобраться, как правильно варить сваркой, представляем вашему вниманию подробную инструкцию и видео сварочного процесса.
Сначала попробуйте зажечь дугу и удерживать ее в течение необходимого времени. Для этого следуйте нашим советам:
- При помощи металлической щетки требуется очистить поверхности свариваемых деталей от грязи и ржавчины. При необходимости их кромки подгоняют друг к другу.
- Учиться правильно варить электросваркой лучше всего прямым током, поэтому подключите «плюсовую» клемму к детали, установите в зажим электрод, а на сварочном аппарате выставьте требуемое значение силы тока.
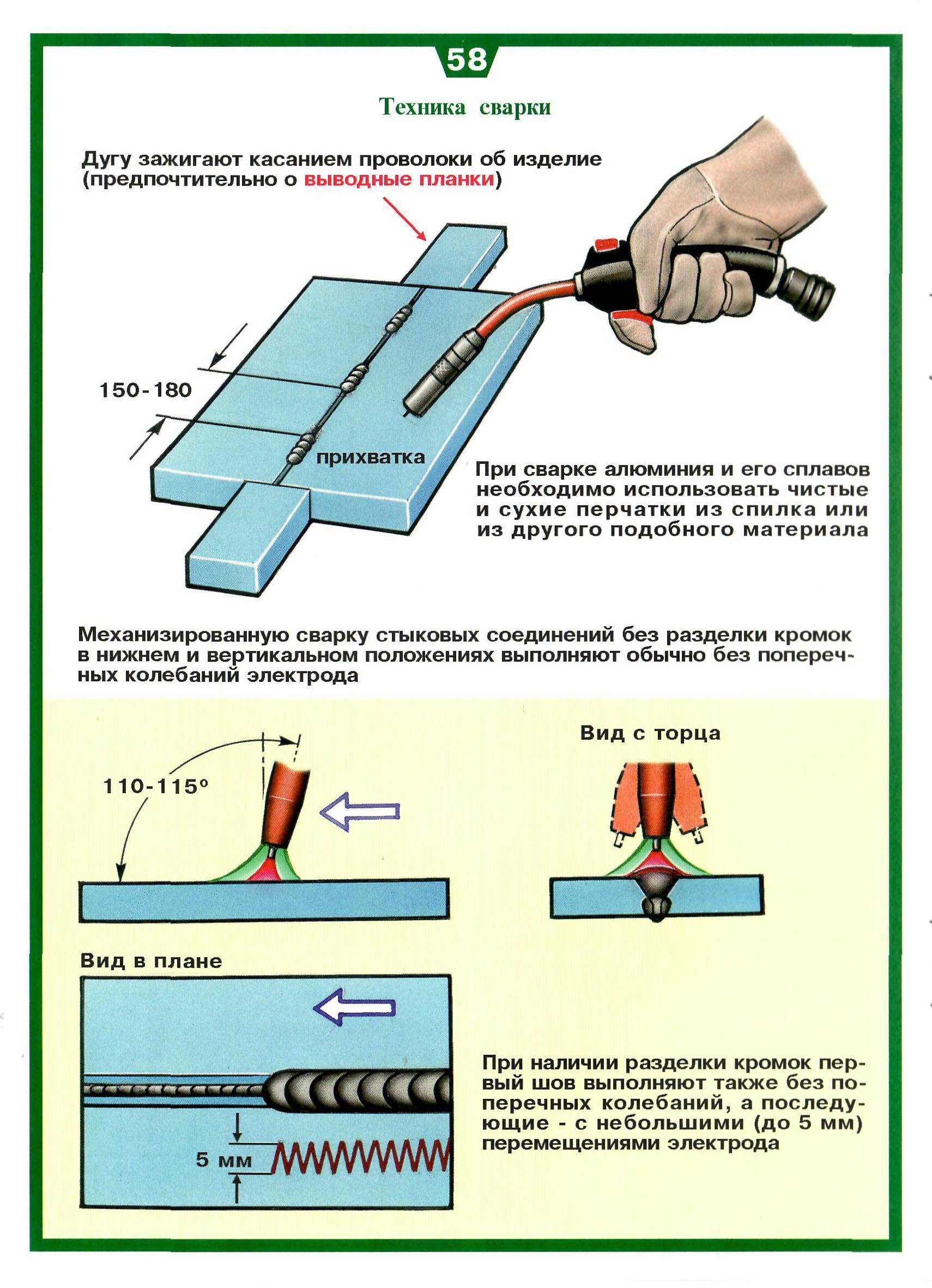
- Наклоните электрод по отношению к заготовке на угол около 60° и медленно проведите им по поверхности металла. При появлении искр поднимите край стержня на 5 мм для поджога электрической дуги. Возможно, добыть искры вам не удалось из-за слоя обмазки или шлака на краю электрода. В таком случае постучите кончиком электрода по детали, как это предлагают в видео о том, как правильно варить электросваркой. Появившуюся дугу поддерживают при помощи 5-мм сварочного зазора на протяжении всего сварочного процесса.
- Если дуга загорается очень неохотно, а электрод все время липнет к поверхности металла, увеличьте на 10-20 А силу тока. При прилипании электрода покачайте держателем из стороны в сторону, возможно даже с применением силы.
