

Преимущества современных предложений
Современные электроды, к примеру, ресант и многие другие производятся с учетом всех установленных стандартов. Этот момент определяет то, что изделия обладают следующими преимуществами:
- Существенно упрощается процесс сварки. Применение специальных материалов обеспечивает высокую стабильность образующейся дуги. Сложности могут возникнуть только в том случае, если электроды были подобраны неправильно по составу сердечника или обмазки.
- Высокое качество получаемого шва. Применение современных расходных материалов позволяет получить надежные швы даже при соединении изделий сложной формы.
- Отделимость шлака от металла. При выполнении сварочных работ шлак можно отделить практически сразу, что позволяет быстро определить качество получаемого шва и исправить возможные дефекты.
- Изготавливаются электроды при соблюдении санитарно-гигиенических норм. Проводимые сварочные работы абсолютно безопасны, так как при горении не выделяются вредные вещества.
- Сварке могут подвергаться даже изделия, которые покрыты довольно большим слоем ржавчины. Стоит учитывать, что для повышения качества соединения все же рекомендуется проводить очистку поверхности.
Стоимость изделия зависит от популярности марки и типа применяемого материала при создании обмазки.
Читать также: Саморезы по металлу с прессшайбой цветные
Как выбрать сварочные электроды
Диаметр . При выборе диаметра электродной продукции отталкиваться необходимо от толщины соединяемых элементов и возможностей сварочного аппарата. Наиболее популярной и универсальной считается тройка (3 мм).
Покрытие. Нанесение покрытия преследует несколько целей. В первую очередь защищается стержень от коррозии. Но еще важнее становится образование в зоне сварки защитной атмосферы, которая предотвращает образование шлака.
По-разному ведут себя электроды при сварке грязных или ржавых поверхностей
Не все сварщики уделяют чистоте сопрягаемых кромок должное внимание. Поэтому им больше понравятся неприхотливые расходники, пусть даже цена у них будет немного выше.
Марка электродов
Основная масса электродной продукции хорошо сваривает низкоуглеродистые и низколегированные стали. А вот для работы с нержавейкой или легированными сортами следует отдать предпочтение специализированным расходникам.
Хранение . Разные виды покрытий способны впитывать в определенных количествах влагу. Она негативно влияет на качество шва, проблемы появляются с розжигом дуги, некоторые электроды полностью становятся непригодными для сварки. Поэтому лучше найти место для пачки электродов в отапливаемом сухом помещении.
Производитель. Еще недавно отечественные сварщики с восхищением говорили об импортной электродной продукции, которая была на голову выше отечественных аналогов. Сегодня наметилась тенденция к улучшению качества российских электродов, они мало в чем уступают зарубежным конкурентам.
В наш обзор попали 13 лучших сварочных электродов. При составлении рейтинга были учтены мнения экспертов и отзывы российских сварщиков.
Распространенные марки
Для каждого типа стали требуется определенная марка электрода. Это особенно актуально для материалов с различными покрытиями и примесями. При использовании инверторного сварочного аппарата расходные материалы могут вести себя по-другому — эти характеристики стоит учитывать. Примеры расходных материалов и некоторые их характеристики приведены в таблице ниже.
Перечень электродов по видам стали:
| Марка | Вид | Особенности некоторых расходных материалов |
| 1 группа: УОНИ 13/55, УОНИ 13/45 2 группа: МР-3, МР-3С 3 группа: | Углерод | 1 группа является одним из самых сложных электродов, используемых для создания высококачественных прочных швов в тяжелых конструкциях. Это требует квалификации сварщика и особого внимания к процессу. 2 группа представляет собой электроды для многоцелевого использования и сварки неочищенных и ржавых материалов. Вторые можно использовать для создания сварочных швов с повышенными требованиями к герметизации и сопротивляемости материалов |
| АНО-4 АНО-6 | Легированная | Относятся к легковоспламеняющимся электродам. Обеспечивают стабильное дуговое горение, минимальное разбрызгивание металла, высокое качество швов, и легкое отделение шлака. Популярен среди начинающих сварщиков |
| ЦЛ-11 ОЗЛ-6 | Высоколегированная | Первый предназначены в основном для работы с нержавеющей сталью, второй – для термостойких и литейных деталей |
| ОЗЧ-2 | Чугун | Состав покрытия состоит из компонентов, которые предотвращают образование трещин из-за содержащегося в нем водорода |
| Т-520 | Чугун (наплавка) | Используется, например, для сварки деталей машин, которые работают в условиях быстрого износа |
Лучшие сварочные электроды с основным покрытием
Подобные стержни отличаются малой окислительной способностью, а получаемый сварочный шов — пониженным содержанием водорода, кислорода, примесей серы и фосфора. Поэтому он обладает хорошей стойкостью к образованию трещин.
Применяются подобные электроды для сварки закаливающихся, раскисленных сталей и многослойных конструкций.
ESAB УОНИИ 13/55
4.9
★★★★★
оценка редакции
92%
покупателей рекомендуют этот товар
Смотрите обзор
Электроды могут использоваться для сварки почти во всех пространственных положениях. Наплавленный металл отличается устойчивостью к возникновению кристаллизационных трещин и практически полным отсутствием водорода.
