Что такое штангенциркуль и для чего нужен
Штангенциркуль помогает определить точные размеры детали, её диаметр, толщину, глубину выемок или отверстий, расстояние между элементами. С помощью этого инструмента проводится отбраковка изделий на предприятиях. Кроме этого, его используют для контроля за износом деталей.
Инструмент пригодится любому мастеру, мало-мальски знакомому со столярным делом. Он поможет с точностью до долей миллиметра измерить диаметр сверла или гайки, расстояние между рёбрами детали, определить ширину отверстия в стене или доске. Обычно его бережно хранят в специальных кейсах, чтобы не допустить запыления подвижных элементов.
Прибор позволяет делать измерения с точностью до 0,01 мм. Существуют как электронные, так и механические модели
Назначение штангенциркуля определяет и схему его устройства.
Устройство и принцип действия
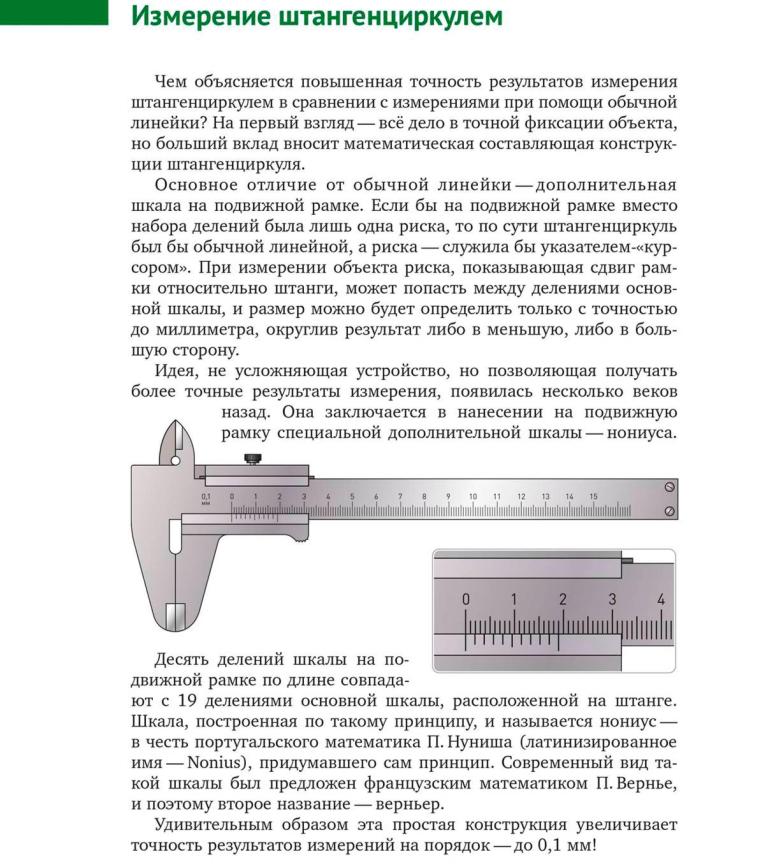
Измерения проводятся не только в промышленности, но и частными пользователями, так как прибор отличается незначительными размерами. Характерный признак — шкала нониуса, позволяющая определять даже десятые доли миллиметра.
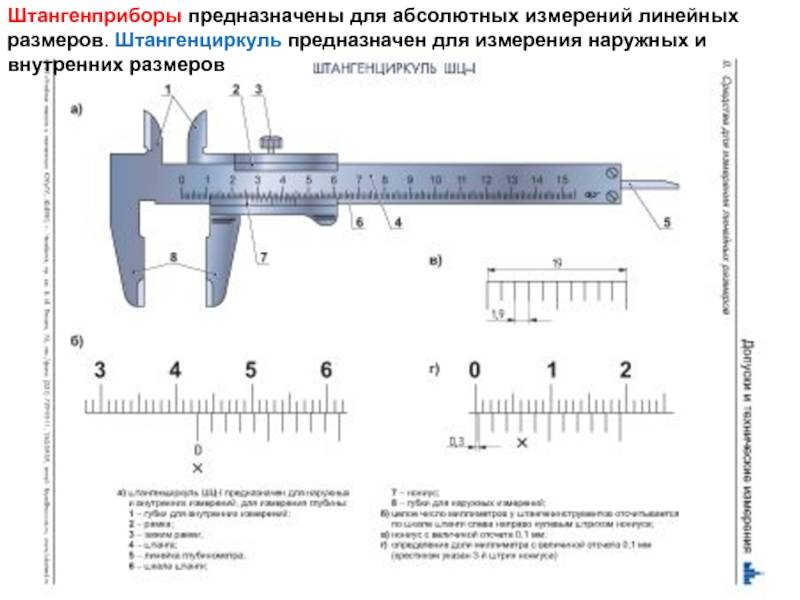
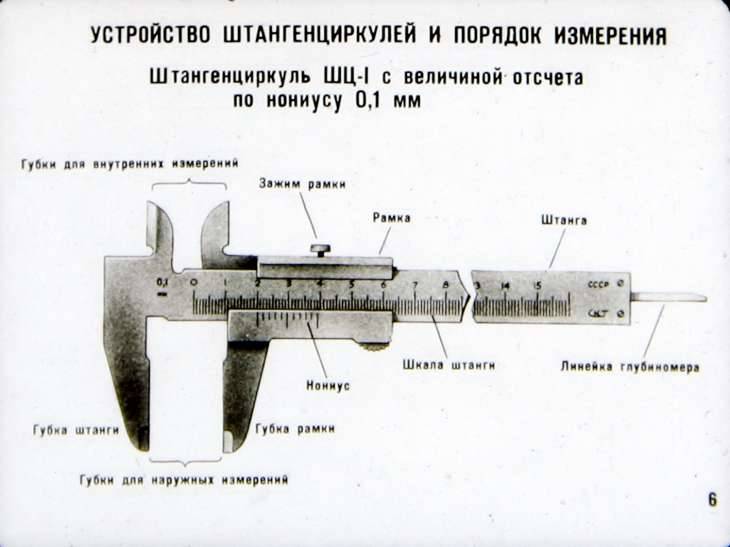
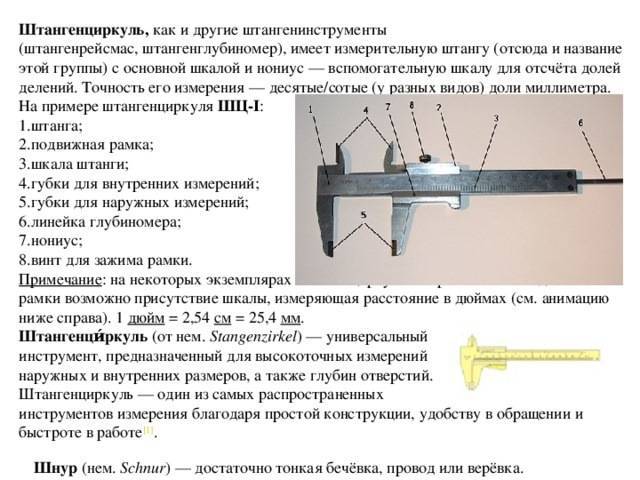
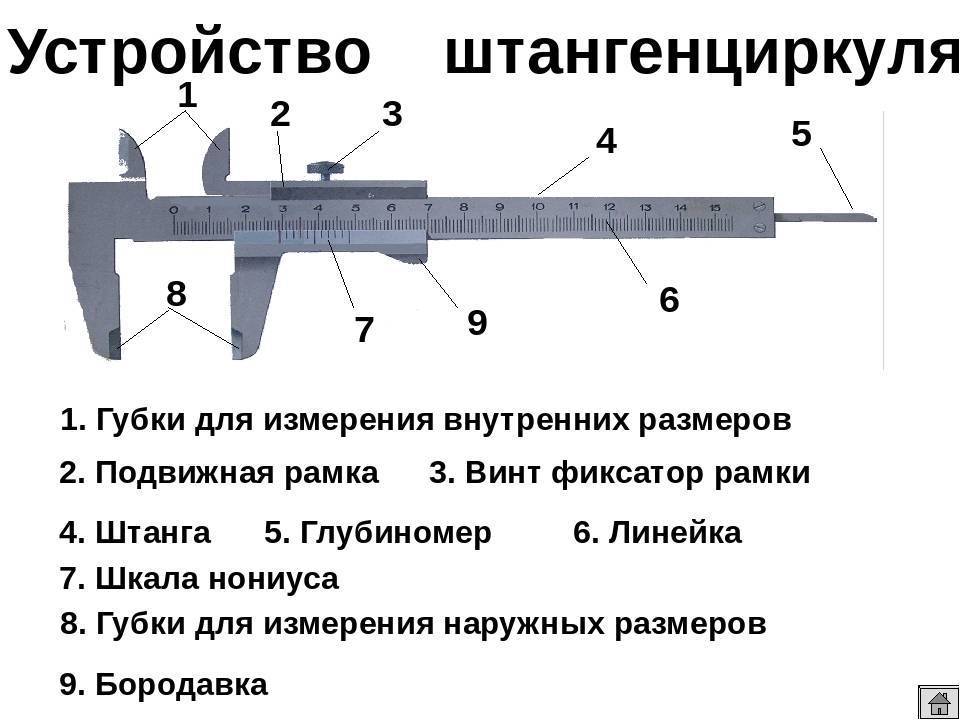
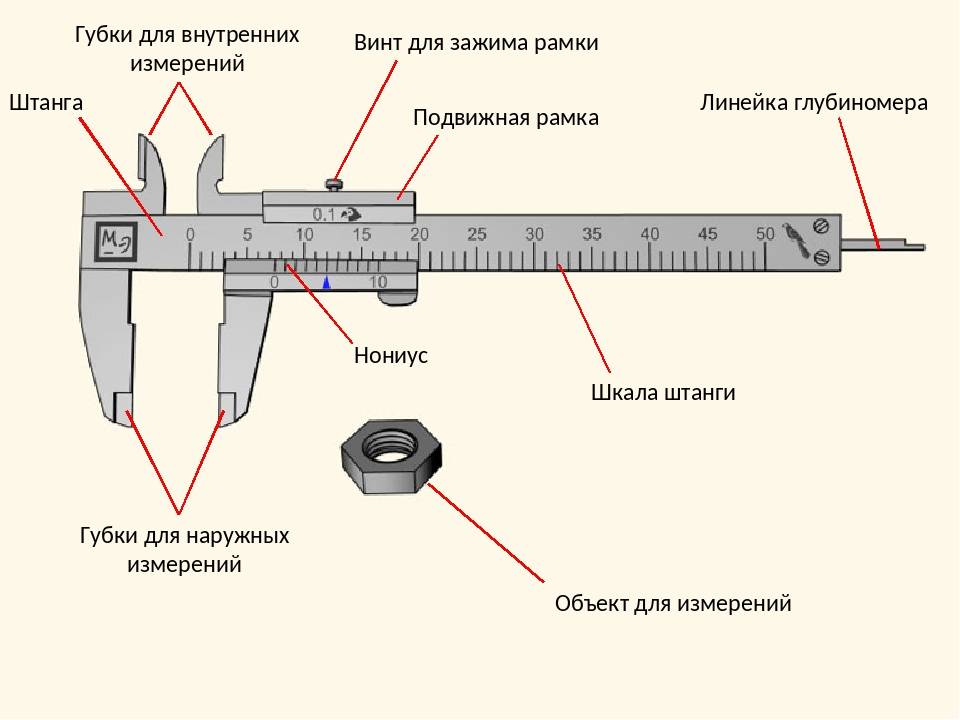
Название инструмента пошло от штанги, на которой располагается главная шкала. Нониус отнесен к дополнительным элементам, с его помощью можно отследить десятые или сотые доли миллиметра, если потребуется. Приспособление состоит из:
- штанги;
- двигающейся рамки;
- губки замеров внутренней стороны;
- губки замеров внешней стороны;
- глубинометра;
- нониуса;
- винта, зажимающего рамку.
