

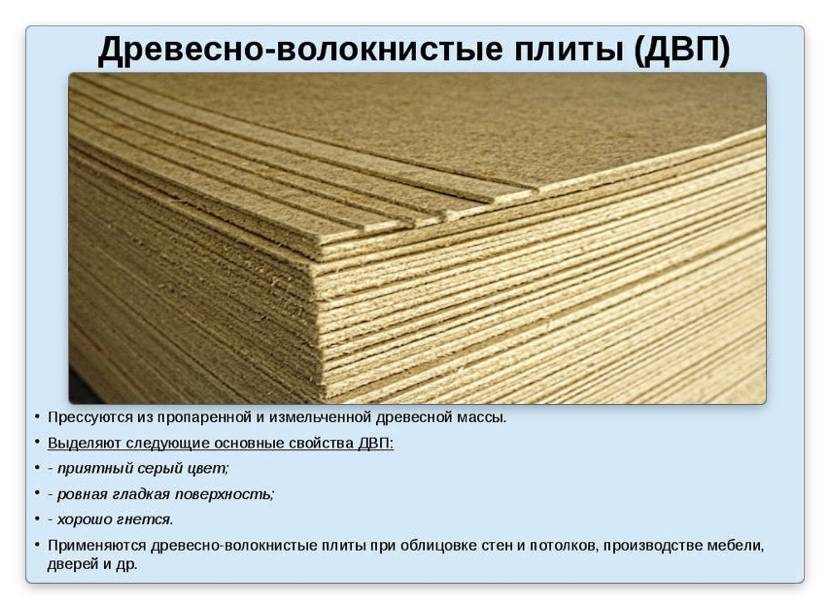
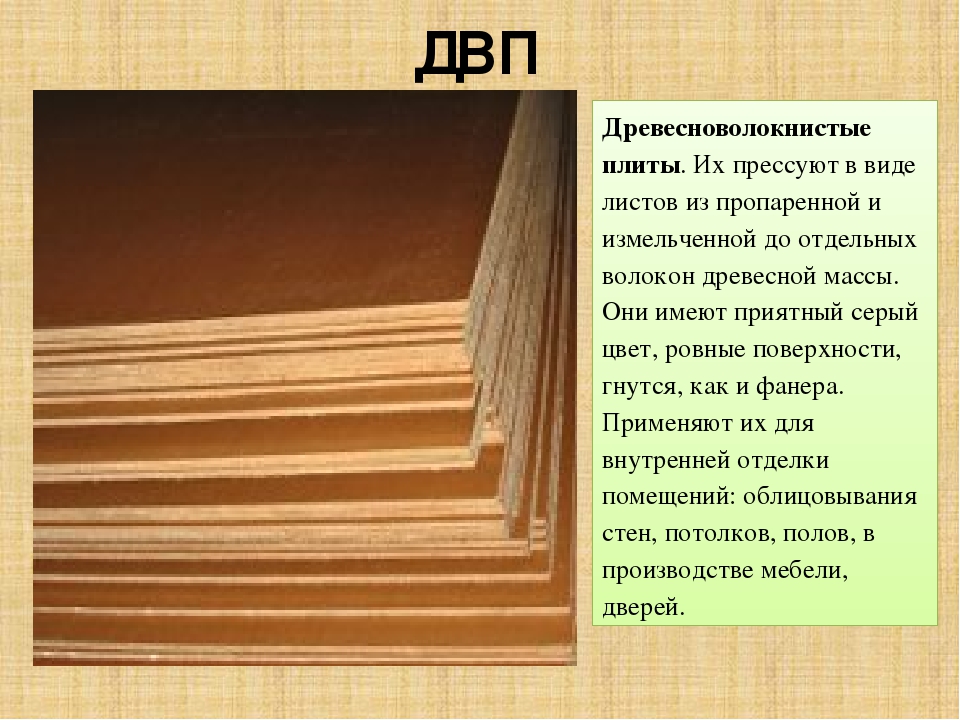
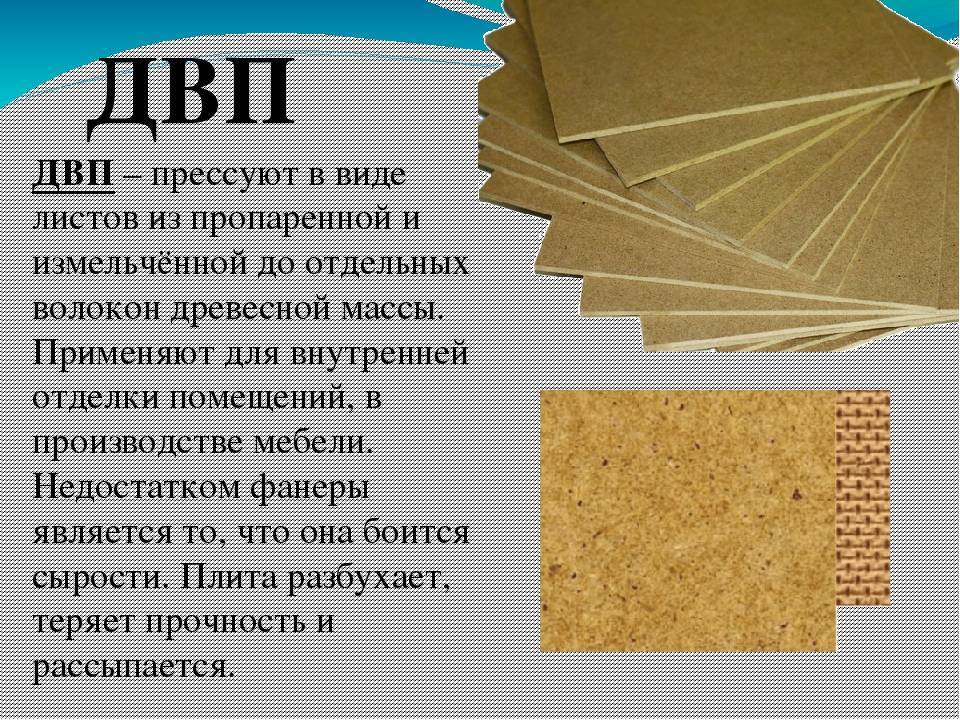
Разновидности листов ДВП
Листы ДВП получают самой разной плотности. С этим показателем связана основная классификация материала.
Мягкий
Плиты с низкой плотностью – до 350 кг/м³, толщиной до 12 мм. Материал довольно пористый, поэтому обладает низкой теплопроводностью – до 0,07 Вт/(мК). Механическая прочность листа минимальна: его можно продавить пальцем. Из-за высокой пористости ДВП сильно впитывает влагу, поэтому для отделки ванной и кухни не годится.
Различают 3 вида материала: М1, М2, М3. Чем выше цифра, тем больше плотность листа. Различить их можно по внешнему виду: чем материал мягче, тем больше древесных волокон торчит из края.
Применяют материал как аналог гипсокартона: для обшивки каркасов и стен, звукоизоляции перегородок, межэтажных перекрытий.
Полутвердый
Его плотность составляет до 850 кг/м³. Прочность, особенно на изгиб тоже заметно выше – от 15 МПа. Размеры листа ДВП стандартные, но толщина колеблется от 6 до 12 мм. Материал неплохо изгибается и хранит форму. В основном его применяют при изготовлении задних стенок мебели. Годится плита и в качестве подложки.
Водопоглощение материала составляет 40%, так что в сырых помещениях для отделки ДВП не берут.
Твердый
Плотность достигает 950 кг/м³. Теплопроводность, естественно, ниже, так как материал слабо пористый. Толщина листа невелика – до 6 мм. ДВП используют в основном для изготовления щитовых дверей, намного реже – для задних стенок шкафов.
Твердый ДВП имеет декоративную поверхность: гладкую, матовую, имитирующую состаренное дерево.