Стержни имеют диаметр от 2 до 5 миллиметров, что позволяет обрабатывать материалы толщиной до 8 мм.
Допустимая температура прокаливания перед работой составляет 350-400°С. Во избежание образования пор, сварку следует проводить постоянным током на короткой дуге.
Достоинства:
- широкий диапазон размеров;
- сварка из любого положения;
- прочность шва;
- экономичный расход.
Недостатки:
залипание при высоком показателе тока.
ESAB УОНИИ 13/55 предназначены для сварки низкоуглеродистой или низколегированной стали. Удобство работы в любом положении и надежность получаемого шва позволяют эффективно использовать стержни в стесненных условиях.
Lincoln Electric УОНИ 13/55
4.9
★★★★★
оценка редакции
90%
покупателей рекомендуют этот товар
К основным особенностям этих расходников стоит отнести низкую стоимость и увеличенный эксплуатационный ресурс.
Электроды могут использоваться при работе с материалами при отрицательной температуре и повышенном уровне влажности, не требуют особых условий хранения.
Диаметр стержней составляет 4 миллиметра, максимальный допустимый сварочный ток — 160 Ампер. Их применение эффективно в любом пространственном положении, что обеспечивает удобство работы с различными конструкционными элементами.
Достоинства:
- высокая ударная вязкость;
- работа при температуре до -40 °С;
- минимальное разбрызгивание;
- стабильное горение дуги.
Недостатки:
требуют длительного прокаливания.
Lincoln Electric УОНИ 13/55 — отличный выбор для дуговой сварки арматурных, углеродистых и легированных сталей. Рекомендуется для работы в сложных условиях или продолжительного использования в морозную погоду.
PlasmaTec Monolith ЦЧ-4
4.8
★★★★★
оценка редакции
88%
покупателей рекомендуют этот товар
Особенностью электродов является возможность производить работу в неблагоприятных условиях. Во время сварки вокруг дуги возникает газовый пузырь, препятствующий попаданию на стык воды или пыли.
Диаметр стержней составляет 3 мм. Они характеризуются стабильностью дуги, слабым разбрызгиванием, легкостью как начального, так и повторного зажигания. Это обеспечивает высокое качество шва и быстрое отделение шлака.
Достоинства:
- защита зоны сварки;
- ровный шов;
- экономичный расход;
- не требуют прокаливания.
Недостатки:
не предназначены для вертикальной сварки.
PlasmaTec Monolith ЦЧ-4 используется для профессиональной сварки тонколистового металла. Прекрасный выбор для работы с резервуарами или трубопроводами.








Kobelco LB-52U
4.8
★★★★★
оценка редакции
86%
покупателей рекомендуют этот товар
Отличаются высокой стабилизацией дуги и большой глубиной проплавления материала. Благодаря низкому содержанию водорода получаемый шов устойчив к растрескиванию и характеризуется высокой ударной вязкостью.
Диаметр электродов — 3 мм, длина 40 сантиметров. Стержни используются для сварки металлов, соответствующих классам прочности до К54, К55-К60. Обработка материала может производиться как на постоянном, так и на переменном токе.
Достоинства:
- надежное соединение;
- быстрое прокаливание;
- глубокое проплавление металла;
- легкость отделения шлака.
Недостатки:
сложность повторного зажигания.
Kobelco LB-52U подойдет для усиления обратной стороны сварочного шва. Стержень будет полезен при внутренней обработке трубопроводов или цистерн.
Самые распространенные марки электродов и сфера их применения
Составить объективный рейтинг электродов для сварки инвертором невозможно, поскольку все они разрабатываются для различных металлов и условий применения
При этом принимается во внимание рекомендуемое рабочее положение стержня, характер покрытия, какой полярности постоянка или переменка нужна при выставлении настроек сварочного аппарата. Сильно влияют на выбор и индивидуальные предпочтения сварщика, складывающиеся в процессе многолетней работы
Мы представим наиболее распространенные в среде сварщиков марки, пользующиеся заслуженной популярностью не один год.
МП-3
Рутиловые электроды этой марки являются одними из самых распространенных и востребованных. Они разработаны для сварки углеродистых и низколегированных сталей с предельным усилием разрыва до 490 МПа. С их помощью можно варить инвертором детали размером до 2 см. Для этого используется источник переменного или постоянного тока обратной полярности с напряжением холостого хода не менее 50В.

- легкость розжига и исключительная устойчивость дуги;
- незначительное разбрызгивание стали;
- легкость создания сплошного и ровного шва, доступная даже новичку;
- простое отделение шлаковой корки;
- высокая производительность работы;
- минимальные требования к качеству подготовки кромок;
- возможность сварки при любом положении электрода.
- большое количество производителей изделий данной марки, среди которых встречаются и недобросовестные;
- строгий подход к условиям хранения, объясняемый резким ухудшением эксплуатационных параметров шва при намокании обмазки стержней.
ОЗС-12
Еще один представитель семейства рутиловых электродов, который хорошо подходит для сварки сталей с низким содержанием углерода. Отменная прочность шва с отсутствием посторонних включений и склонности к растрескиванию в широком диапазоне термических условий и внешних нагрузок востребована при изготовлении сложных конструкций на потенциально опасных объектах. Варить ими можно постоянным и переменным током, при этом потребляется минимально возможная мощность.