- Помните о том, что стержень все время будет выгорать, поэтому только соблюдение зазора 3-5 мм позволит держать устойчивую дугу.
https://youtube.com/watch?v=NnaJTrs2qQA
Научившись зажигать дугу, попробуйте медленно перемещать электрод по направлению «к себе», при этом совершая движения амплитудой 3-5мм из стороны в сторону. Старайтесь направлять расплав из периферии к центру сварочной ванны. Проварив шов длиной около 5 см, уберите электрод и дайте детали остыть, после чего постучите молотком по месту стыка для того, чтобы сбить шлак. Правильный шов имеет монолитную волнистую структуру без кратеров и неоднородностей.
Чистота шва напрямую зависит от размера дуги и правильного движения электрода во время сварки. Посмотрите видео о том, как варить сваркой, снятое при помощи защитных светофильтров. В таких роликах хорошо видно, как надо поддерживать дугу и перемещать электрод для получения качественного шва. Мы же можем дать следующие рекомендации:
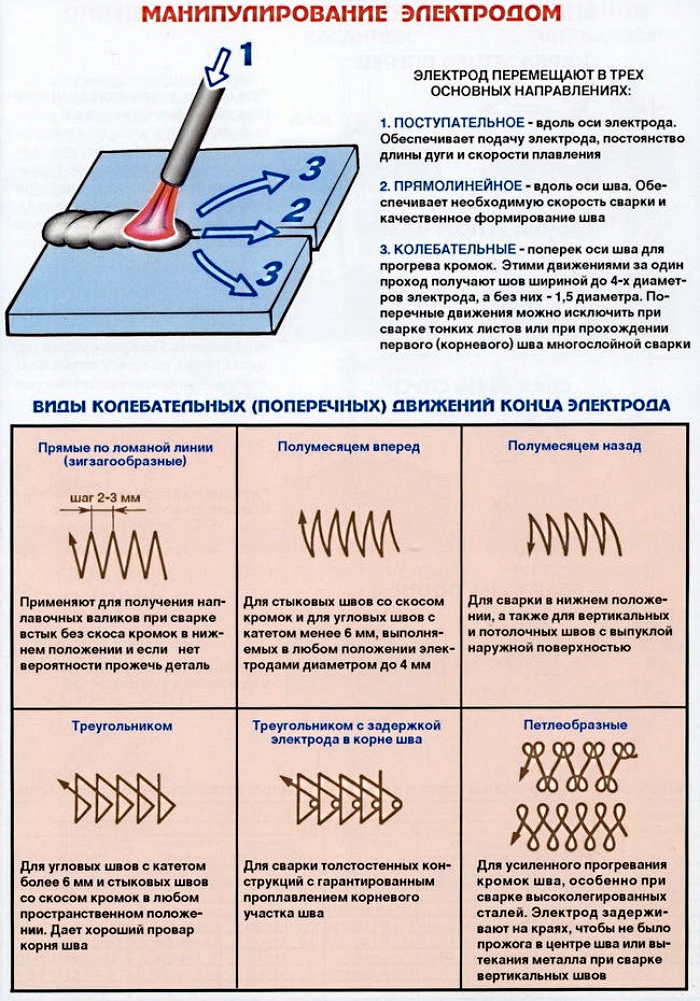
- Поступательным движением стержня вдоль оси поддерживают необходимую длину дуги. Во время плавления, длина электрода уменьшается, поэтому требуется постоянно приближать держатель со стержнем к детали, соблюдая требуемый зазор. Именно на этом делают акцент и в многочисленных видео о том, как научиться варить.
- Продольным перемещением электрода создают наплавление так называемого ниточного валика, ширина которого обычно на 2-3 мм превышает диаметр стержня, а толщина зависит от скорости перемещения и силы тока. Ниточный валик – это самый настоящий узкий сварной шов.