Сверхтвердый
Плотность до 1200 кг/м³. Твердость максимальная: прочность на изгиб составляет 47 МПа. Водопоглощение низкое – всего 12 %. Эти качества обусловлены включением в исходную смесь петкола. Из материала делают двери, межкомнатные арки, обшивают стены и перегородки. Можно использовать как напольное покрытие, плиты выдерживают весьма ощутимую нагрузку.
Сверхтвердый ДВП – прекрасный электроизолятор и часто применяется при монтаже электрощитов.
Ламинированный
Специальный обшивочный материал с высокими эстетическими характеристиками. Такие плиты невелики в размерах, обычно от 30*30 до 100*100 мм. Лист с двух сторон оклеен пленкой, имитирующей цвет и рисунок древесины.
Выпускают несколько вариантов: плиточный – для отделки пола, стен, под вагонку и листовой. Второй вариант на торец имеет шипы и пазы, что облегчает сборку отделки. Листы предлагаются в стандартных размерах.
Обзорная характеристика ДВП
В качестве сырья могут быть использованы твердые и мягкие лиственных и хвойных деревьев, лубяные растения с волокнистой структурой (тростник, хлопчатник, камыш). В качестве связующего вещества применяется фенолформальдегидная смола, реже сосновая канифоль (как правило, для упрочнения мягких плит) или органические изоцианаты. Также с целью корректировки тех или иных свойств добавляют:
- гидрофобизаторы в растворе с водной щелочной эмульсией (парафин, церезин, гач дистиллятный);
- пропитки (на талловом масле с добавлением сиккативов, госсиполовой смолы, вторичного полиэтилена или нефтяной битум);
- осадители (серная кислота, сернокислый алюминий);
- антипирены (нефелиновый с асбестом или фосфаты, сульфаты аммония, борную кислоту или буру);
- антисептики (кремнефтористый аммоний, пентахлорфенолят натрия).
В таблице приведено описание технологий производства стандартных листов ДВП.
| Этапы | «Мокрый» способ | «Сухой» способ |
| Подготовка сырья | Рубленная щепа сортируется по ряду параметров: нет мятых комочков, длина 10-35 мм, толщина до 5 мм, срез 30-60 градусов. Допустимо содержание 1 % минералов, 5 % гнили, 15 % коры. | |
| Влажность и прочность сырья | До помола влажность материала составляет 50-70 %, после – около 30 %. Для снижения ломкости волокон щепу пропаривают при +80-90 градусах по Цельсию. | |
| Формирование плиты | Волокна помещают в бассейн, где содержание воды в рабочей массе достигает 98,2 %. Далее состав фильтруют и отжимают. Остаток на сетчатом основании прессуют при температуре 200-215 градусов по Цельсию, давлении 5-5,8 МПа. Сырье проходит здесь три стадии: отжим, сушку, закалку. | Полотно формируется в воздушной среде. Сырье в пропарочной камере орошается вяжущим раствором. Ковер прессуют при температуре +220-260 градусов по Цельсию под давлением 6,5-7,5 МПа. Сушка выполняется в 2 этапа, в заключении кондиционирование с увлажнением и охлаждением. |
| Дополнительная обработка | Твердые плиты после масляной пропитки подвергают термообработке (+160-170 градусов по Цельсию). Мягкие листы эту стадию не проходят. | До этапа кондиционирования для повышения стойкости плит к воде и механической нагрузке проводится термообработка. |
На фоне природного аналога волокнистый аналог стоит меньше, проявляет лучшую гибкость или упругость, проще монтируется без риска появления трещин. Также листы мало весят и могут быть изготовлены ДВП в разных размерах в виде бесшовного полотна. Один недостаток все же есть – узкая область применения конкретного подвида. Например, для стен или пола, черновой обшивки или декоративной.
Классификация и маркировка
В отличие от оргалита листы ДВП, которые изготовлены по «сухой» методике имеют 2 гладких стороны. Соответственно материалам присуждают категории «А» или «Б». Вторые считаются более прочными и стойкими к влаге за счет большего количества разных функциональных присадок.