- превосходное качество шва;
- любое направление стержня в процессе сварки;
- моментальный розжиг и устойчивая дуга;
- возможность сварки минимальными токами;
- легкость очистки шва от шлаков;
- низкая стоимость.
- повышенная восприимчивость к влаге, что требует обязательной прокалки электродов перед работой при 150оС в течение часа;
- необходимость тщательной зачистки области сварного соединения перед началом работы.
ОЗЧ-2
Электроды с кислой обмазкой, рассчитанные на сварку заготовок из серого и ковкого чугуна и устранения дефектов литья. На сварочном аппарате устанавливается постоянный ток обратной полярности. Шов выполняется в нижней горизонтальной плоскости или в вертикальном направлении при движении снизу вверх короткими валиками с периодической проковкой и охлаждением.
- сложная технология производства работ;
- приходится выдерживать расходную партию в муфельной печи течение часа при температуре 190-210оС.
УОНИ 13/55
Лучшие электроды для сварки инвертором самых сложных и качественных изделий из углеродистой и низколегированной стали имеют основной тип покрытия.
Неразъемное соединение превосходно выдерживает значительные нагрузки и может использоваться в широком интервале температур.

- однородность шва, обеспечивающая применение изделий этой марки при изготовлении ответственных трубопроводов и нагружаемых строительных конструкций;
- простое удаление шлака;
- высокая производительность работы;
- экономичный расход электродов;
- широкий диапазон возможных пространственных положений стержня;
- приемлемая стоимость.
- сложность повторного розжига;
- необходимость привыкания к достаточно сложному режиму поддержания дуги.
ОЗЛ-8
Эти электроды с обмазкой основного типа применяются для работы по нержавейке. При этом материал шва превосходно переносит влияние химически активных сред и не боится высоких механических нагрузок. Сварку ведут в произвольном положении постоянным током обратной полярности.

Совет! Для исключения растрескивания материала его охлаждение должно производиться в плавном режиме.
Такие электроды используются при изготовлении, монтаже и ремонте аппаратов и трубопроводов в пищевой, химической и нефтехимической промышленности. Полученные с их помощью швы выдерживают экстремальные температуры и повышенное давление.
- высокое качество шва;
- широкий диапазон применения;
- устойчивая дуга;
- простой режим сварки в любых положениях;
- минимальное количество шлака и легкость его удаления;
- доступная цена для изделий своего класса.
- необходимость предварительной прокалки электродов при 300оС;
- повышенный расход материала.
Популярные марки
За годы интенсивной работы с инверторами в кругах специалистов-сварщиков и домашних умельцев сформировался рейтинг популярности электродов.
Марка АНО считается самой универсальной. Электроды этой группы позволяют делать любые сварочные соединения: угловые, стыковые, внахлест. Этой электродной продукцией можно варить детали толщиной не более 5 мм в любых положениях, даже в вертикальном направлении сверху вниз.
Нет необходимости в тщательной зачистке поверхностей от продуктов окисления. Такими электродами можно проводить корневую сварку толстых деталей. Если присутствует рутиловое, целлюлозное покрытие, то допускается подключение любой полярности инвертора.
Продукция лини МР представлена двумя категориями. МР-3 эффективно работает с деталями с разной степенью загрязненности. Электроды, покрытые рутиловым слоем, используются при постоянном и переменном токах, при любом варианте подключения инвертора.
Подобрать положение для работы нужно, учитывая диаметр электрода. Продукция МР-3С удобна для сварки в различных положениях. Этими электродами можно соединять детали с остатками влаги.
Категория УОНИ представлена электродами для сваривания деталей из углеродистых и низколегированных стальных сплавов. Полученные швы пластичны, обладают большой ударной вязкостью, прочно соединяют конструкции особого назначения.
Электроды, покрытые основным слоем, могут применяться при постоянном токе, обратной полярности подключения.
Хорошие рабочие качества проявляют электроды с маркировкой ОК 63.34. Ими можно сваривать термически прочные стали, сплавы, устойчивые к коррозии. Можно проводить сварку по вертикали конструкций небольшой толщины, выполнять соединения встык и внахлест.
Для сварки конструкций, требующих высокой прочности и надежности шва применяют электроды марки ОЗС-12. Они работают на постоянном токе инвертора прямой полярности, а также на переменном.
Стоит также упомянуть марки ESAB, Lincoln, Electric, Ресанта, Kobelco, предлагающие продукцию высокого качества с рутиловым, основным и комбинированным покрытием. Ценовой диапазон здесь разный, и какой вариант лучший, каждый покупатель решает для себя самостоятельно.
Требования к электродам
Выбирая стержни для работы, стоит их внимательно рассмотреть и оценить. Покрытие должно быть без сколов, повреждений, иначе не удастся добиться однородного разогрева и равномерного получения шва. На кончике электрода толщина смазки должна быть такой же, как на всем стержне – благодаря этому электрическая дуга пройдет по центру.