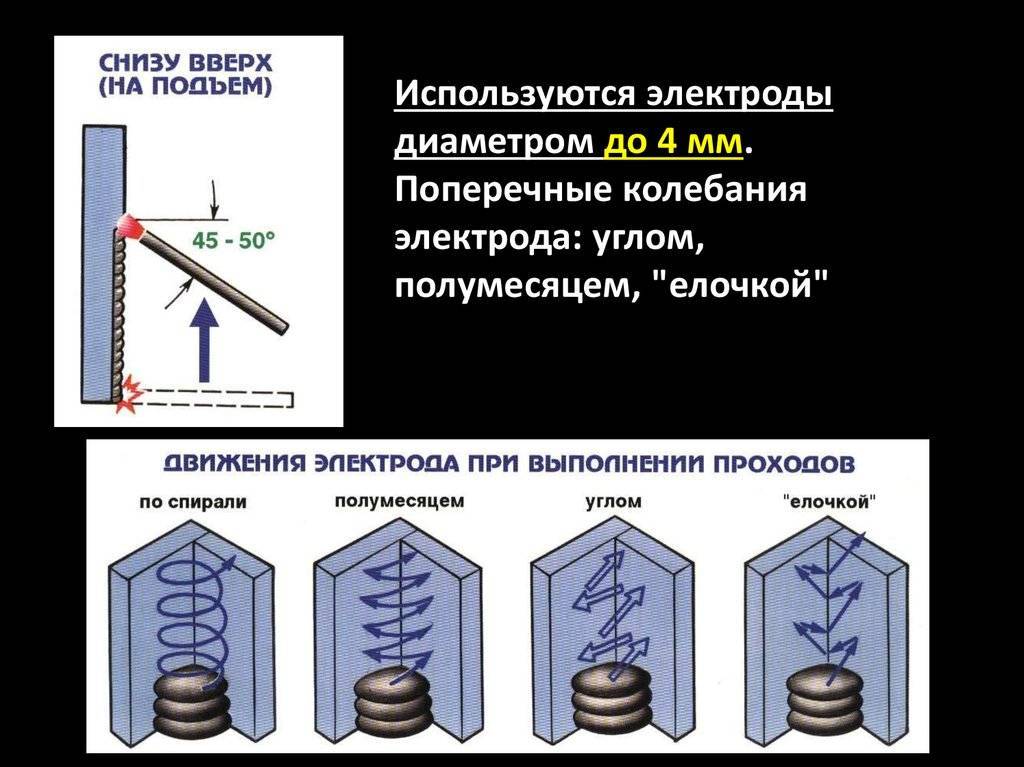
- Для увеличения ширины шва электрод перемещают поперек его линии, осуществляя колебательные возвратно-поступательные движения. От величины их амплитуды и будет зависеть, какой ширины получится сварочный шов, поэтому величину амплитуды определяют исходя из конкретных условий.
В процессе сварки используется комбинация из этих трех движений, образуя сложную траекторию.
Ознакомившись с видео, как варить электросваркой и изучив схемы таких траекторий, вы сможете разобраться, какие из них можно применить для сварки внахлест или встык, при вертикальном или потолочном расположении деталей и т.д.
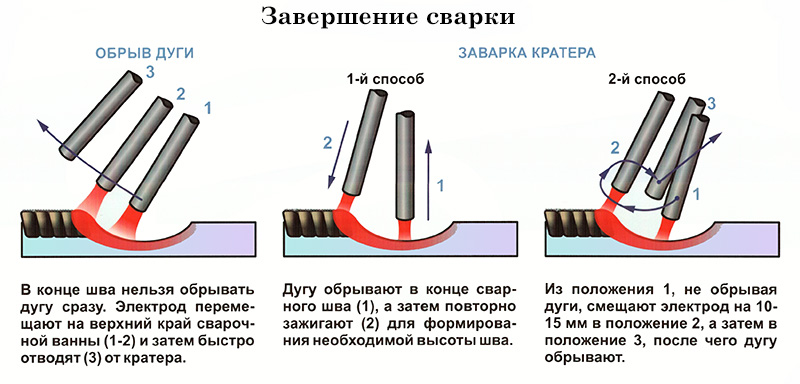
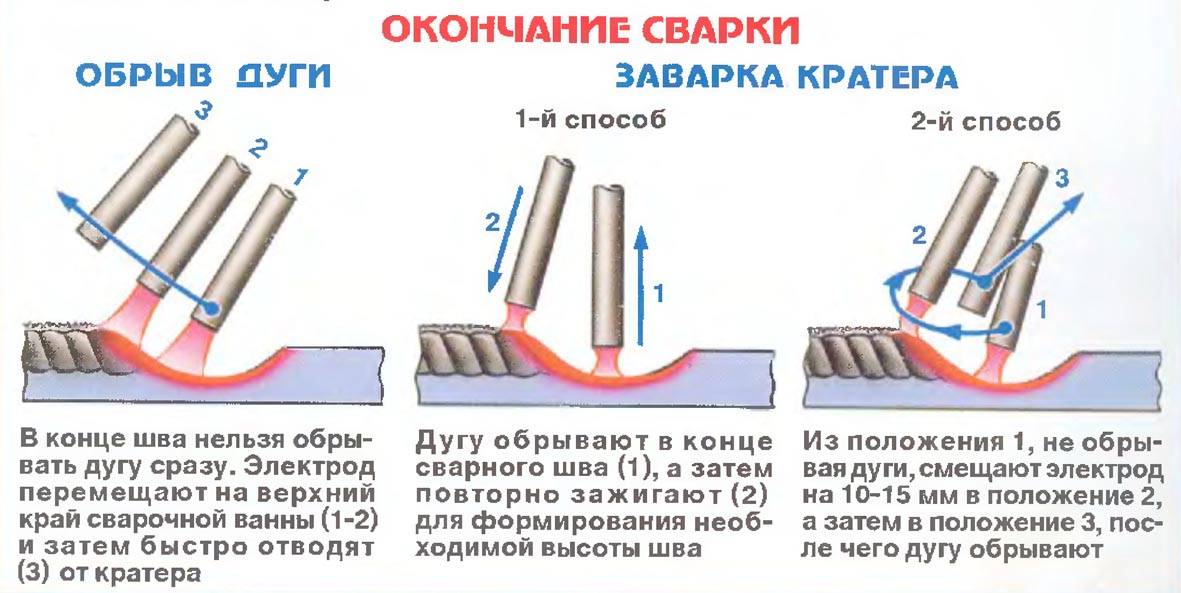
Во время работы электрод рано или поздно расплавится полностью. В таком случае сварку прекращают и заменяют стержень в держателе. Для продолжения работы сбивают шлак и на расстоянии 12мм от кратера, образованного на конце шва, поджигают дугу. Затем сплавляют конец старого шва с новым электродом и продолжают работу.