Готовые листы ДВП имеют разные стандартные размеры, внешний вид, технические характеристики и область применения. Маркировка и основная классификация приведена в таблице.
| Подвид | Расшифровка | Отличительные черты |
| М | Мягкий | Пористые, низкая прочность. По плотности выделяются три подтипа, обозначаются числовым идентификатором: 1, 2, 3. |
| НТ или ПТ | Пониженной твердости | Впитывает до 40 % влаги, проявляет хорошую стойкость к механической нагрузке, твердый. |
| Т | Твердый | Разбухает от влаги на 20-25 %. Прочные плиты с механической устойчивостью. Дополнительно выполняется распределение материалов на группы «А» и «Б». |
| ТС | Твердый с гладкой или декоративной стороной | |
| ТП | Твердый оргалит с окрашенной стороной | |
| ТСП | ТС плюс окрашенная поверхность с лицевой стороны | |
| ТВ | Твердый и влагостойкий лист | |
| ТСВ | Твердый, влагостойкий с покрытием из тонкодисперсной древесины | |
| СТ | Сверхтвердый лист | Влагостойкость порядка 13 % и 10 % соответственно, повышенная плотность, высокое качество. |
| СТС | Сверхтвердая плита с декоративной отделкой |
Дополнительно выполняется определение сортов. Для 1-го характерно отсутствие видимых недостатков. Второй – допустимы вмятины, царапины на лицевой стороне, которые не влияют на качество полотна.
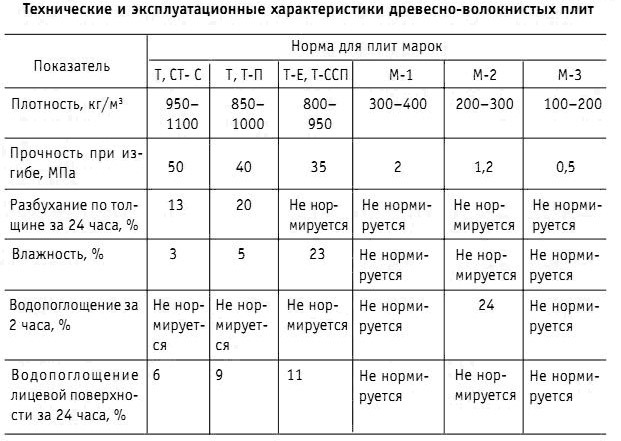
Теплопроводность полотен колеблется в пределах 0,046-0,093 Вт/м*К. Плотность ДВП мягкого типа не превышает 350 кг/куб.м. Кубометр полотен типа НТ или ПТ весит от 850 кг, сверхтвердые плиты от 950 кг.
Плиты с улучшенными свойствами
Улучшенные характеристики ДВП достигаются особой обработкой лицевого слоя. Такие изделия принято называть плитами с облагороженной лицевой стороной. Они имеют декоративный внешний вид, гладкую или тесненную поверхность, повышенную водонепроницаемость и стойкость к агрессивным средам. Эту категорию иногда называют оргалитом.
Выделяются такие разновидности:
- Плиты с окрашенным наружным слоем. Пигмент добавляется на стадии формирования первичного ковра (до прессования), а потому окраска имеет объемный характер. В таких изделиях в обозначение вводится буква «П».
- Ламинированная плита для отделки (ЛДВП). На лицевой стороне таких ДВП укладывается меламиновая пленка, причем она не клеится, а закрепляется с помощью полимерной пропитки термореактивного типа. Одной из разновидностей является декоративная ЛДВП, на поверхности которой при прессовании производится фигурное тиснение.
- Плита с кашированной поверхностью. Декоративный слой на лицевой стороне изготавливается из бумажной или смоляной пленки, которая приклеивается к материалу.
Помимо ДВП общего и декоративного применения, плиты могут иметь специальное назначение. К таким изделиям относятся битумированные, биостойкие и негорючие ДВП.