Проинспектировать стоит влажность покрытия, иногда повышенная влажность обмазки не позволяет легко зажечь стержень. Отсюда, требования к хранению электродов в сухом месте, желательно, герметично упакованными. Народные умельцы рекомендуют в упаковку класть пакетики с солью для устранения излишней влаги. Если случится, что электроды отсыревают, их можно подсушить в кухонной духовке при невысокой температуре. Этот параметр указывается на упаковке изделий. Можно также оставить в проветриваемой сухой комнате.
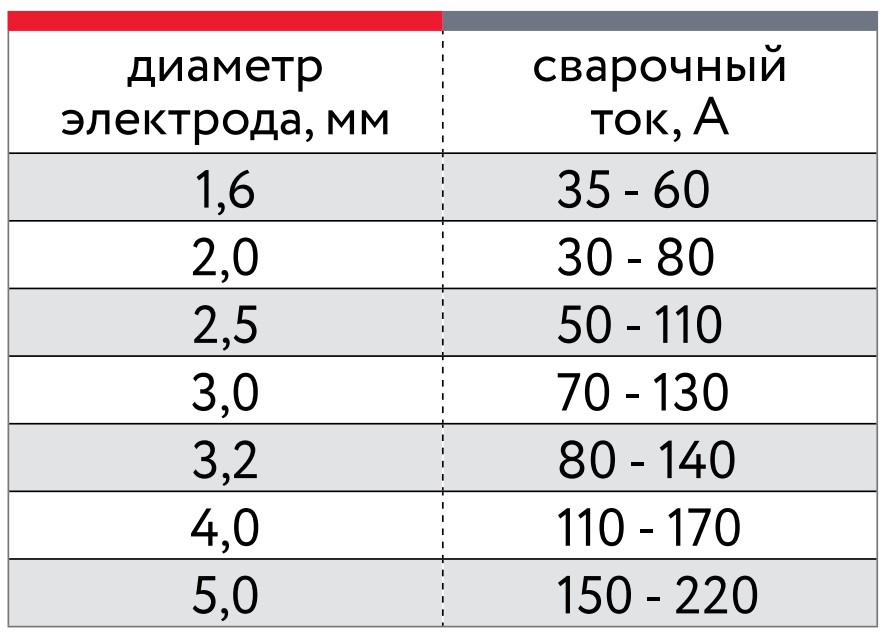
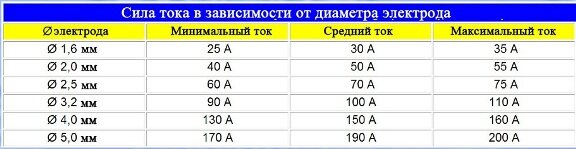
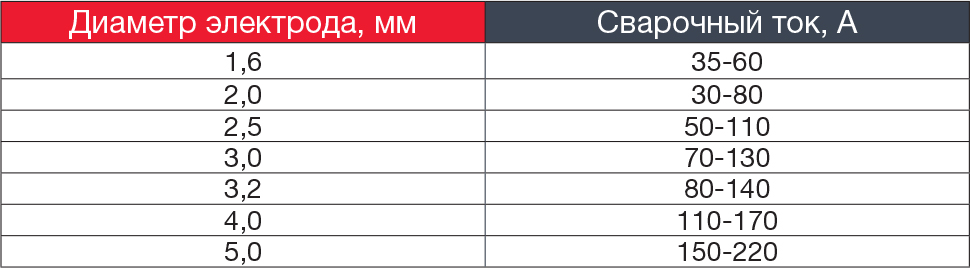
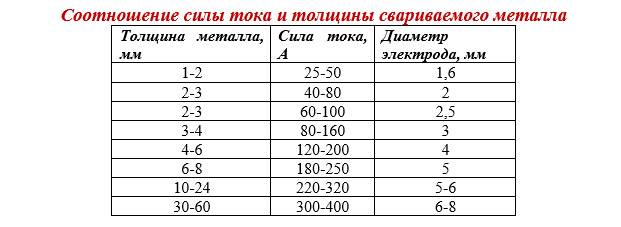
Во время сварочных работ для получения качественного прочного, устойчивого шва необходимо учитывать основные моменты:
- Правильная для конкретного изделия сила тока.
- Подходящий для изделия и вида работ диаметр сварочного электрода.
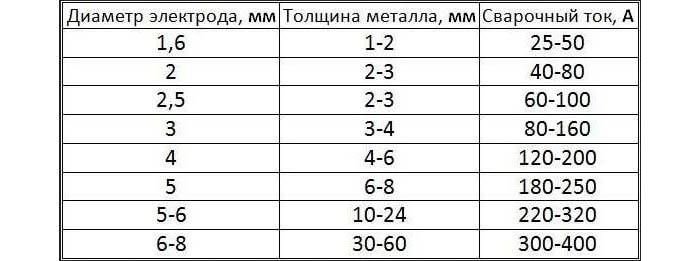
- Учет размерности и толщины свариваемых материалов.
- М. Д. Банов, Ю. В. Казаков, М. Г. Козулин и др.; под ред. Ю. В. Казакова. Сварка и резка материалов: Учебное пособие. — Издание 2-ое, стереотипное. — Издательский центр «Академия», 2002.
- Кожевников Д.В., Кирсанов С.В. Металлорежущие инструменты. Учебник (гриф УМО). Томск: Изд-во Томского ун-та. 2003.