В отдельных модификациях имеется двойная шкала, отображающая данные в дюймах. Когда передвигаются движущие части, перемещается и часть с контрольным делением, что будет отображать информацию. Вне зависимости от типа измерений перемещения одинаковые, отличаются исключительно контрольные концевые меры. Глубинометр упирается в днище объекта измерений. Для обычных измерений детали фиксируются внутренними или внешними губками. Можно задействовать нониус, чтобы получить максимально точные значения. Существует несколько правил относительно того, как правильно пользоваться штангенциркулем:
Не допускать ситуаций, при которых может произойти перекашивание губок прибора
После подхода к необходимому положению проводится их фиксация посредством стопорного винта.
Штангель держат ровно на уровне глаз, читая информацию.
Необходимо соблюдать технику безопасности в процессе работы, так как концевики губок острые, и можно травмироваться по неосторожности.
Хранить устройство в местах отсутствия опилок, стружки, воды, пыли или других жидкостей.
Как снять показания с помощью штангенциркуля
Перед началом работы необходима поверка штангенциркуля на точность. Для этого необходимо полностью свести губки и проверить совпадение нулей на обеих шкалах. Если нет совпадения, то в зависимости от требуемой точности необходимо либо взять другой инструмент, либо учесть имеющуюся погрешность.
В процессе измерения учтите следующие рекомендации:
- Для замера внешнего размера разведите губки штангенциркуля, поместите предмет и соедините их.
- Замер внутреннего размера производится путем размещения соответствующих верхних губок внутрь измеряемой области и их разведением до упора
- Губки должны упереться в края детали. Если поверхность твердая, то можно немного сжать для плотной фиксации, для мягкой этого делать не следует, т. к. можно исказить результат.
- Проверьте расположение штангенциркуля относительно измеряемой детали на отсутствие перекосов. Для этого губки должны располагаться на одинаковом расстоянии от края детали.
- Зафиксируйте нониус крепежным винтом.
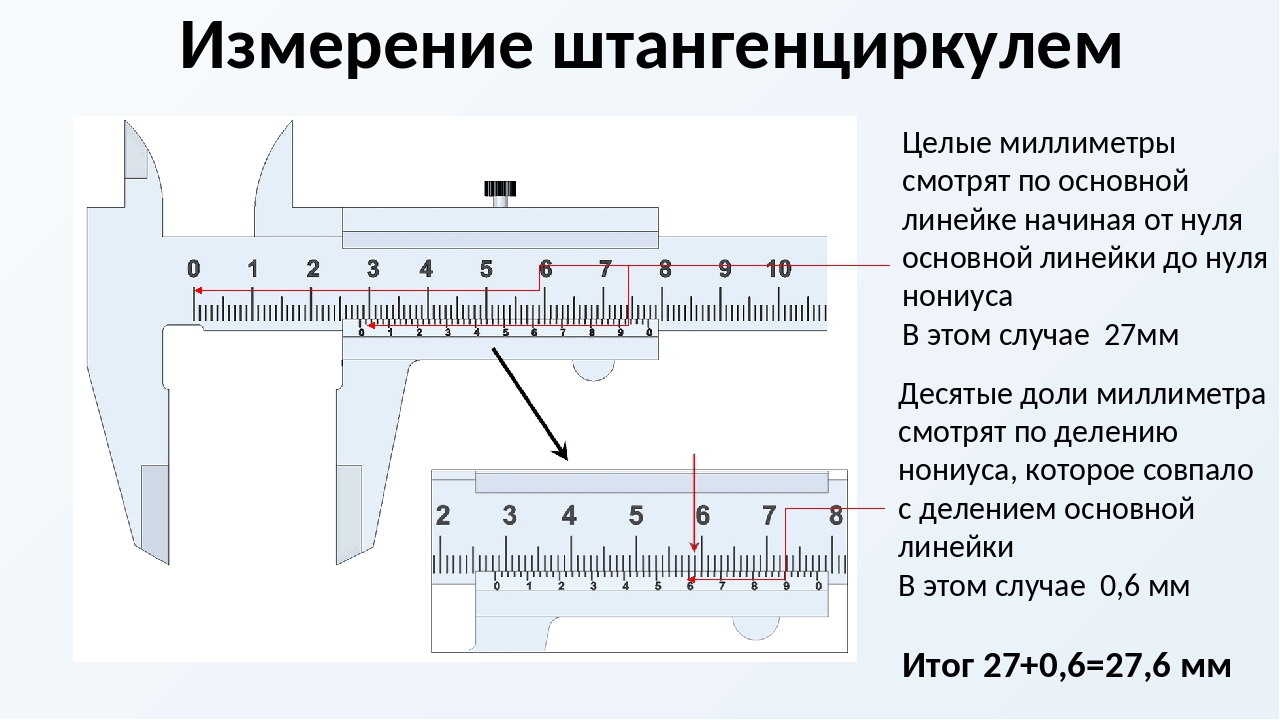
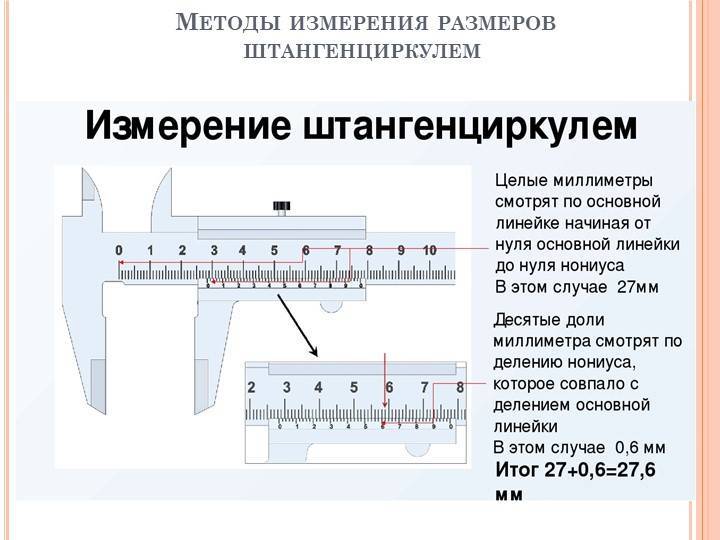