Технология производства
Производство качественных ДВП возможно только при точном соблюдении ТУ. ДВП, соответствующие ГОСТ, будут иметь высокие показатели огне и биостойкости, достаточные механические и технологические характеристики
Технология производства современных ДВП представляет собой сложный многоуровневый процесс, основным этапом которого принято считать стадию формирования и прессования плит. Принципиальная схема технологических процессов независимо от способа производства представляет собой одинаковый цикл основных процессов. Которые включают в себя: переработку и отбор сырья, прессование или сушку сырьевой массы, формирование ковров путем склеивания волокон, охлаждение, обрезку и шлифование.
Способы формования
В зависимости от условий, в которых происходит комплектование древесных волокон в единый пласт ДВП способы изготовления можно разделить на четыре основных вида:
- мокрое формование— древесный ковер формируется в воде, с непрерывным удалением влаги из стружечной массы;
- сухое формование— волокнистая масса изготавливается в воздушной среде при непрерывном отсасывании воздуха;
- мокрое прессование— пар удаляется путем отжимания воды при горячем прессовании древесного пласта с использованием подкладных сеток;
- сухое прессование— пар удаляется при горячем прессовании волокнистого ковра непосредственно между плитами прессовальной машины.
Завершающие процессы
Чтобы сделать материал однородным и прочным сформированные ДВП отправляются в специальную камеру, где находятся несколько часов. Это необходимо чтобы все химические реакции, вызванные резкими перепадами температур, прекратили осуществляться. В процессе «отдыха» изготовленное ДВП приобретает заданные технологические характеристики. И после этого готовое изделие подвергается финишной обработке — кромлению, шлифованию, окраске.
ДВП экологичность. Вреден ли материал ДВП?
Подробнее:(переход в раздел).
Вполне понятно желание человека оградить себя и близких от опасных для здоровья воздействий строительно-ремонтных материалов.
Если вы задались вопросом: “Не вредны ли древесноволокнистые плиты?”, мы мысленно пожимаем вам руку в знак искреннего уважения. А теперь постаремся развеять ваши сомнения: к счастью, они напрасны.
Гарантии безопасности
Как вы знаете, основа ДВП – щепа, реже – целлюлозные отходы и стебли грубых растений (хлопчатника, кукурузы). И то, и другое само по себе не вредно. Базовое сырьё – натуральное.
Что же насчёт связующих, гигроскопических и антисептических веществ?
Перечислим, какие компоненты могут быть введены в древесную массу:
- парафин – воскоподобное вещество, смесь предельных углеводородов;
- эмульсии неагрессивных синтетических смол;
- канифоль – компонент, вырабатываемый из живицы хвойных деревьев,
- битум – смесь углеводородов и их производных;
- глинозём;
- пектол – продукт переработки таллового масла;
- гипс – сульфатный минерал.
Всё перечисленное не выделяет никаких вредных испарений. Фенолформальдегиды, испортившие репутацию плит как таковых, могут встретиться только не в ДВП, а только в ДСП, причём в “пиратской”. Запрет на использование фенолформальдегидов давно уже оформлен в соответствующем нормативном акте.






В том, что в составе нет никакой “левой” гадости, вас должно убедить соответствие продукции ГОСТу 4598-86.
Нежелательные для организма вещества способны выделиться из оргалита только при горении определённых компонентов. Так что жечь костёр из ДВП или утилизовывать её посредством растопки печки на всякий случай не советуем.
Какой вывод?
Во-первых, товар добросовестно производителя не должен внушать опасений. Во-вторых, древесноволокнистую плиту следует эксплуатировать по правилам.
Фанера это ДВП или ДСП. Сравнительная характеристика фанеры и других материалов
Сделать обоснованный выбор в пользу того или иного материала, поможет данная статья.
Фанера – это материал состоящих из шпона, который склеен в несколько слоев с помощью клея.