Как правильно варить сварочным аппаратом ручной дуговой сварки штучными электродами (MMA)
Сварочные работы по металлу являются чрезвычайно распространенными в настоящее время. Однако, для того чтобы правильно их выполнять, необходимы соответствующие навыки. И необходимость получения данного опыта является очень актуальной, поскольку от того, насколько качественно выполняются сварочные работы, зависит долговечность и надежность соединения отдельных частей различных предметов из металла, в том числе и кованых элементов.
В настоящее время, для того чтобы узнать, как правильно варить сварочным аппаратом, можно воспользоваться специальной литературой. Кроме того, существуют курсы для обучения сварочным работам. При освоении правил того, как осуществлять сварочные работы самостоятельно, необходимо достаточно четко представлять алгоритм их выполнения и технику безопасности.
Прежде всего, очевидно, необходимо начинать с изучения правил техники безопасности. Она начинается с того, что нужно знать, как выбирается специальная одежда и защитные приспособления для сварочных работ. Самым главным предметом, конечно, является защитная маска, либо сварочный щиток. Маска должна быть максимально надежной и защищать от излучения электрической дуги сетчатку глаз. Также потребуется защитная куртка и брюки для того, чтобы защитить одежду от повреждений искрами, которые образуются во время сварочных работ.


Далее необходимо переходить к изучению непосредственно самого алгоритма выполнения сварочных работ. Вначале необходимо установить на свариваемой детали.


Затем выбирается режим электрического тока в соответствии с типом электрода и его диаметром.

Далее можно будет попробовать сам процесс. Вначале нужно провести электродом по металлической заготовке. Касание должно быть кратковременным, и если все нормально с электрической цепью, привести к вспышке искр. А далее нужно поднести электрод к детали, сделать ту же процедуру и отдалить его на расстояние 3-5 мм. Этого достаточно, чтобы электрическая дуга возникла между электродом и свариваемой деталью. Самое сложное, это удерживать электрическую дугу и не давать ей погаснуть, допустив слишком большой или маленький зазор между свариваемой поверхностью и электродом. При этом нужно сваривать между собой металл детали и электрода в одно целое в виде аккуратного сварного шва. Практиковаться можно на каких-либо ненужных металлических изделиях. И только, когда будет получаться, можно переходить к свариванию настоящих деталей.




Небольшое видео, где дилетант-самоучка делится опытом с новичками:
И еще один ролик о том, с чего начинать учиться варить.
Также может быть полезным просмотреть следующие материалы:
- Сварочные швы
- Техника выполнения сварочных швов
Сварка трубопровода
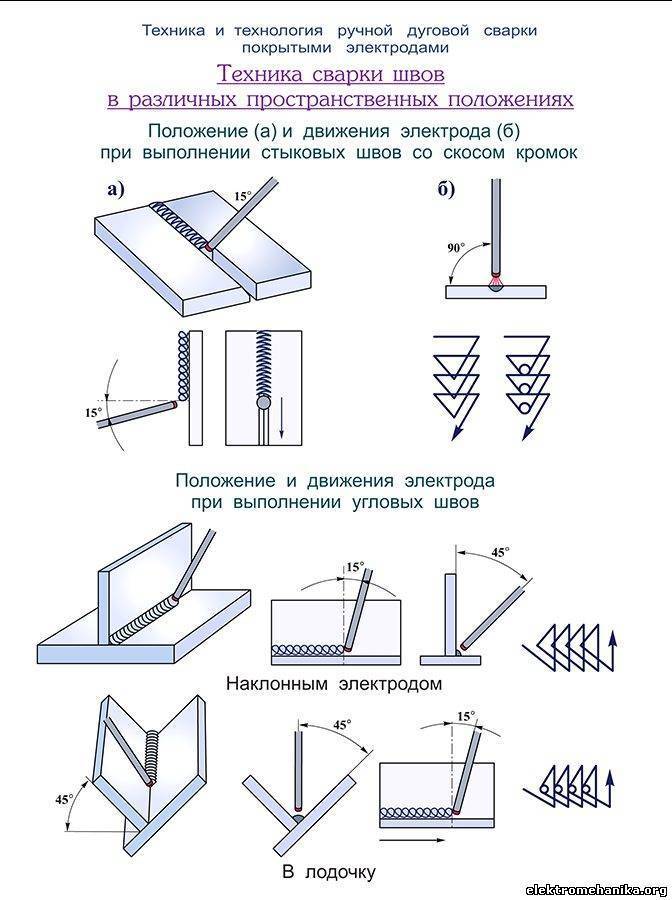
С помощью дуговой электрической сварки можно сделать горизонтальный шов, который проходит по окружности трубы и вертикальный, который проходит сбоку, А также верхний и нижний швы. Самым удобным вариантом является нижний шов.