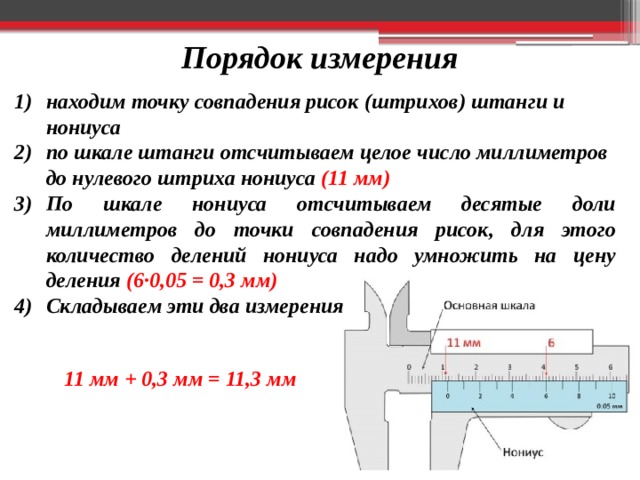
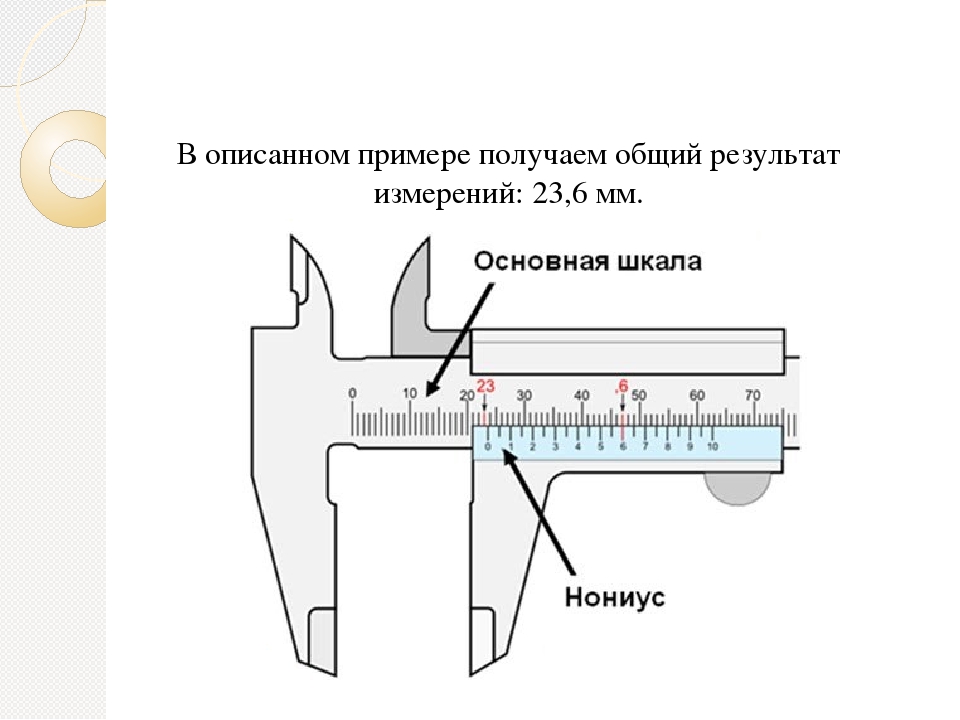
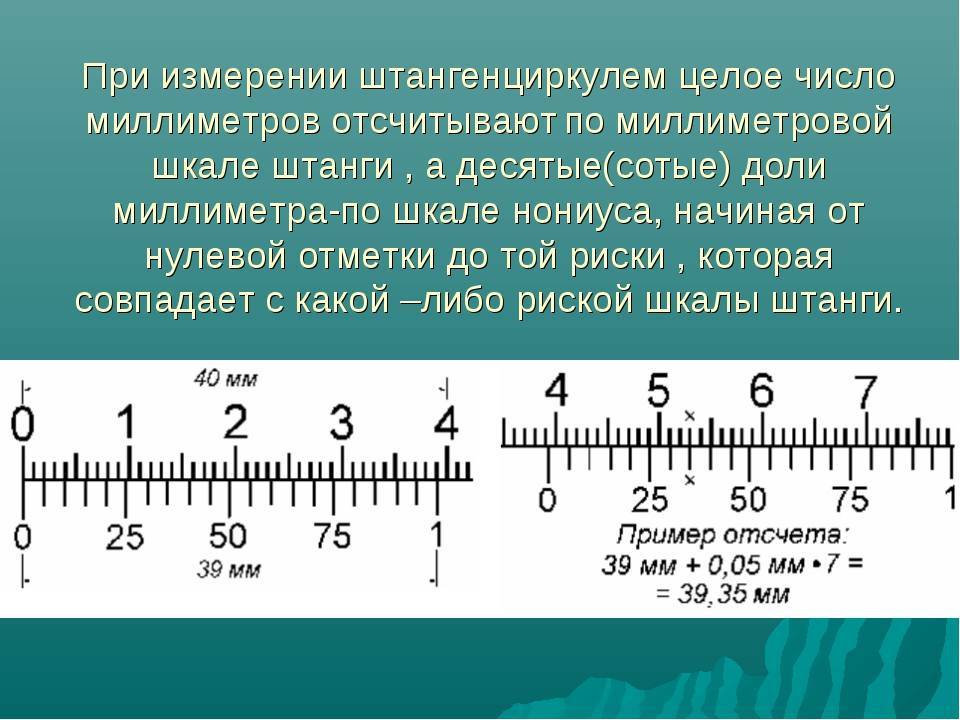
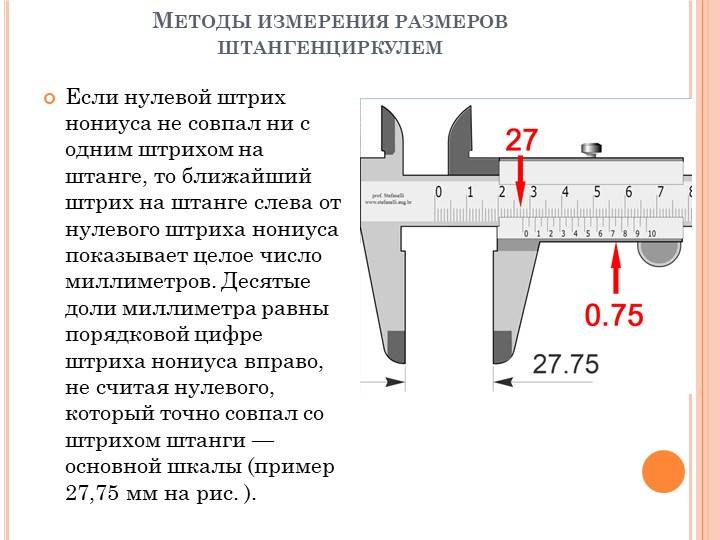
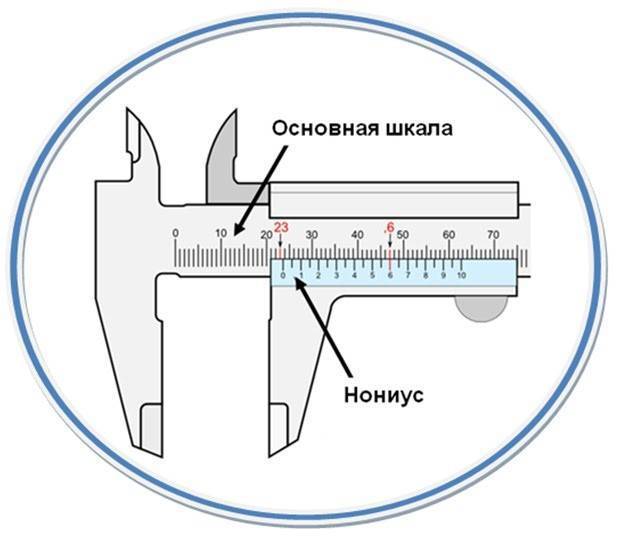
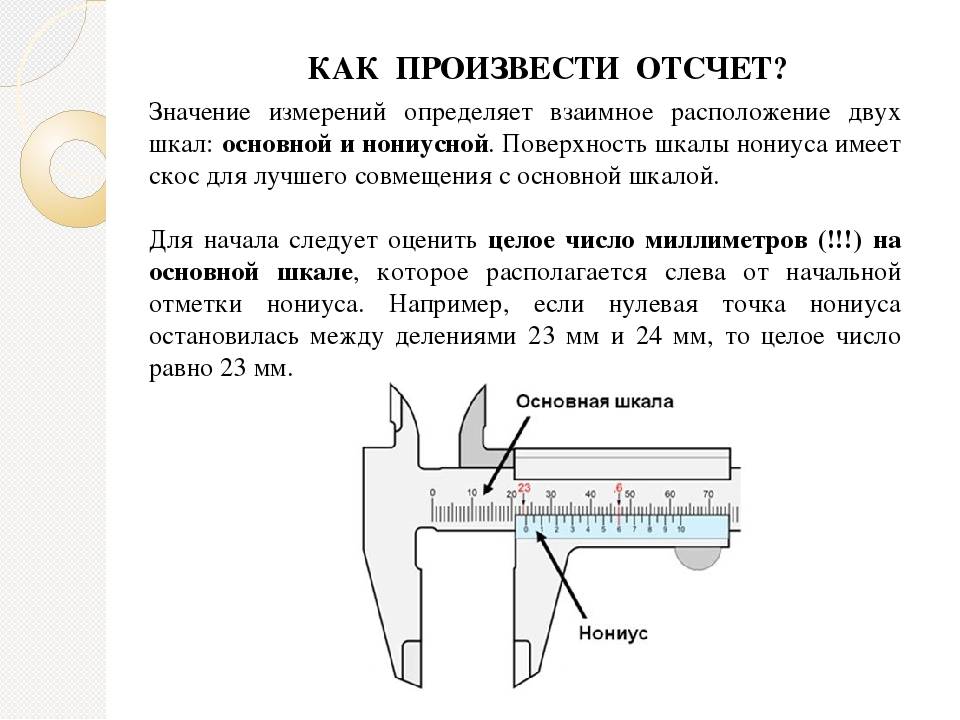
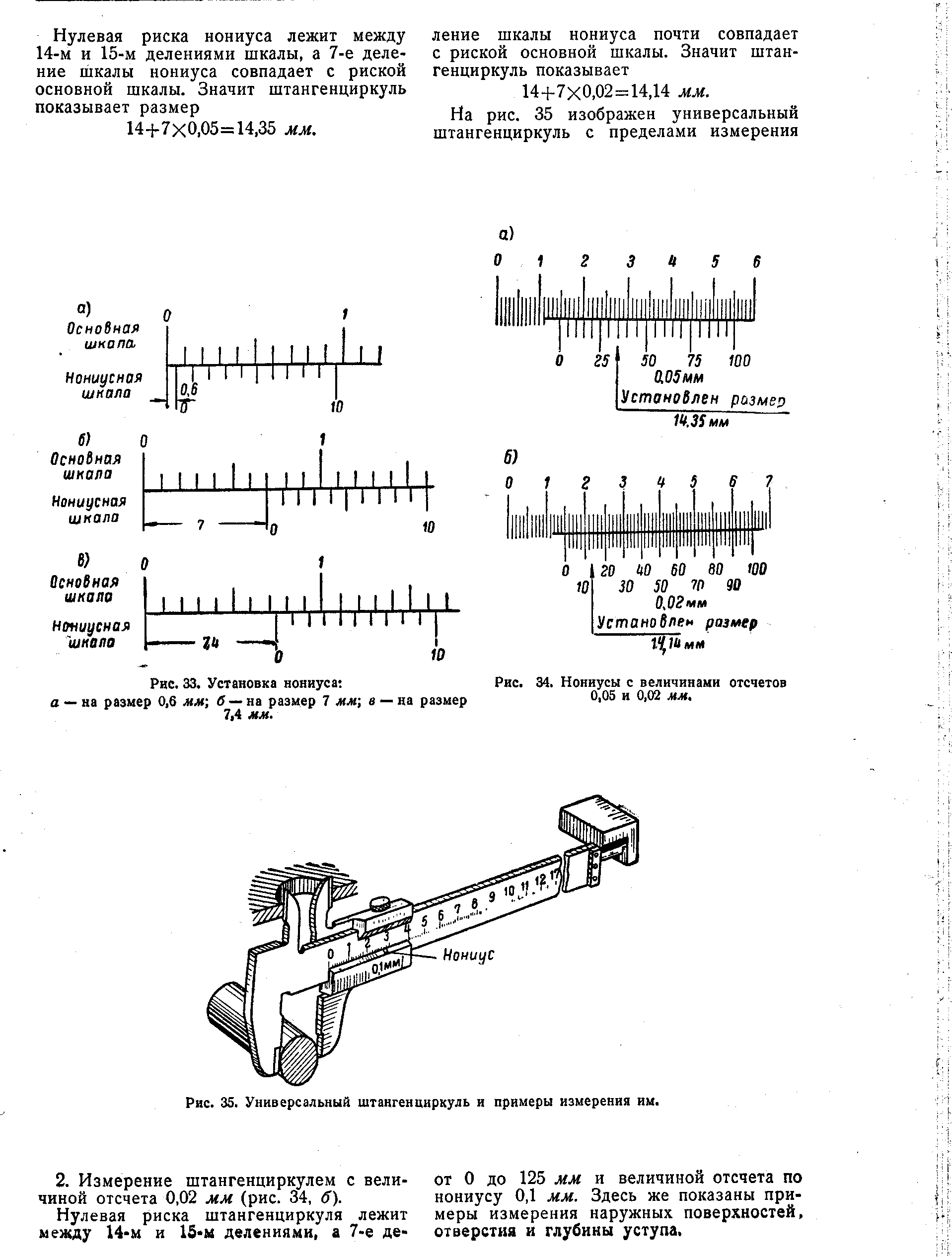
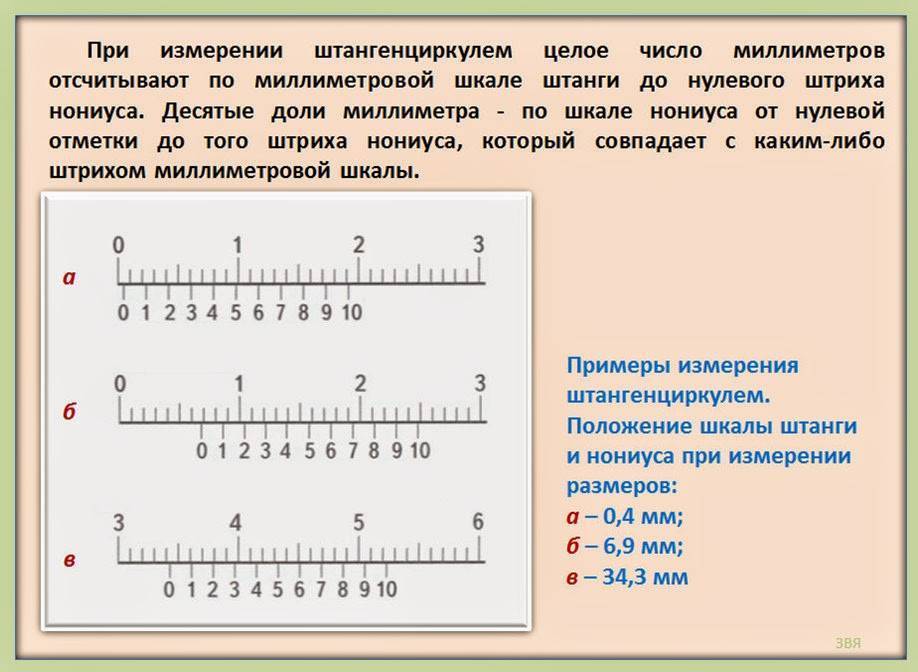
- Определите целое число миллиметров по основной шкале.
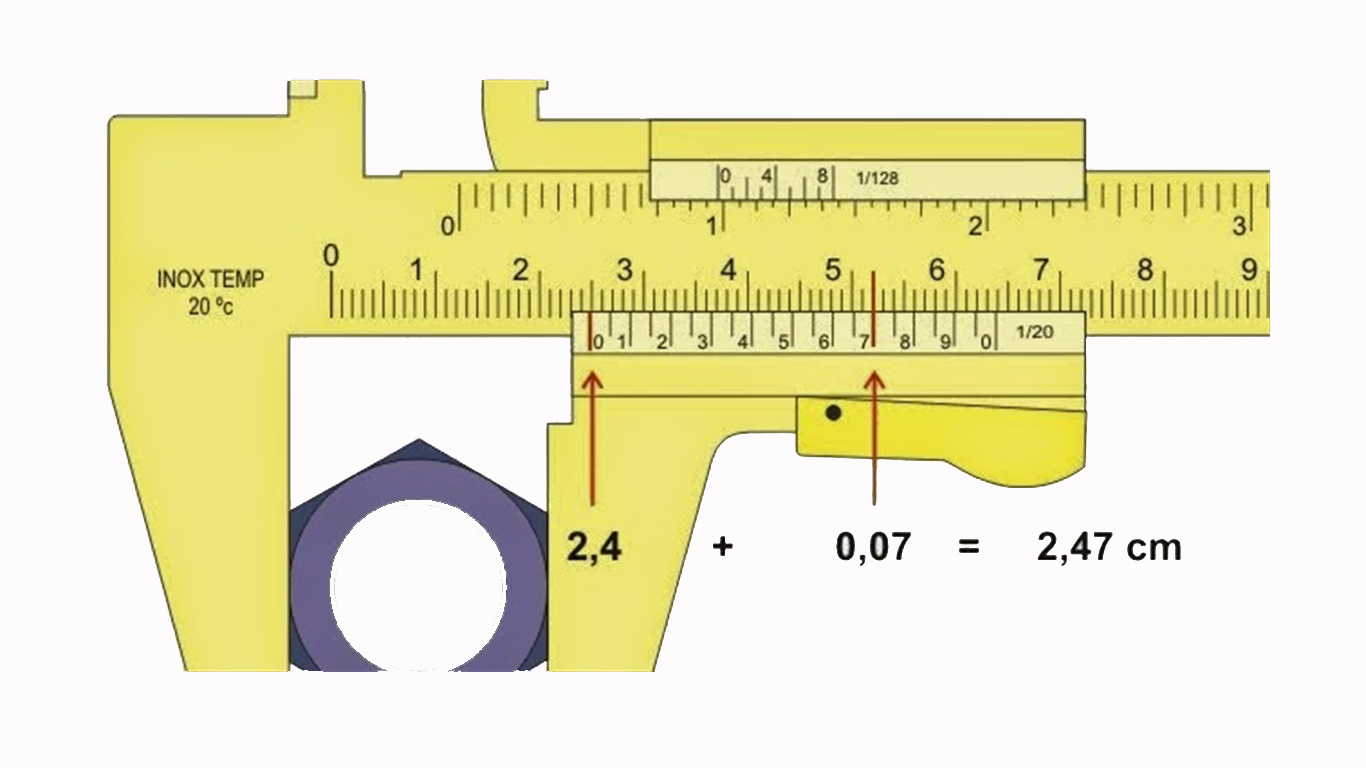
- Находим совпадение штриха на нониусе с нулем основной шкалы и отсчитываем количество делений.
- Умножаем количество делений нониуса на цену деления и суммируем со значением основной шкалы.
Измеряем штангенциркулем правильно
Для точных работ по металлу, при проектировании различного рода самодельных конструкций не обойтись без точных измерений. Самым удобным инструментом для определения линейных размеров с достаточной точностью является штангенциркуль. Они производятся на специализированных инструментальных заводах (по ГОСТ 166-89) при тщательном соблюдении технологии, а потому надёжны и непритязательны в обращении.