В пользу использования фанеры говорят следующие факты:
- широкая сфера применения;
- высокие декоративные свойства. Особенно это касается фанеры сортов элит и первого;
- минимальная подверженность процессам деформирования и усадки;
- регламентированное содержание формальдегидных составляющих;
- легкость обработки;
- хорошая фиксация крепежей в слоях;
- влагостойкость;
- возможность придания фанере первоначальную форму после воздействия влаги;
- возможность создания гнутых форм;
- одинаковая прочность по всей плоскости листа;
- отсутствие сквозных трещин.
Что лучше фанера или osb?

Фанера и ОSB, это два наиболее схожих между собой материала. Разница в данном случае состоит только в том, что в фанере листы шпона цельные и расположены перпендикулярно друг другу с точки зрения структуры древесных волокон. В листах ОSB стружка расположена хаотично. В целом же материал создан из одного и того же исходного сырья. Поэтому вопрос, что прочнее фанера или osb – не имеет однозначного ответа. Все зависит от толщины изделия, породы применяемой древесины, качества клея.
Преимущества О SB
- высокая прочность на срезе. Что достигается за счет более однородной текстуры;
- низкая себестоимость изготовления, влияющая на цену конечного изделия;
- безотходное производство;
- возможность повторной переработки;
- меньший вес, при одинаковой толщине листа;
- минимальная подверженность расслоению составляющих материала;
- возможность облицовки материала пленкой или шпоном.
Приведенные характеристики продукции позволяют сделать вывод о том, что дешевле фанера или осб. Преимущество у последней. Справедливости ради надо отметить, что это чуть ли ни единственное преимущество ОSB перед фанерой. Характеристики прочности этих материалов идентичны.
ДСП или фанера что лучше?

Часто в момент приобретения возникает вопрос, что прочнее фанера или ДСП ?
Чтобы ответить на этот вопрос нужно сначала определиться, чем фанера отличается от ДСП.
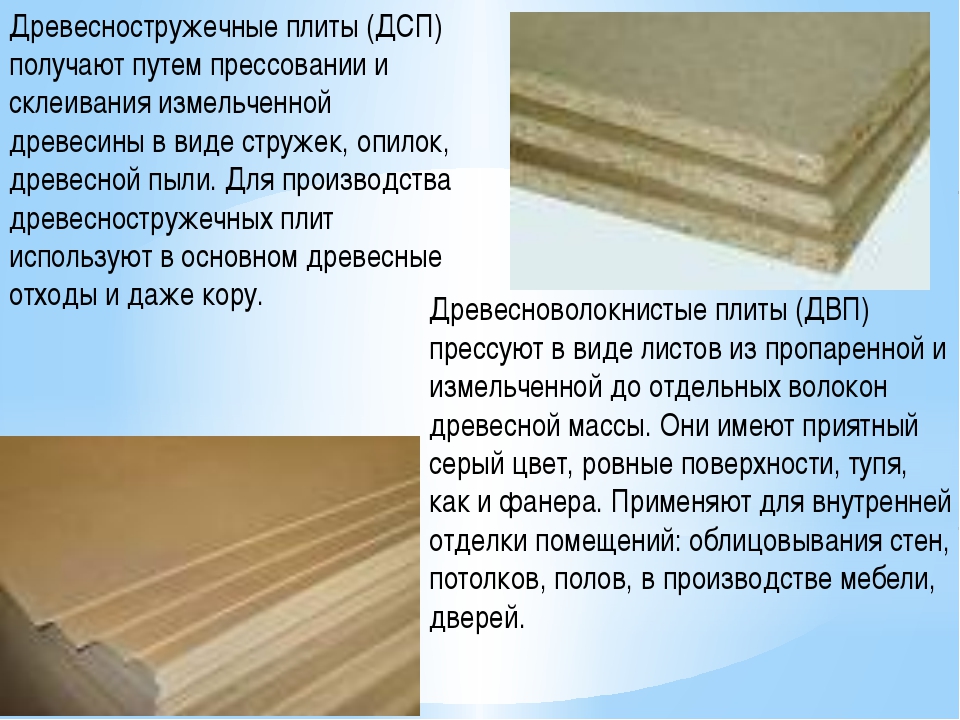
ДСП – древесно-стружечная плита, в производстве которого, используется тот же материала, что и в производстве фанеры. Однако технология изготовления больше похожа на технологию ОSB. В данном случае древесина измельчается до мелких частиц, смешивается со связующим составом и помещается под горячий пресс. Именно так и происходит процесс изготовления плит ДСП.