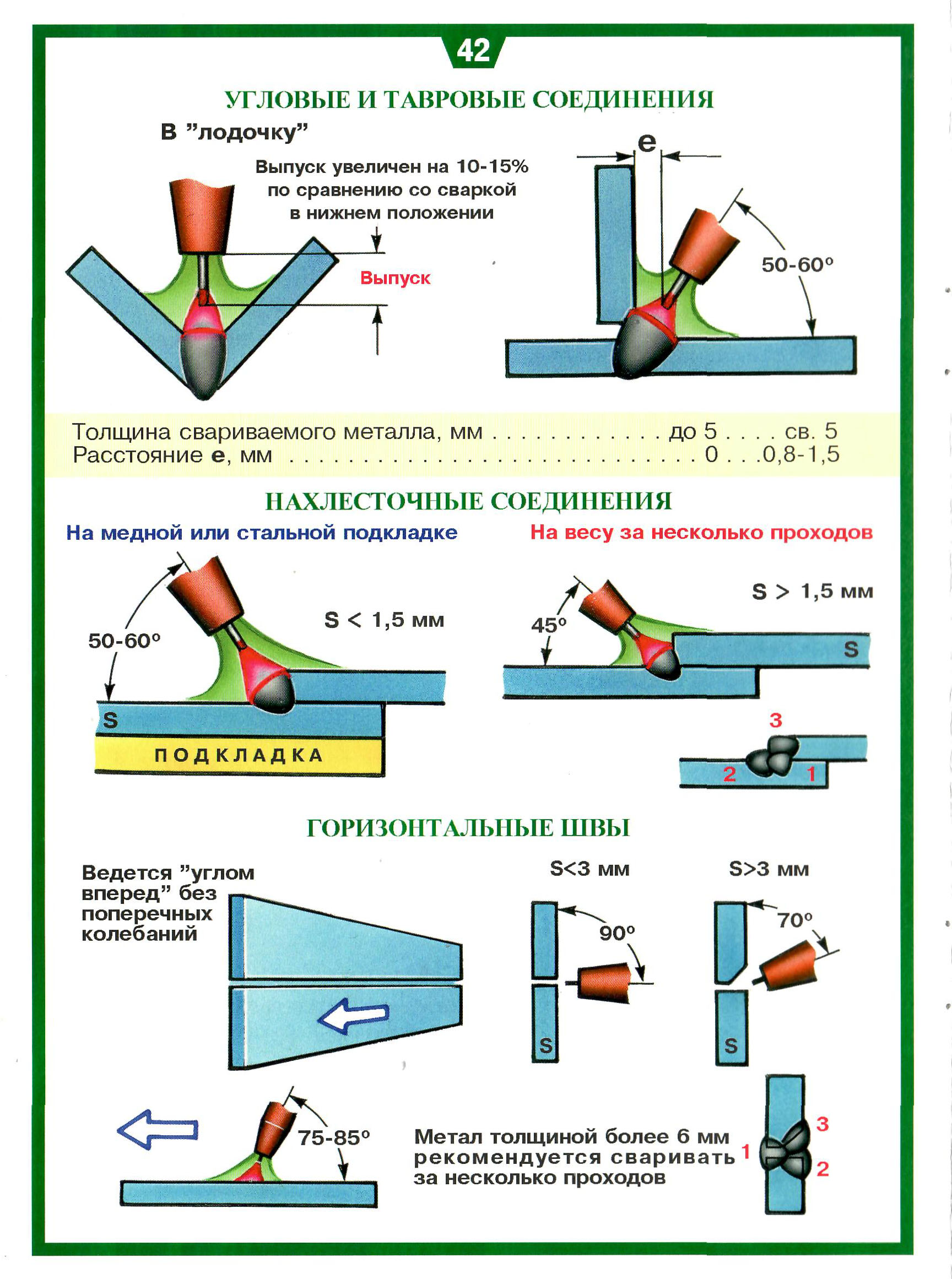
Трубы из стали нужно проваривать встык, сваривая при этом все кромки по высоте стенок. Во время работы электрод нужно установить под углом 45 градусов — это делается для того, чтобы снизить наплывы внутри изделий. Ширина шва должна составлять 2−3 мм, высота — 6−8 мм. Если сварка идет внахлест, то здесь уже необходимая ширина 6−8 мм, а высота — 3 мм.
Непосредственно перед началом работ нужно провести подготовительные процедуры:
- Нужно очистить деталь.
- Если края трубы деформированы, то выровнять их или отрезать углошлифовальной машинкой, или по-простому болгаркой.
- Кромки, где будет проходить шов, необходимо зачистить до блеска.
После подготовки можно приступать к работе. Необходимо сваривать все стыки непрерывно, полностью проваривая. Стыки труб с шириной до 6 мм свариваются в 2 слоя, при ширине 6−12 мм в 3 слоя и при ширине стенок больше 19 мм в 4 слоя. Главная особенность заключается в постоянной очистке труб от шлака, т. е. после каждого выполненного слоя необходимо очищать его от шлака и только потом варить новый. Особую внимательность нужно проявлять при работе над первым швом, необходимо сплавить все притупления и кромки. Первый слой тщательно проверяют на наличие трещин, если они присутствуют, то необходимо их выплавить или вырубить и наварить заново.