- Статья на Википедии
Сварочный процесс
Работа сварщика зависит не только от правильно выбранной марки электродов. Придется правильно подбирать их диаметр, точно выставить параметры сварки на самом инверторе. В основном это касается силы тока. К тому же будет немаловажным знать, к какому выходу (плюсу или минусу) подключить выбранный вами расходник.
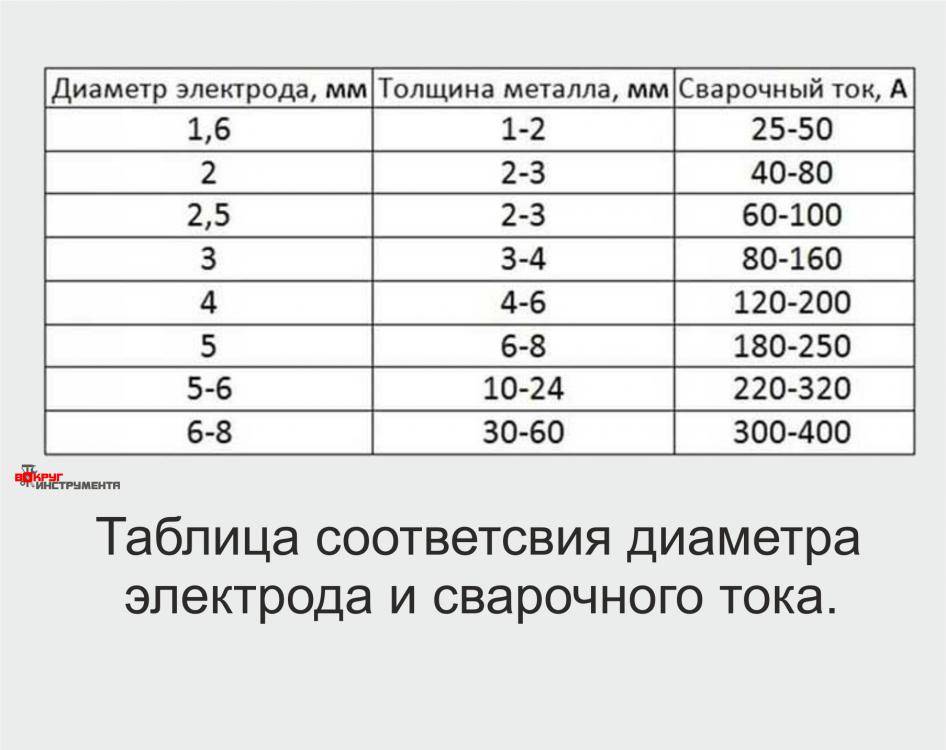
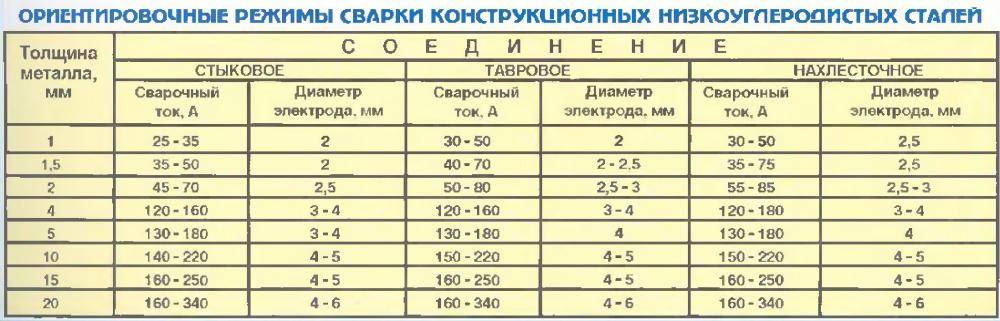
Диаметр сварочного стержня должен быть равен толщине заготовки, которые нужно приварить. К примеру, толщина свариваемых деталей равна 3 мм. Значит, их лучше варить электродом диаметром 3 мм. Если варится толстый металл, к примеру, 10 мм, то можно использовать любой из диаметров, потому что сварка в данном случае будет проводиться послойно. Но даже здесь лучше использовать толстый расходник.
Что касается полярности, то она зависит от того, к какому выходу подключается электрод: к минусу или к плюсу. Если к минусу, а плюс соответственно подсоединяется к свариваемой заготовке, то это прямая полярность. Если наоборот, то это обратная.
В чем отличия двух видов подключения. Всем известно, что поток электронов (он же и является электрическим током) движется от минуса к плюсу. И тот элемент сварочного процесса, который подключен к плюсу, нагревается сильнее. То есть, если менять расположение электрода относительно положения подключения, можно менять интенсивность его нагрева.
Внимание! Электродом диаметром 3 мм варить металл толщиною 2 мм лучше на обратной полярности. А тем же расходником варить металл толщиною 6 мм лучше на прямой полярности.. Теперь, что касается силы тока при сварке инвертором
Обычно он указывается на упаковке. Но можно использовать простое соотношение: на один миллиметр диаметра стержня 20-30 ампер тока. Скажем прямо, диапазон достаточно широкий. Но необходимо будет учитывать режим укладки сварного шва. То есть, он будет укладываться непрерывно без отрыва, или с отрывом. В первом случае при расчете берется показатель 20 ампер, при втором 30. Хотя все это лишь рекомендации, потому что нужно учитывать достаточно широкий список критериев сварочного режима.