Измерение штангенциркулем
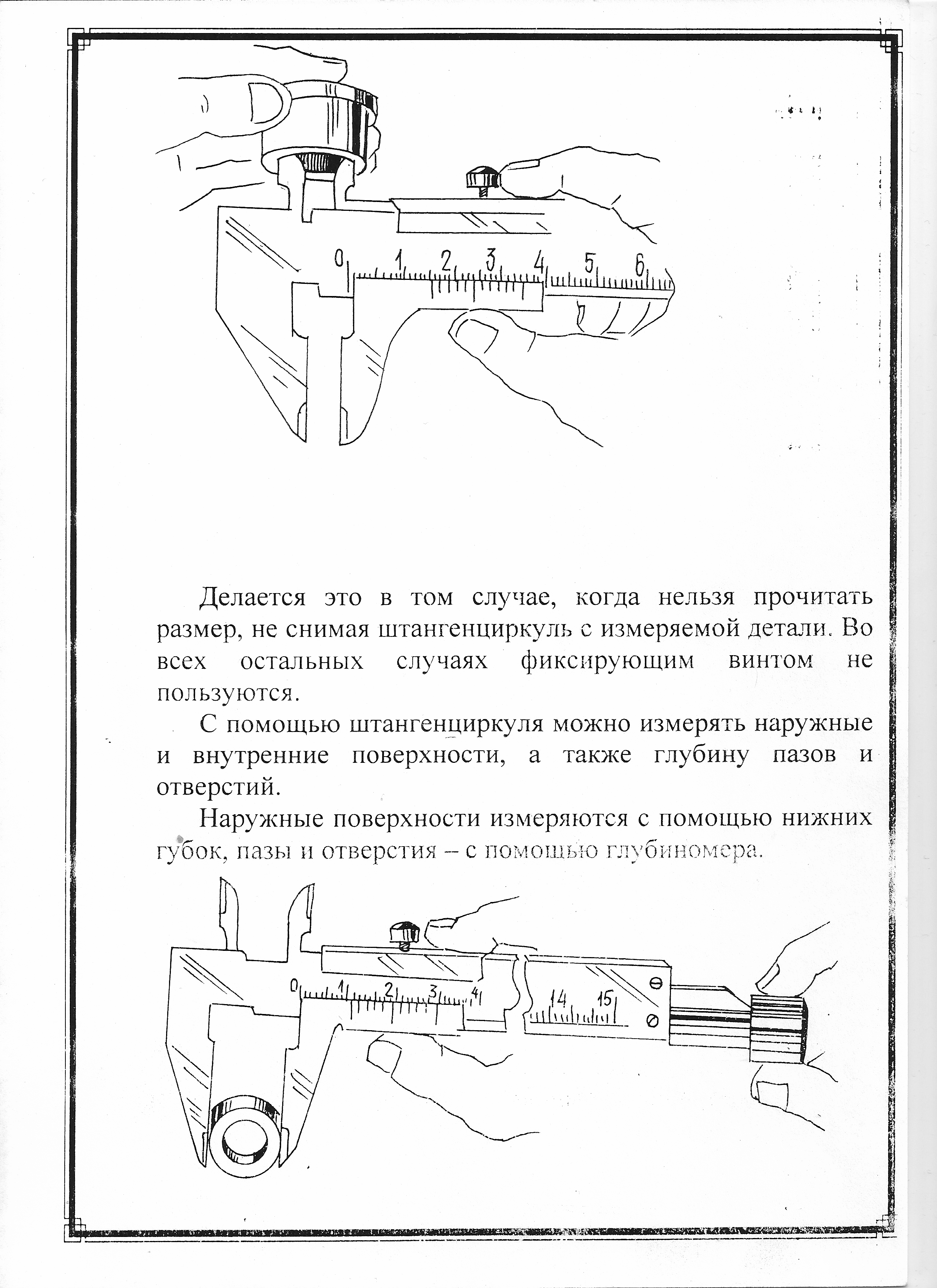
Как правильно измерять штангенциркулем наружные поверхности
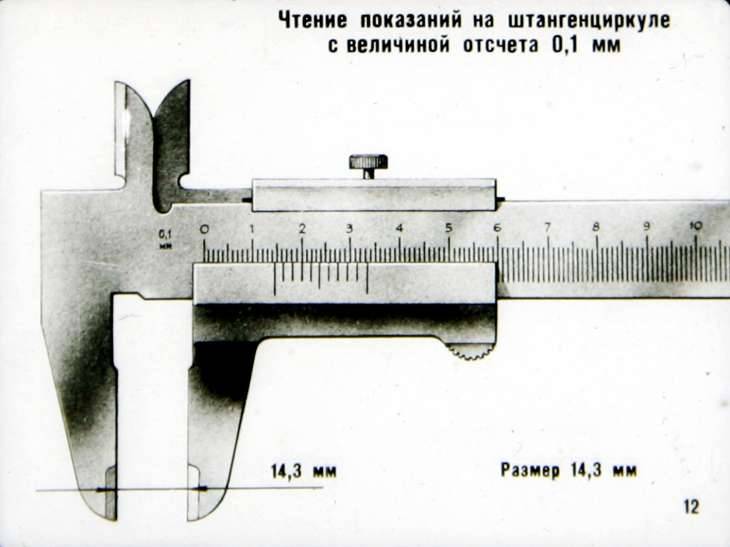
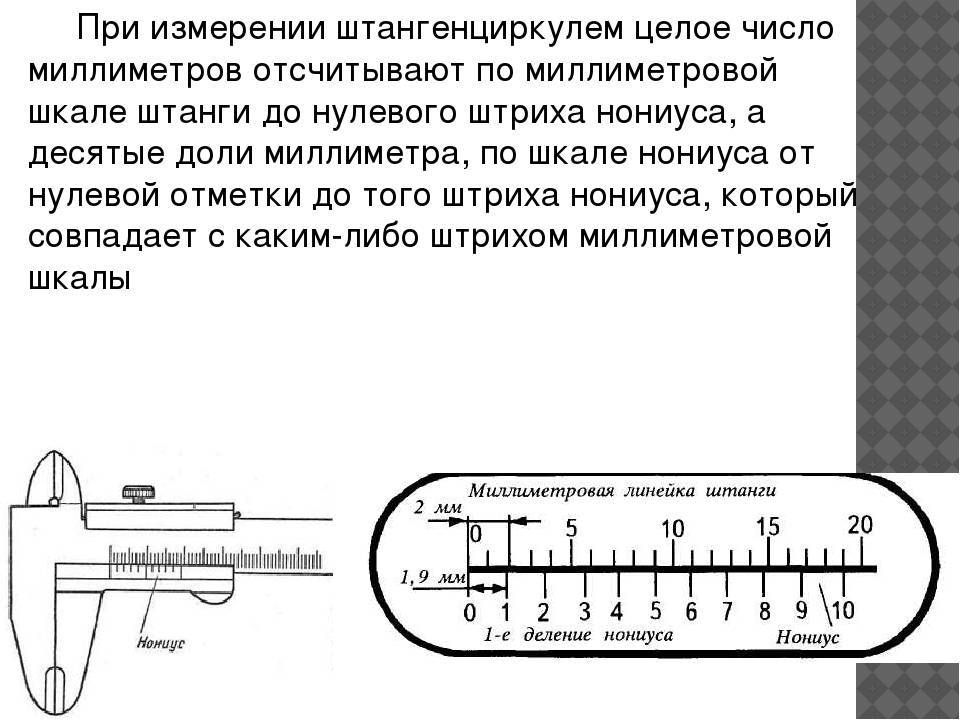
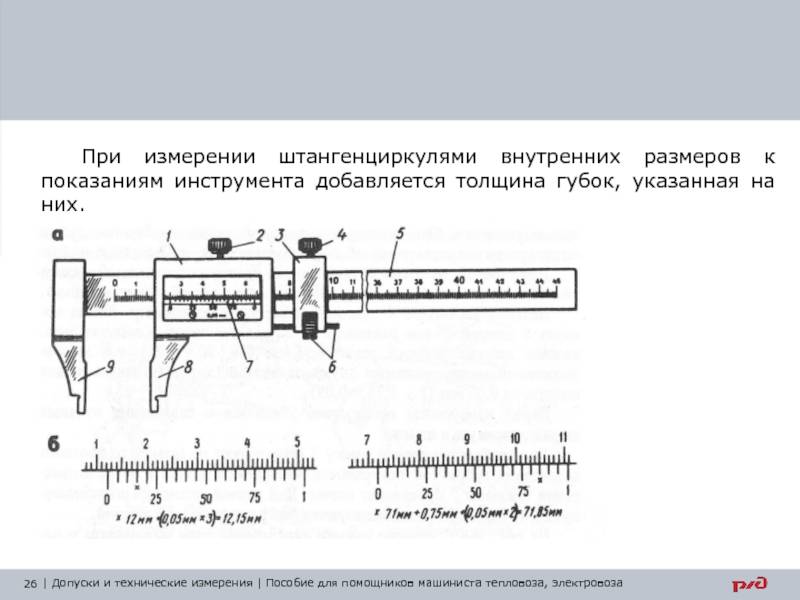
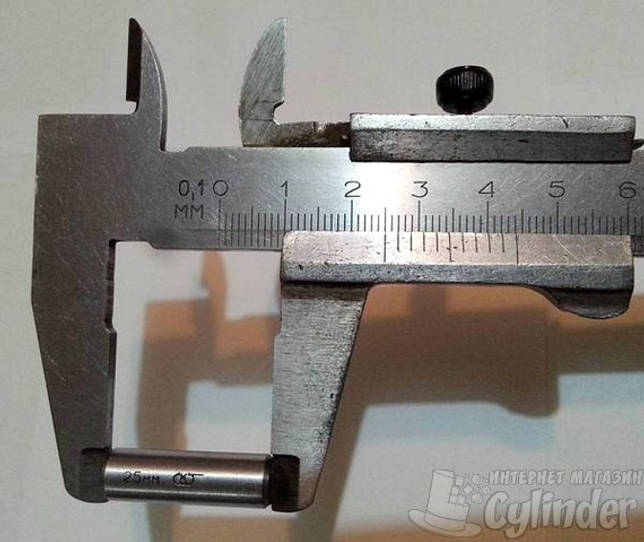
Для снятия наружных размеров (толщины) нужно развести губки штангенциркуля, поместить между ними измеряемый предмет, затем сдвинуть губки и слегка сжать. Измерительные кромки должны располагаться параллельно поверхности заготовки. Деление на основной шкале штангенциркуля, совместившееся с нулевой риской дополнительной шкалы, будет обозначать целые миллиметры. Риска, которая на нониусе совпадет с риской на штанге, определяет десятые доли миллиметра.
Аналогичным образом измеряется внешний диаметр трубы, при этом губки должны касаться диаметрально противоположных точек на наружном диаметре изделия. Таким же образом измеряются и другие детали, имеющие круглое сечение: кабель, размер болта и пр.