Все последующие слои привариваются при медленном поворачивании трубы. Последний слой приваривают с ровным переходом на основной металл.
Ошибки начинающих сварщиков
Чтобы узнать, как правильно варить электросваркой, нужно рассмотреть основные ошибки, которые допускают новички:
- Слишком быстрое перемещение электрода, при этом образуется неровный шов.
- Слишком медленное перемещение шва, при этом в металле образуются дырки и прожоги.
- Слишком неровный и плоский шов. Главная ошибка здесь в угле наклона электрода.
- Непроварка металла. Это происходит потому что не был соблюден 5 мм зазор между металлом и электродом, т. е. зазор был слишком маленький.
- В обратном случае, когда зазор слишком велик — металл не проваривается.
Все вышеперечисленные ошибки — это только самые грубые. Есть еще много нюансов, разобраться в которых можно только с опытом.
При сварке тонкостенного металла или профиля необходим тщательный подход к работе. Тонкие детали можно сваривать, наложив очищенный электрод и варить прямо поверх него.
Разительно отличается сварка по цветным металлам, т. к. требует других электродов. Еще необходима специальная защитная среда. Сейчас можно купить универсальные аппараты, которые варят практически любые металлы.
Также существуют полуавтоматические аппараты для работы с тонкостенными металлами. Суть его заключается в наплавлении специальной проволоки.
Как правильно варить сварочным аппаратом-полуавтоматом
- 1. Подсоедините заземленную клемму к свариваемому металлу (!подробно о самостоятельном выполнении контура заземления здесь).
- 2. Установите мощность и скорость подачи проволоки используя регуляторы режимов, в соответствии с типом и толщиной металла и проволоки.
- 3. Подключите аппарат и включите его.
- 4. Отрежьте лишнюю проволоку, оставив З мм от конца держака.
- 5. Держите защитную маску перед глазами.
- 6. Нажмите триггер и когда появится дуга, медленно двигайте держак в нужном направлении.
- 7. Если дуга производит шум и оставляет сгустки на конце проволоки — скорость подачи проволоки недостаточна и должна быть увеличена. Если дуга производит прерывающийся шум и создается впечатление, что проволока опережает скорость сварки и происходит разбрызгивание капель металла, значит скорость подачи проволоки слишком велика. Когда скорость установлена корректно звук дуги становится ровным, устойчивым с потрескиваниями. Если место сварки пористое, значит недостаточный поток газа, необходимо увеличить.
- 8. Проверьте установленную мощность аппарата по таблице, расположенной на корпусе.
Аппарат может быть настроен на разный выходной ток мощности(выражаемый в %).
Процентное выражение представлено в 10-минутном сварочном цикле, например, 60% означает сварочное время 6 минут, время покоя 4 минуты.
Если аппарат используется с превышением сварочного цикла, то температура составных частей повышается, наступает перегрев. В этом случае встроенная термозащита отключает аппарат. Если это произошло, дайте аппарату остыть. Термозащита отключится автоматически после короткого периода остывания, и тогда можно продолжать работу.
как подключить сварочный аппарат;
как приварить нержавку к стали;
как варить тонкий металл к толстому;
приваривание гаражных петель;
как варить (распространенные вопросы);
Технология сварочных работ
Сварочные работы — соединение металлических деталей расплавлением кромок и добавлением присадочного металла. В итоге образуется сварочный шов, кромки прочно соединены.


Признаки качественного шва:
- Провар. Металл сварочного шва должен проникнуть на всю толщину. В процессе сварки равномерно расплавляются кромки, если расплавлять одну сторону, валик получится неравномерным.
- Однородность. Стык должен состоять из сплошного металла, без включения шлака или раковин. Пропуски и непроплавы не допускаются.
- Прочность. После остывания шва могут образовываться микротрещины.
- Отсутствие подрезов. Слишком сильная дуга «подрезает» края деталей, ослабляя их.
- Выпуклая равномерная форма. Браком считается как излишне толстый валик, так и вогнутый. Это свидетельствует о неправильно выбранной силе тока.
Шов должен быть однородным, без излишних «чешуек», наплывов, изгибов. Ширина шва определяется из толщины свариваемых деталей. Слишком узкий окажется непрочным, широкий — ослабит изделие.
Перед соединением деталей нужно:
- Определить вид соединения — встык, внахлест, угловое, тавровое соединения.