Теперь, что касается силы тока при сварке инвертором. Обычно он указывается на упаковке. Но можно использовать простое соотношение: на один миллиметр диаметра стержня 20-30 ампер тока. Скажем прямо, диапазон достаточно широкий. Но необходимо будет учитывать режим укладки сварного шва. То есть, он будет укладываться непрерывно без отрыва, или с отрывом. В первом случае при расчете берется показатель 20 ампер, при втором 30. Хотя все это лишь рекомендации, потому что нужно учитывать достаточно широкий список критериев сварочного режима.
- Текучесть основного металла, его марка.
- Скорость движения руки сварщика.
- Положение электрода во время сваривания. К примеру, в потолочном положении ток уменьшают.
Оптимальный режим придет со временем с опытом
Поэтому сварщик должен обращать внимание на сварочную ванну. Именно она показатель качества выбранного режима
Правильный шов должен быть равномерным. Если в ванной образовалось много металла, значит, или дуга слишком короткая, или скорость сварки была недостаточной. Если в ванной получилось седло, то слишком быстро варился шов, или дуга отказалась длиной. Смещение металла в ванной в одну из сторон говорит о том, что не было выдержано ровное строго по оси движение электрода. К тому же при этом сила тока была большой.
Выбрать хороший вариант, который соответствует режиму и металлу, не всегда просто. Новичку это не под силу, поэтому производители на упаковке дают рекомендации. Более или менее они совпадают с фактическими. Но, как было сказано выше, все придет с опытом. Предлагаем ознакомиться с видео – какие электроды лучше выбрать для сварки инвертором.
Характеристики и совместимость электродов для инвертора
Сам по себе электрод для сварки – это пруток из металла (иногда неметаллический), в основе которого содержатся материалы с высокой проводимостью. Базовая функция состоит в передаче электрического тока на место сваривания металлических элементов. Итоговое соединение напрямую зависит от выбранного электрода и схемы выполнения сварки.
Что нужно учитывать при отборе расходника в первую очередь:
- с какой толщиной металла придется столкнуться. Диаметр прутка меняется пропорционально изменениям толщины свариваемого элемента;
- какая марка металла используется;
- в каком пространственном положении будет находиться сварщик во время работы.
В дополнение, к каждому прутку используется просчет допустимой силы подачи в Амперах. Разница в 1 мм по диаметру – это 35 А. Таким образом, если человек хочет сваривать электродами при максимальной силе его инвертора в 180А, оптимальным диаметром прутка станет 180/35 = 5. По аналогии производится расчет параметра и с другими значениями в отношении подаваемой силы тока.
PS. кто давно искал клапан предохранительный КС 7541.000 для обезвоженного аммиака, что предназначен для сброса рабочей среды при превышении рабочего давления, можно найти здесь https://testomes.org/produkt/klapan-predohranitelnyy-ks-7541000
1) Совместимость типа электрода и вида сварки
Сварщики старой закалки не сильно любят инверторы, отдавая предпочтение более старому (но надёжному, по их мнению) оборудованию. Сам сидел на полуавтоматах года 3, но в последнее время все чае использую профессиональные модели инверторов. Компактность выше, а результат практически такой же, а иногда даже лучше.
2) Классификация и маркировка электродов
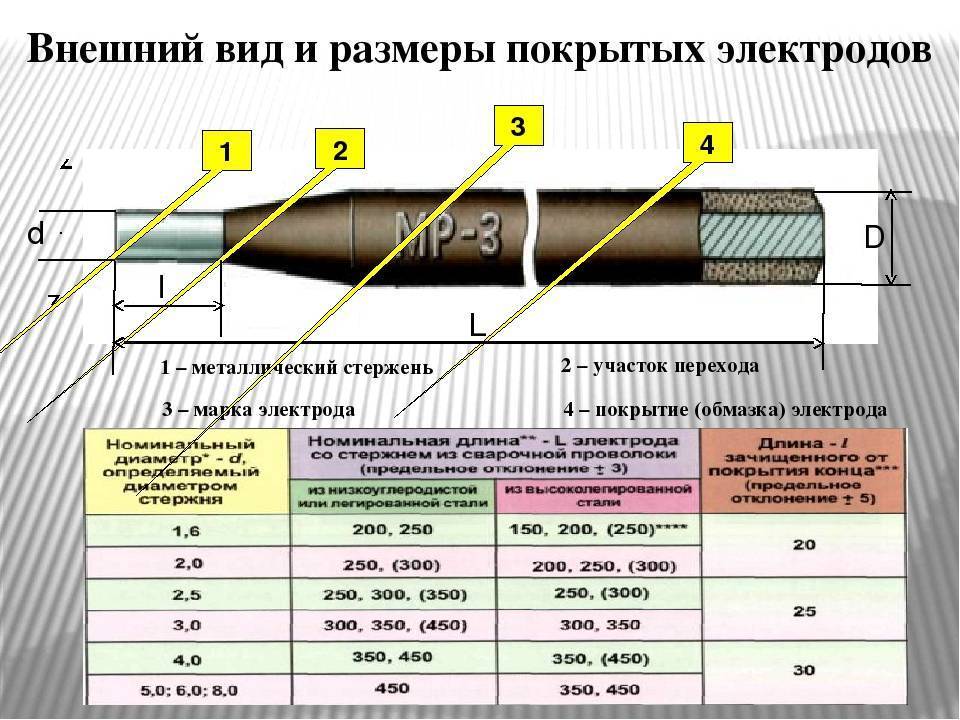
Если вкратце, то для понимания структуры достаточно будет ознакомиться со схемой выше. Всего выделяется 2 базовые категории прутков – металлические и неметаллические. Вторые делятся на плавящиеся (с покрытием и без) + неплавящиеся. В каждом из разделов имеется собственный список подпунктов.