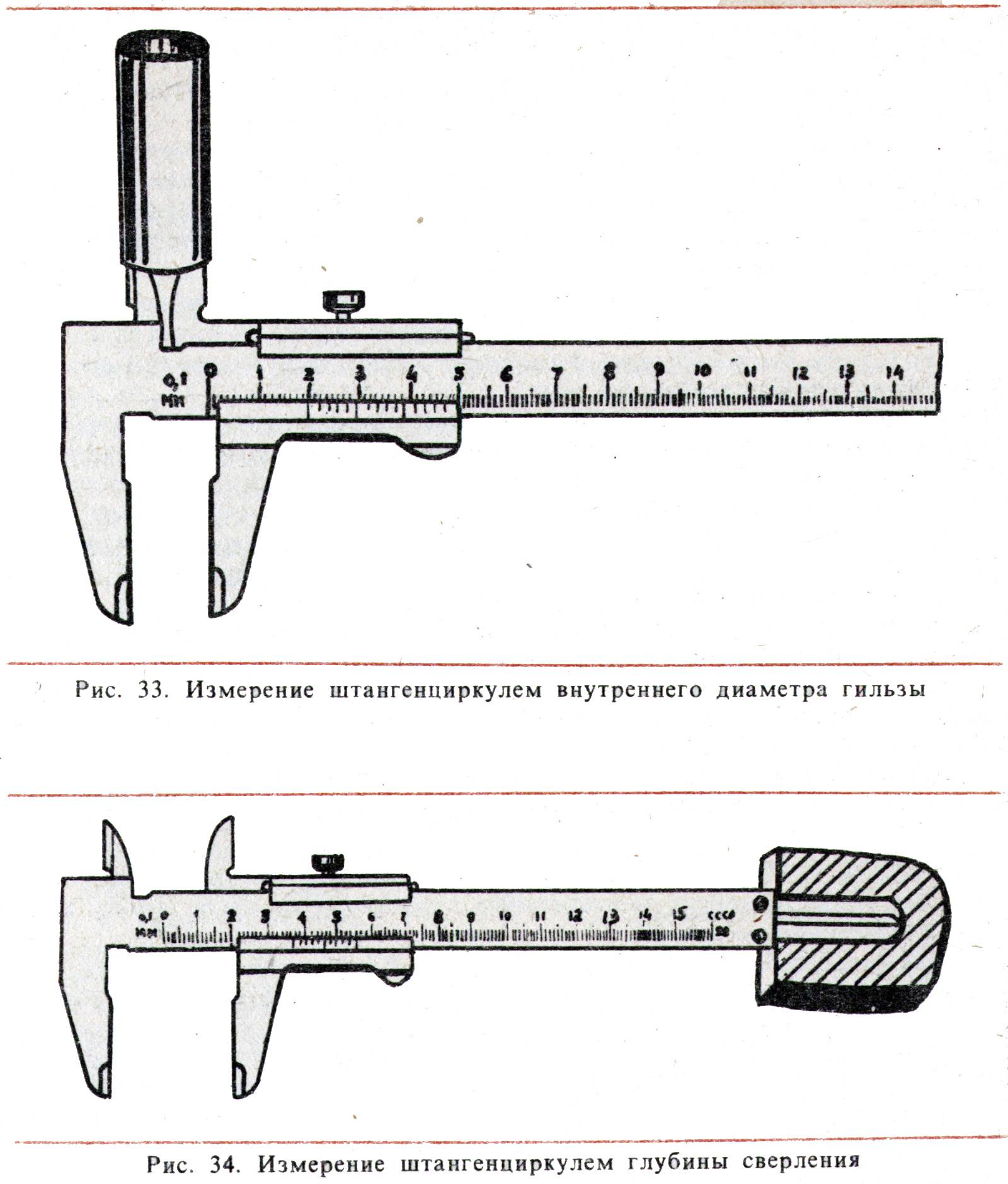
Как измерить штангенциркулем внутренний диаметр детали
Для замера внутреннего диаметра требуется сдвинуть штанги губки в нулевое положение и ввести в отверстие параллельно измеряемой плоскости. Затем их нужно развести до упора, при этом стараясь добиться максимального значения показаний. Этим же способом штангенциркулем проверяют расстояние между параллельными плоскостями, только стараются получить минимальные показания шкалы. Диаметр отверстия от сверла небольшого диаметра замерить не удастся, все определяется толщиной губок.
Из истории инструмента
Историю этого инструмента показательно рассматривать в контексте истории металлообработки и одного из направлений ее развития — токарного дела. Исторический период 15−18 веков характеризуется чередой научных открытий и практическим внедрением этих открытий во всех отраслях экономики этого периода.
Применение математического подхода в астрономии расширило горизонты морской навигации, эпоха Великих географических открытий подняла на новый уровень объем торговли и промышленного производства. Мелкотоварное производство уступило место мануфактурному, а промышленная революция 18−19 веков окончательно установила переход к массовому применению машин и индустриализации.
Хронология событий
Для наглядности можно представить хронологию этих событий, включающую ключевые точки появления штангенциркуля:
- Начало XVI века — токарные станки применяются в основном для обработки дерева, кости и мягких металлов. Привод, хотя и усовершенствованный с древних времен, по-прежнему ручной или ножной, так же, как и резец, остается в руках мастера. Вехой можно считать появление стального центра и люнета для крепления заготовки.
- К этому же периоду относится имеющая прямое отношение к штангенциркулю попытка португальского математика Педро Нуньеша создать прибор для точного измерения углов с помощью набора деленных на равные части концентрических окружностей. Целью являлась не металлообработка, а насущные проблемы навигации. До изготовления и практического применения прибора дело не дошло, но направление мысли не осталось незамеченным.
К середине XVI века токарные станки оснастили механическим приводом от водяного колеса, что позволило приступить к обработке резанием стали. В это время в мастерских появились первые образцы современного штангенциркуля — деревянные линейки с передвижными измерительными губками и нанесенной шкалой для прямого измерения. Вернувшись к Микеланджело, отметим, что именно циркуль явился прообразом штангенциркуля — замеры деталей выполнялись ножками циркуля, а величину определяли по линейке. Очевидно, нашелся мастер, упростивший эту процедуру, совместив оба инструмента в одном и сократив измерение до одной операции.
- В 1631 году математик из Бургундии Пьер Верньер закончил начатое Нуньешем дело, доработав его мысль и адаптировав ее технически в квадранте для измерения угловых величин. Созданная им дополнительная измерительная шкала тут же широко шагнула во многие направления измерений, получив при этом названия в честь обоих ученых — «нониус» или «верньер». При этом в металлообработке в основном используют понятие нониус, верньер более распространен в приборной и радиотехнической отрасли.
- Результатом постоянного совершенствования на отрезке более ста лет стало оснащение к началу XVIII века токарного станка суппортом для жесткого крепления резца, механизмами продольной и поперечной подачи. Токаря уже имели в своем распоряжении мерительный инструмент с нониусной шкалой, позволяющей обеспечить соответствующее качество изготовления.
- К концу XVIII века появился на свет универсальный токарный станок, принцип устройства и работы которого мало в чем изменился по сегодняшний день. С этим периодом связано и появление понятий стандартизации и унификации продукции и мерительного инструмента, единой системы измерения.
Разновидности конструкции штангенциркулей и их маркировка
Наряду с простейшей механической моделью, устройство которой рассмотрено выше, существуют и другие. Их можно разделить на 4 основных вида, имеющих 8 стандартных размеров. Их конструкции, как и назначение, имеют некоторые отличия. Помимо рассмотренного выше двустороннего штангенциркуля ШЦ – 1 существует односторонний вариант ШЦТ- 1. Он имеет губки только с одной стороны и линейку для измерения глубин. Хотя он имеет механическое устройство, как и ШЦ – 1, материалом для его изготовления служит твердая высоколегированная сталь. Такой инструмент помогает определить наружные линейные размеры и глубину отверстий при абразивном воздействии на измеряемый предмет.
Инструмент под названием ШЦ – 2 оснащен двусторонней конструкцией, но губки для измерений внутренних и наружных поверхностей совмещены, и имеют соответственно плоские поверхности внутри и цилиндрические снаружи. Напротив них находятся губки такой же величины для измерения наружных размеров, имеющие заточенные кромки. Это позволяет производить не только измерение, но и разметку на поверхности измеряемой детали. Кроме того, эта модель имеет вспомогательную рамку микрометрической подачи, позволяющую снимать показания с большой точностью.





https://youtube.com/watch?v=Gn7y7uxfOJ4
Штангенциркуль ШЦ – 3 отличается от предыдущей модели только односторонней конструкцией. Его пара губок предназначена для измерения как внутренних, так и наружных размеров. Эта модель предназначена для измерения самых больших размеров, поэтому сама тоже достаточно велика. А чем больше размеры измерительного прибора, тем больше получаемая при измерении погрешность. Поэтому, помимо вышеописанных конструкций, штангенциркули делятся по индикаторам, с помощью которых снимаются показания.
Согласно этому принципу они одразделяются на нониусные, на которых показания вычисляются самостоятельно, исходя из перемещения рамки, на циферблатные и цифровые. В циферблатных, имеющих маркировку ШЦК, используется тот же механический принцип. На рамке расположена цифровая шкала, связанная со штангой зубчатой передачей. Целые миллиметры считываются по положению края рамки, а их доли уже по циферблату. Такой штангенциркуль имеет более высокий класс точности, чем нониусный, и может составлять до 0,01 мм. Однако он очень уязвим для механических повреждений и загрязнения зубчатой рейки от измеряемых деталей.
В то же время, благодаря конструкции, пользоваться им может практически каждый. Цифровой штангенциркуль ШЦЦ имеет установленный на подвижной рамке цифровой дисплей. В рамку вмонтировано считывающее устройство, показывающее расстояние между измерительными губками. На дисплее имеются кнопки, позволяющие им управлять. Точность такого прибора составляет 0,01 мм и позволяет делать измерения самых мелких деталей, в частности контролировать резьбу. Однако все недостатки электронных приборов присущи и этому инструменту. Изменения параметров штанги под воздействием температурных перепадов немедленно влияют на показания дисплея.