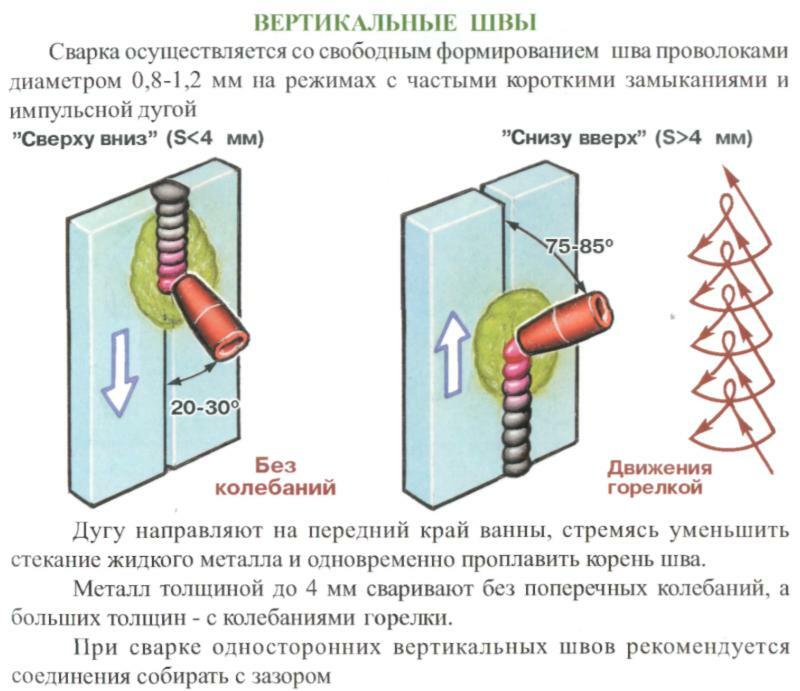
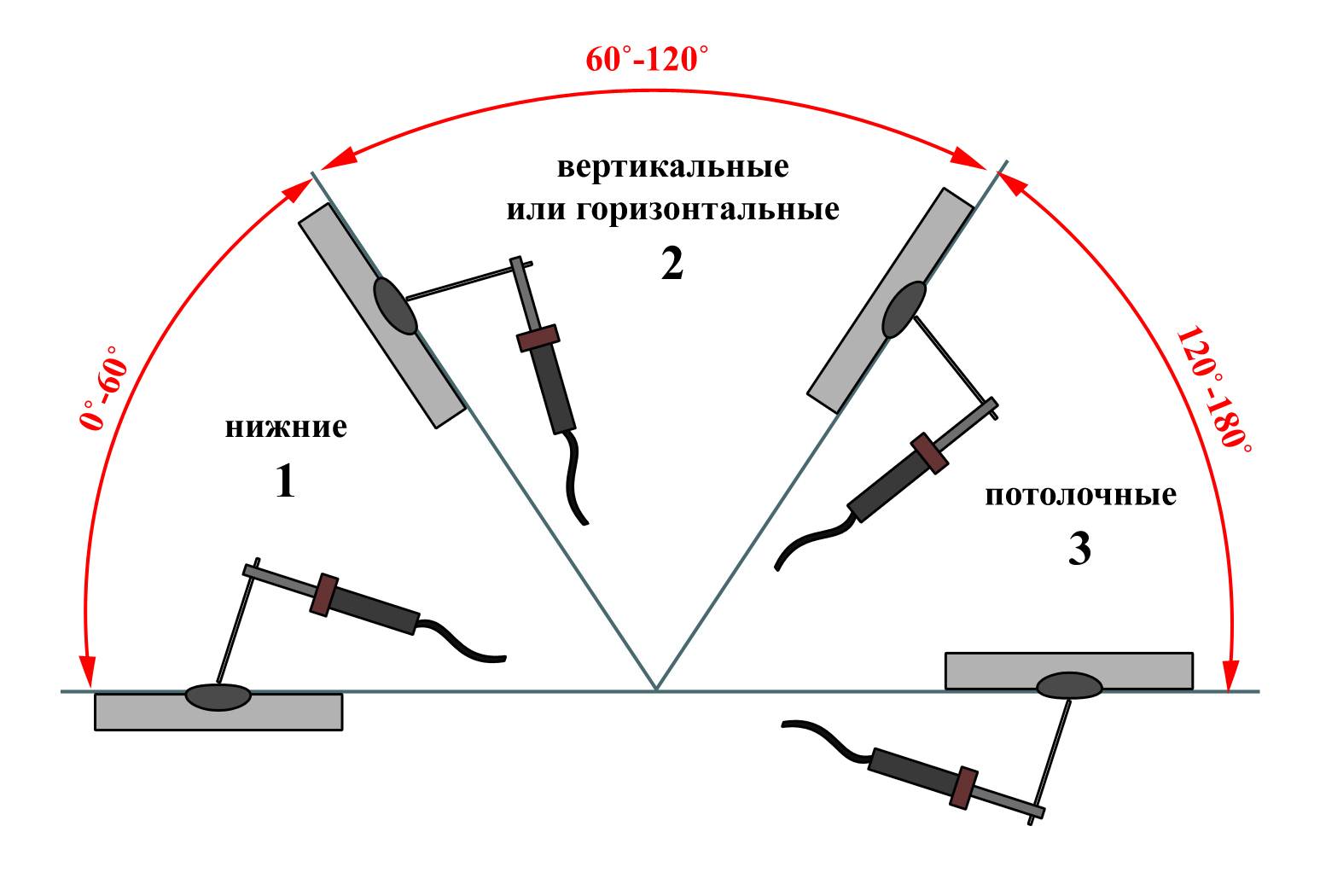
- Определить пространственное положение — вертикальное, горизонтальное, потолочное.
- Оценить толщину свариваемых деталей.