Что указывается в маркировке
- прочностная характеристика прутка;
- марка;
- толщина;
- тип используемого покрытия и есть ли оно вообще;
- характеристики прочности в отношении шовного материала;
- полярность;
- тип тока;
- базовое покрытие;
- пространственное расположение при сварке и прочее.
Детальнее изучить особенности маркировки по ГОСТам можно в документе №9466-75 и 9467-75. Отдельного внимания стоит уделять покрытию электродов. Оно наносится от основания стержня до контактного торца. Края электрода должны быть оголенными.
В зависимости от целей, напыление электрода делится на 4 типа – кислое, базовое, рутиловое и целлюлозное. При маркировке обозначения – это «А», «Б», «Р» и «Ц» соответственно.
Зависимость между типом сварки и покрытием оговорена в таблице выше. Смешанное покрытие может быть не только АЦ и РБ, ибо число переменных в уравнении сварки куда больше двух.
Основы напылений:
- «А» — окись ферума, свинца и прочих металлических элементов;
- «Б» — содержит 2 базовых компонента (карбонат кальция и фтористый);
- «Ц» — основным элементом является целлюлоза;
- «Р» — основой является рутил.
Кислотное покрытие может простимулировать возникновение горячих трещин, а целлюлозное плохо себя зарекомендовало при сварке сталей с закалкой. Рутиловое плохо себя показывает при воздействии повышенных температурных режимов. Единственный вариант без явных недостатков – основное напыление. Благодаря оптимальным соотношениям компонентов, увеличивается раскисление металла, что благоприятно сказывается на результате сварки.
Вспомогательные параметры отбора прутков:
- диаметр. Параметр напрямую зависит от толщины прутка. Производители обычно придерживаются стандартной сетки размерностей, н некоторые предлагают изготовление электродов и под заказ.
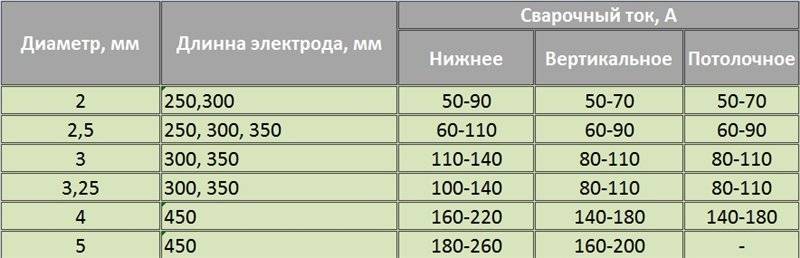
сила тока. Здесь прямая взаимосвязь уже между толщиной стали для сварки и подающимися Амперами. Зависимость носит прямой характер и возрастает плавно.
Если сварочный процесс будет производиться в вертикальном или потолочном пространственном положении, подаваемая сила тока снижается на 14%-21%, а диаметр прутка не должен превышать 4 мм. На этом разбор моментов по классификации и назначениям закрою. Далее пройдемся по модельному ряду инверторных прутков для различных материалов и уровней специализации сварщика.
Лучшие сварочные электроды с рутиловым покрытием
№ 5 — Quattro Elementi 770-421
Quattro Elementi 770-421
Универсальный, очень дешевый электрод с рутиловым покрытием, на совесть упакованный производителем и поэтому не теряющий своих свойств при правильном хранении. Может использоваться в любом направлении, кроме вертикали сверху вниз. Расход составляет 1,7 кг на 1 кг металла.
Электрод ориентирован на сварку малоуглеродистых и низколегированных металлов, часто используется в сферах машиностроения и строительства. Дуга во время работы — мощная и стабильная. В швах во время сварки поры не образуются. Минусы — в упаковке очень мало штук.
Плюсы
- отлично держат дугу
- низкая цена
- легкий розжиг
- делают красивый шов
- хорошая упаковка
Минусы
малое количество электродов в упаковке
Цены на электроды Quattro Elementi 770-421
Quattro Elementi 770-421
№ 4 — Сибртех MP-3C
Сибртех MP-3C
Рутиловый электрод для ручной сварки, который подойдет для различных режимов работы. Его можно использовать для изделий, имеющих абсолютно разную ориентацию в пространстве — ограничений нет.
Многие пользователи считают именно эти электроды одними из лучших, практически не имеющими недостатков. Они недорогие, позволяют получить качественный результат сварки, подходят для работы с ответственными конструкциями. Горят мягко, но вот разжечь их непросто — и это главный минус.