Как измерить прибором резьбовые соединения
Мало кому известно, но рассматриваемым инструментом можно также измерять резьбу на болтах и прочих крепежных соединениях. Измеряется резьба для того, чтобы подобрать к крепежу соответствующую гайку. Измерения резьбы проводится по ее выступам на болте. Для этого болт (всей длинной) следует зафиксировать между губками, и снять показания.
Чтобы определить значение шага резьбы болтового соединения, понадобится выполнить такие манипуляции:
- Измерить внешний диаметр болта прибором
- Замерить также высоту стержня без учета шляпки
- Посчитать количество витков
- Чтобы узнать шаг резьбы, необходимо полученное значение длины стержня разделить на число витков. К примеру, если длина стержня составляет 20 мм, а количество витков 10 штук, тогда 20/10=2
Иметь в хозяйстве штангенциркуль необходимо каждому мастеру, особенно если выполняется ремонт автомобиля и прочей техники, проводятся сварочные работы или осуществляется монтаж коммуникаций в доме. Чтобы инструмент служил долго и качественно, за ним необходим соответствующий уход.
Штангенциркуль – что это за инструмент?
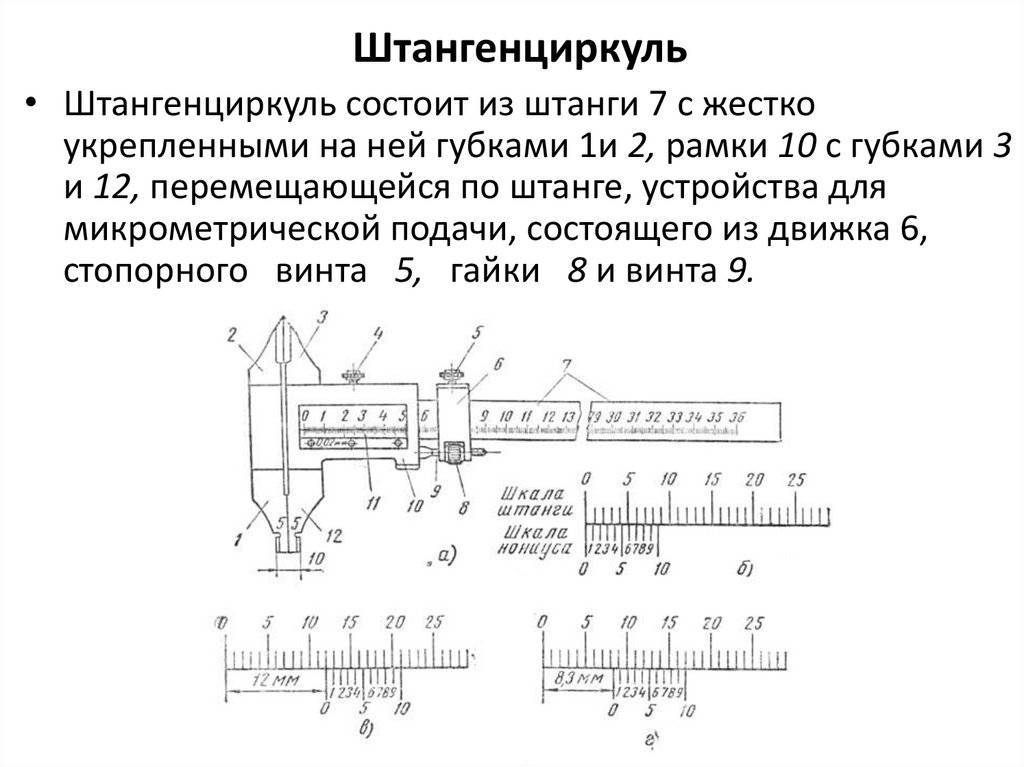
Начнем с самого необходимого, это определения значения данного прибора. Штангенциркуль – это специальный контрольно-измерительный инструмент, он предназначен для идеально точного измерения не только наружных, но и внутренних размеров различных деталей. На его штанге располагаются миллиметровые деления, для более точного размера. Конец штанги обладает двумя неподвижными губками: одна необходима для наружного измерения, другая – для внутреннего. На саму штангу надета специальная рамка с глубиномером и подвижными губками.
Глубиномер – это узкая, тонкая линейка, ее конец прикреплен к рамке. В продольную пазу обратной стороны штанги и помещен глубиномер. Рамка свободно передвигается вдоль основной штанги, и закрепляется в требуемом положении специальным винтом. Между штангой и винтом располагается пружина. В нижней части рамке на скосе нанесены специальные деления – шкала. Данное дополнительное измерительное приспособление носит название нониус. Штангенциркуль позволяет довольно точно измерить размер самого мелкого предмета не только внутри, но и снаружи. При его помощи также можно измерить правильно и глубину предмета. Данный инструмент обладает огромным количеством преимуществ первую очередь, это удобное использование, не большой размер и не сложная конструкция.
Как померить глубину цифровым прибором
Рассмотрим особенности измерений глубины штангенциркулем цифрового типа. Для этого понадобится выдвижная планка-глубиномер, которая позволяет выявить не только глубину отверстия в детали, но еще и размеры выступов. Принцип измерения следующий:
- Выдвинуть планку путем перемещения подвижной рамки
- Утопить ее внутри заготовки до соприкосновения торцевой части планки с дном
- Торцевая часть неподвижной части инструмента должна упереться при этом в верхнюю часть заготовки (этот момент нужно учесть обязательно, так как от него зависит точность показаний)
- Произвести соответствующие исчисления по шкале. Если в руках цифровой инструмент, то результаты будут выведены на дисплей автоматически в миллиметрах. Для нониусных и стрелочных приборов отчисления значений выполняется по инструкции, как описано выше

Как пользоваться штангенциркулем, многие не знают, даже если приходится сталкиваться с такой необходимости практически ежедневно. На основании инструкции, необходимо запомнить принцип проведения измерений и правильность отсчета, что позволит получать точные результаты, от которых зависит технологический процесс. Особенности измерений штангенциркулями показано на видео ниже.
Упорная резьба
У упорной резьбы имеются определенные отличия:
- угол при виртуальной вершине 55 ⁰;
- одна сторона перпендикулярна к базе, а другая выполнена с наклоном. Самоотвинчивание исключается.
Подобные резьбы используются в приборах, где нужно точно выставлять гайку относительно стержня. Основные размеры даны в таблице 4.
Таблица 4: Размеры резьбы и шаг винтовой линии для упорной резьбы
| Номинальный диаметр резьбы d | Шаг P | |||
| 1 ряд (предпочтительный) | 2 ряд (допустимый) | крупный | мелкий 1 | мелкий 2 |
| 10 | 3,00 | 2,00 | ||
| 12 | 3,00 | 2,00 | 1,00 | |
| 14 | 4,00 | 2,00 | ||
| 16 | 4,00 | 2,00 | 1,00 | |
| 18 | 4,00 | 3,00 | ||
| 20 | 4,00 | 3,00 | 2,00 | |
| 22 | 5,00 | 4,00 | ||
| 24 | 8,00 | 5,00 | 4,00 | |
| 26 | 8,00 | 5,00 | ||
| 28 | 10,00 | 8,00 | 4,00 | |
| 30 | 10,00 | 8,00 | ||
| 32 | 12,00 | 10,00 | 8,00 | |
| 34 | 12,00 | |||
| 36 | 12,00 | 10,00 | 8,00 | |
| 38 | 12,00 | 7,00 | 5,00 | |
| 40 | 12,00 | 10,00 | 8,00 | |
| 42 | 10,00 | 8,00 | ||
| 44 | 12,00 | 7,00 | 3,00 | |
| 46 | 12,00 | 8,00 | 3,00 | |
| 48 | 12,00 | 8,00 | 3,00 | |
| 50 | 12,00 | 8,00 | 5,00 | |
| 52 | 14,00 | 10,00 | 8,00 | |
| 55 | 14,00 | 10,00 | ||
| 60 | 16,00 | 12,00 | 10,00 | |
| 65 | 16,00 | 12,00 | ||
| 70 | 16,00 | 12,00 | 10,00 | |
| 75 | 16,00 | 10,00 | 8,00 |
Как определить шаг резьбы
Определить шаг резьбы нужно при выборе резьбонадрезного инструмента или сверла для пробуривания отверстия под элемент в какой-либо поверхности. Также необходимо тщательно подбирать друг к другу сопрягаемые элементы при организации болтового, винтового, шпилечного или иного разборного резьбового узла. Определить шаг резьбы можно различными способами.
Определение шага резьбы с помощью резьбомера (шаблона)
Такое название носит специальный инструмент, состоящий из специальных пластин (гребенок), на одной из сторон которой располагаются выступы, помогающие определить шаг резьбы. Пластины закреплены на одной или двух осях, объединенных в общем корпусе. Существуют отдельные шаблоны для метрической и дюймовой резьбы. Легко отличить их друг от друга помогает маркировка: на первых стоит знак 60°, на вторых — 55°.
Достоинство такого метода в том, что он является самым точным (при умелом обращении с инструментом). При производстве шаблонов используются специальные стали, не поддающиеся сжатию и расширению под влиянием различных температур. Это позволяет использовать резьбомеры практически в любых погодных условиях.
Определение шага резьбы с помощью линейки
Этот способ не может дать стопроцентного результата, но он прекрасно подходит для тех случаев, когда нет иного варианта решения поставленной задачи. Чтобы узнать число витков с помощью линейки, следует определить общую длину резьбового участка и посчитать количество витков на этом расстоянии. Далее требуется просто разделить длину на число подсчитанных нитей — ответ и будет полученным значением шага резьбы.