- Выбрать электрод. Толщина зависит от глубины шва.
- Определить силу тока. На пачках приводятся примерные рекомендуемые таблицы, но ориентироваться стоит на личные ощущения. Силу тока лучше выбирать максимально возможную, но не прожигать металл. Сила тока на потолочных соединениях ниже, чем на горизонтальных.
- Подготавливаем детали — на толстых делаем фаску, выставляем зазор прихватками. Очищаем детали от ржавчины и краски.
Техника безопасности
Электросварка популярна. Небольшой по габаритам аппарат способен герметично соединить детали в любых пространственных положениях, сварка идет быстро и управляемо. При работе следует помнить о рисках для здоровья:
- Травма глаз. Сварочная дуга излучает световую энергию, которая может обжечь роговицу глаза, отпечататься на сетчатке. Ощущение песка под веками, сложно моргнуть, припухлости — эти симптомы проходят довольно долго. Защитить глаза поможет маска со специальным стеклом, перед зажжением дуги предупреждайте окружающих возгласом: «Глаза!»
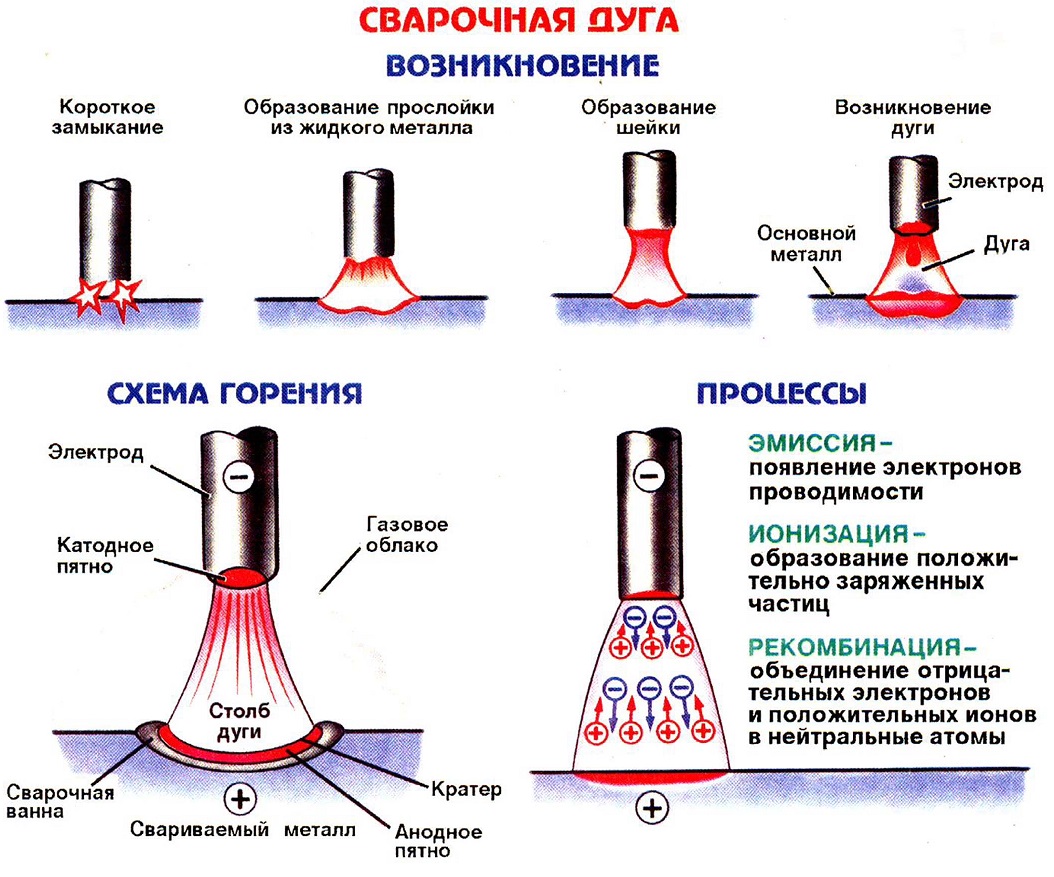
- Поражение электрическим током. Электрическая дуга — пропуск электрического тока через зазор между электродом и металлом. Чем больше сила тока, тем ярче дуга. Но если этот ток пройдет через тело человека, он умрет. Чтобы избежать поражения электрическим током, нужно: Следить за целостностью оплетки кабелей, изоляцией держака.
- Использовать качественные изолированные держаки, не хватать голыми руками держак за оголенные части.
- При постоянной работе обувать спецобувь с прорезиненной подошвой.
Ожоги кожи. Ультрафиолет дуги и летящая во все стороны окалина травмируют кожу. Чтобы избежать проблем, используйте защитные перчатки — краги. Одеваться стоит только в хлопчатобумажную или специально пропитанную одежду — сварочную робу, джинсы. Для защиты рук применяются хлопчатобумажные рукавицы или сварочные краги. При сварке оголенных участков кожи быть не должно.
Отравление газами. Все работы должны проводиться в проветриваемом помещении, под вытяжкой или на свежем воздухе. Полезным будет применение фильтрующих полумасок или респираторов.