Плюсы
- недорогие
- отлично держат дугу
- можно работать во всех направлениях
- отличное соотношение цены и качества
- позволяют получить красивый шов
Минусы
сложно разжечь
Цены на электроды Сибртех MP-3C
Сибртех MP-3C
№ 3 — Fubag FB3
Fubag FB3
Недорогой электрод с рутиловым покрытием, используемый для ручной дуговой сварки, который многие считают достаточно неплохим для своей стоимости. Хорошо упакован, из-за чего практически не испытывает воздействия окружающей среды при длительном хранении. Подойдет для сварки в различных пространственных положениях.
Электрод обеспечивает легкость сварки, без особого труда зажигается как первично, так и повторно. Дуга горит стабильно на протяжении всего рабочего процесса. В целом электрод формирует мало шлака.
Плюсы
- низкая цена
- можно использовать в различных пространственных положениях
- формируют мало шлака
- легко разжигаются
- хорошая упаковка
Минусы
не обнаружено
Цены на электроды Fubag FB3
Fubag FB3
№ 2 — Ресанта МР-3
Ресанта МР-3
Это одни из самых распространенных в России электродов с рутиловым покрытием, практически не получающих никаких претензий от сварщиков. Продаются по умеренной цене, практически не отсыревают при хранении, позволяют получить прочный и надежный шов.




Электрод требует прокалки перед началом работ, длительность прокаливания — около 60 минут, но при сравнительно невысокой температуре до 170 градусов. Изделие очень легко разжигается, позволяет вести дугу в любом направлении. Одинаково хорошо ведет себя при работе с самыми разными видами стали.
Плюсы
- умеренная цена
- легко разжигается
- можно работать с разными видами стали
- обеспечивают прочный шов
- очень популярный вариант
- шлак легко отделяется
Минусы
требуют длительной прокалки
Цены на электроды Ресанта МР-3
Ресанта МР-3
№ 1 — ESAB-SVEL OK 46.00
ESAB-SVEL OK 46.00
Электроды, которые производятся в России, но под контролем компании из Швеции. Умеренная стоимость и высокое качество результатов работы делают эти изделия одними из самых популярных и одними из лучших на рынке по мнению многих.
Эти электроды обеспечивают хорошую стабильную дугу, отлично горят даже при небольшом отсыревании, превосходно разжигаются. Ими можно работать при разных типах сварки, в любом пространственном направлении. Шов в результате работы такими электродами получается красивый. Прокалка происходит при совсем низких температурах — в районе 90 градусов.
Плюсы
- приятная стоимость
- производятся под контролем шведов
- можно работать с грязным или ржавым металлом
- легко разжигаются
- обеспечивают отличную дугу
Минусы
не подойдут для сварки труб
Принцип работы
Электрод для электросварки — это главная составляющая всего процесса. Именно из-за расплавки электрода получается процесс сварки и крепления. Обычно он состоит из обмазки и различного вида проволоки, где проволока, как и обмазка, может быть различных видов. Виды подбираются в зависимости от того, что будет свариваться.

Виды электродов
Существует более 10 различных видов проволоки и обмазки. Однако чаще используют около 5 видов:
- МР-3.
- УОНИ.
- ОК 63.
- ОЗА-1.
- Комсомолец 100.
 МР-3 самый распространенный вид. Это лучшие электроды для инверторной сварки. Так как МР-3 имеет постоянную полярность, то инверторные аппараты идеально подходят для работы с этим видом электродов.
МР-3 самый распространенный вид. Это лучшие электроды для инверторной сварки. Так как МР-3 имеет постоянную полярность, то инверторные аппараты идеально подходят для работы с этим видом электродов.
УОНИ чаще используют на производствах и предприятиях. Там, где установленные сварочные аппараты переменного тока, УОНИ лучше справляются со своим предназначением.
ОЗА-1 имеет совершенно другую по структуре обмазку и проволоку. Такие стержни используют для сварки алюминия. Так как его температура плавления гораздо ниже, то лучше использовать инверторный аппарат на малом токе.
Комсомолец 100 используют для сварки меди. Так же, как и в случае с ОЗА, нужно обязательно уменьшать силу тока до минимального, иначе сварочный шов прогорит.
Выбор подходящих
Далеко не каждый знает, как выбрать сварочные электроды для инвертора. Однако в этом нет ничего сложного, если соблюдать все правила и нюансы:
- Для начала нужно уточнить, что именно будет подвергаться сварке. На любой детали нужно отличить, какой толщины металл. К примеру, если у вас тонкостенная труба, то нужно присмотреться к электродам меньшего диаметра.
- Если вы начинающий сварщик или новичок в сварочном деле, то нужно убедиться в качестве электродов. К примеру, у МР-3 гораздо лучше зажигается дуга. Однако УОНИ имеют более высокую прочность. Но при работе с УОНИ сварочная дуга зажигается гораздо тяжелее. Если иметь небольшой опыт, то УОНИ будут не только залипать, но и нагреваться.
- Залипание электрода не всегда зависит от его марки. Именно поэтому следует определить, каким аппаратом будет проводиться сварка. Если при работе с инверторным аппаратом использовать переменные электроды УОНИ, то они будут гораздо чаще липнуть. Однако если их использовать при переменном токе, то работа будет производиться легче.