Этот способ может иметь иную модификацию. Если у вас есть кусок бумаги, то следует приложить его к резьбовому участку и сильно прижать. На получившемся отпечатке делают замер (с помощью линейки или иного измерительного инструмента) сразу нескольких участков: двух, трех или больше, — а после разделить длину выбранного участка на количество витков в ней. Процесс аналогичен описанному в предыдущем абзаце.
Определение шага резьбы с помощью штангенциркуля
Для этого следует произвести измерения так, как показано на рисунке. Полученное значение соотнести с тем, которое приводится в таблице, и узнать правильное значение шага для метрической или дюймовой системы соответственно.
Косвенные измерения
В конфигурации деталей, могут встречаться наружные и внутренние размеры, которые нельзя непосредственно измерить штангенциркулем.
Невозможно сделать замер №1
Невозможно сделать замер №2
Невозможно сделать замер №3
В таких случаях поможет применение других инструментов или косвенных измерений.
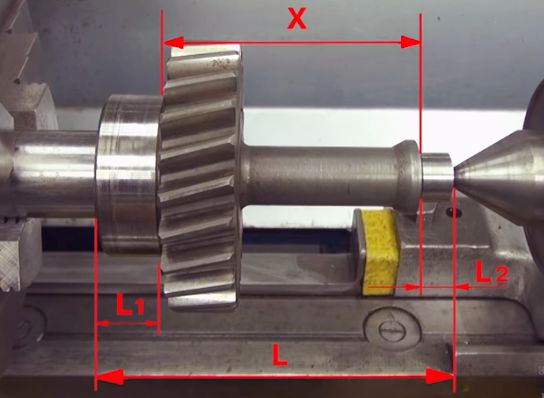
Схема косвенных измерений
Косвенными измерениями, искомый размер детали вычисляется из результатов полученных прямыми измерениями размеров связанных с искомым.
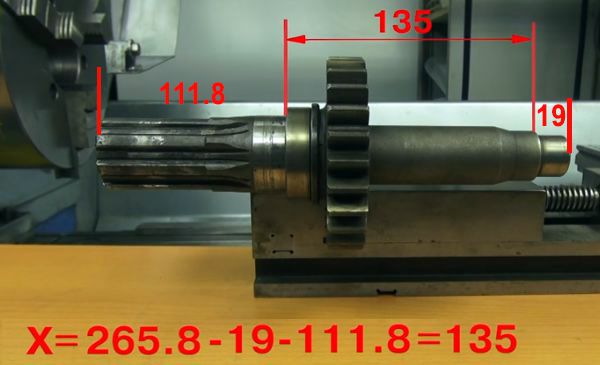
Вычисляем размер
Длина между выступами посередине не поддаётся прямому измерению. Замеряем общую длину и длины частей детали прилегающих к нужным нам сторонам, вычитаем их размеры из общей длины детали.

Как хранить инструмент
Лучше всего хранить штангенциркуль в специальном кейсе для инструмента. Обычно он защищен специальными прокладками. В этом случае, даже если вы уроните чемоданчик, инструмент не пострадает.
 После каждого измерения прибор следует обязательно убирать в коробку
После каждого измерения прибор следует обязательно убирать в коробку
Для профилактического очищения прибор вынимают из кейса, ослабляют зажимы, насколько это возможно, раздвигая лапки, протирая все измерительные и подвижные элементы.
Если у вас остались вопросы по работе с прибором, то следующее видео поможет ответить на них.
 Watch this video on YouTube
Watch this video on YouTube
Предыдущая Бытовая техника Тепловизор для обследования зданий и сооружений: ловим тепло правильно Следующая Бытовая техника Замена подшипника в стиральной машине: как сэкономить на вызове мастера
С чего начинать эксплуатацию прибора
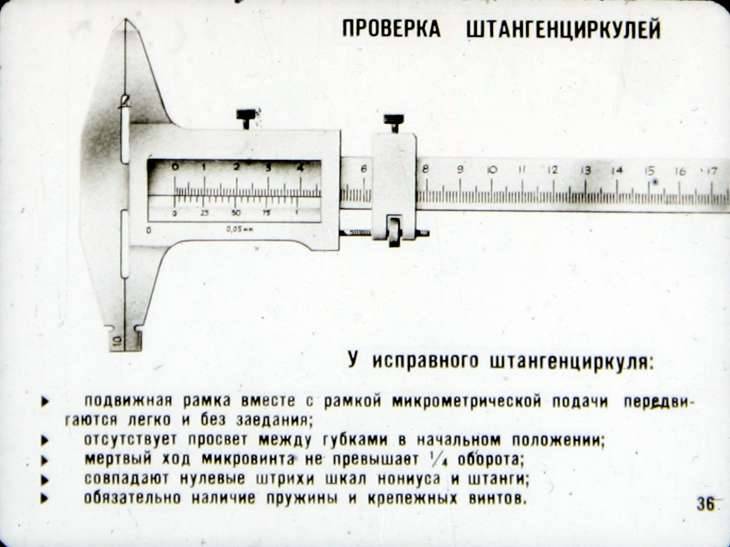
Чтобы получить точные данные о проводимых измерениях, потребуется сначала проверить инструмент на точность и исправность. Для проверки точности используются специальные эталонные образцы, но, чтобы узнать точность прибора с их помощью, надо уметь считать по шкале штангенциркуля
Перед использованием измерителя немаловажно убедиться в его исправности, что позволит снять результаты с низкой погрешностью. Для этого надо произвести визуальный осмотр губок и шкал инструмента
Наличие дефектов на губках недопустимо, так как это приведет к тому, что инструмент будет показывать неточные результаты.
Чтобы произвести применение инструмента правильно, необходимо соблюдать такую последовательность действий:
- Достать инструмент из специальной шкатулки, в которой следует хранить его. Такими кейсами комплектуется большинство штангенциркулей
- Свести губки инструмента, а затем посмотреть на наличие просвета между ними. Этот просвет должен быть минимальным, что говорит об исправности устройства
- При сведенных губках надо посмотреть на шкалу. Первая риска на подвижной рамке должна точно совпасть с нулевой отметкой на неподвижной рамке
- При несовпадении этих отметок, говорить о точности конечных данных не приходится. При этом можно считать, что прибор неисправен, и требует замены или ремонта
- Обычно если риски на шкалах не совпадают, то причиной того является заклинивание зажима или налипание загрязнений на губках. Проверяется и очищается поверхность губок, а также ослабляется крепление зажима
- Удалить загрязнения со шкалы прибора, так как они будут помехой при считывании результатов
Как только выяснилось, что прибор готов к применению, можно приступать к его эксплуатации. В зависимости от того, что необходимо измерить, используются соответствующие элементы инструмента:
- Наружные губки для замеров внутреннего диаметра детали
- Внутренние — для измерения внешнего размера детали
- Щуп глубиномер — для определения глубины паза или канавки
Когда все готово к работе, то можно приступать к измерениям. Далее рассмотрим пошагово, как надо правильно пользоваться штангенциркулем нониусного типа.
Разметка
Обычный штангенциркуль с заостренными мерительными поверхностями справляется с базовыми разметочными операциями. Упирая одну губку в боковину детали, кончиком второй можно нанести черту на перпендикулярную ей поверхность. Линия получается равноудаленной от торца и копирует его форму. Чтобы начертить отверстие, нужно накернить его центр: углубление служит для фиксации одной из губок. Подобным образом можно использовать любой прием начертательной геометрии.
Твердосплавные напайки и резцы оставляют заметные царапины на деталях из сталей твердостью выше 60 HRC. Существуют также узкопрофильные штангенциркули, разработанные исключительно для разметки.
Как измерять микрометром на практике
Получить размер изделий с точностью 0,01 мм можно выполнив измерения микрометром. Их много модификаций, но самый распространенный это гладкий микрометр типа МК-25, обеспечивающий диапазон измерений от 0 до 25 мм с точностью 0,01 мм. Микрометром удобно измерять диаметр сверла, толщину листового материала, диаметр провода.
Микрометр представляет собой скобу, с одной стороны которой находится опорная пятка, а с другой имеется стебель и высокоточная резьба, в которую закручивается микровинт. На стебле нанесена метрическая шкала, по которой выполняется отсчет миллиметров. На микровинте имеется вторая шкала с 50 делениями, по которой отсчитываются сотые доли мм. Сумма этих двух величин является измеренным размером.
Для того, чтобы выполнить измерение микрометром, деталь размещают между пяткой и торцом микрометрического винта и вращают по часовой стрелке за ручку трещотки (находится на торце барабана микрометрического винта) до тех пор, пока трещотка не издаст три щелчка.
На стебле нанесено две шкалы с шагом 1 мм – основная оцифрованная через каждых 5 мм и дополнительная, сдвинутая относительно основной на 0,5 мм. Наличие двух шкал позволяет повысить точность измерений.
Отсчет показаний выполняется следующим образом. Сначала считывают, сколько целых, незакрытых барабаном, миллиметров получилось по оцифрованной, нижней шкале на стебле. Далее проверяют по верхней шкале наличие риски, расположенной правее от риски нижней шкалы. Если риски не видно, то переходят к снятию показаний со шкалы на барабане. Если риска просматривается, значит, к целому числу полученных миллиметров добавляется еще 0,5 мм. Показания на барабане отсчитывают относительно прямой линии, нанесенной вдоль стебля между шкалами.
Например, размер измеренной детали составляет: 13 мм по нижней шкале, на верхней шкале открытой метки, правее открытой на нижней шкале нет, значить 0,5 мм добавлять не нужно, плюс 0,23 мм по шкале барабана, в результате сложения получаем: 13 мм+0 мм+0,23 мм=13,23 мм.
Микрометр с цифровым отсчетом результатов измерений применять удобнее и позволяет измерять с точностью до 0,001 мм.
Если, например, села батарейка, то цифровым микрометром можно выполнять измерения точно так же, как и гладким МК-25, так как имеется и система отсчета по делениям с точностью 0,01 мм. Цена микрометров с цифровым отсчетом результатов измерений высока и для домашнего мастера неподъемна.