Преимущества ДСП:
- однородная структура ДСП обеспечивает ему высокую прочность на излом;
- высокие тепло и звукоизоляционные свойства;
- не высокая стоимость.
Что лучше МДФ или фанера ?

МДФ представляет собой спрессованную древесноволокнистую плиту средней плотности. Изготавливают ее из отходов древесины (пыли).
Преимущества МДФ:
- высокая прочность на излом;
- устойчивость к грибкам и прочим вредителям;
- длительный период эксплуатации;
- невысокая стоимость.
Что лучше ДВП или фанера?

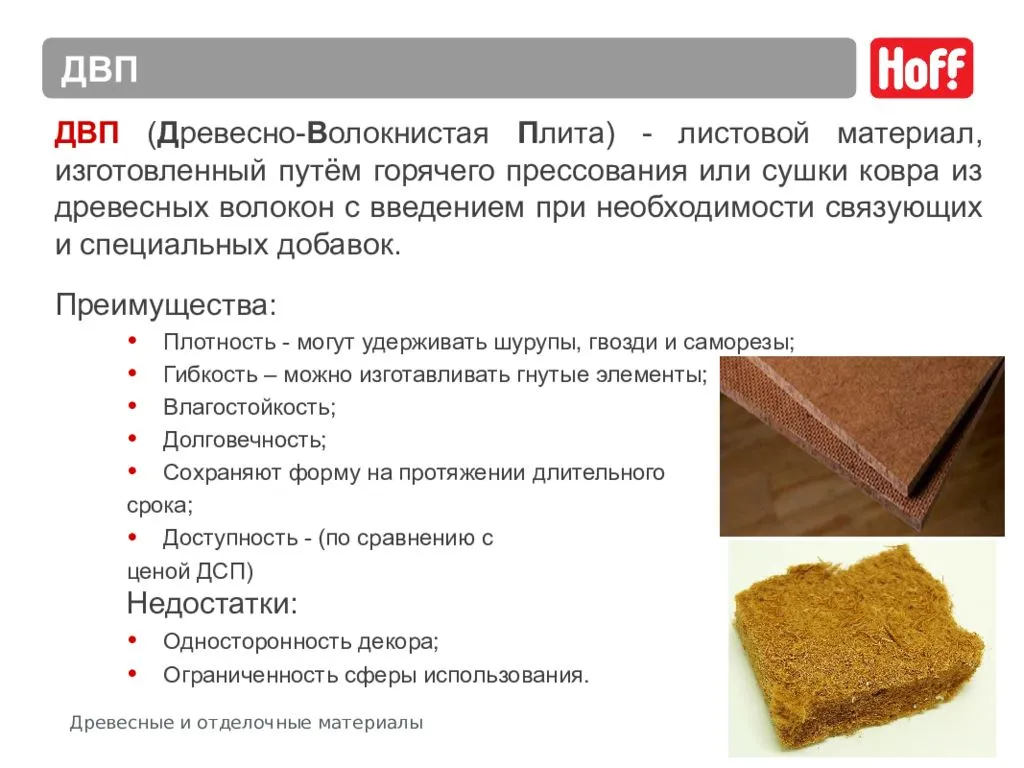
ДВП – спрессованная древесноволокнистая плита высокой плотности.
Преимущества ДВП:
- высокая прочность;
- низкая стоимость;
- длительный срок эксплуатации;
- высокие показатели теплоизоляции.
Однако, несмотря на эти показатели ДВП нашло большее распространение не в строительстве, а в мебельном производстве.
Что лучше гипсокартон или фанера?
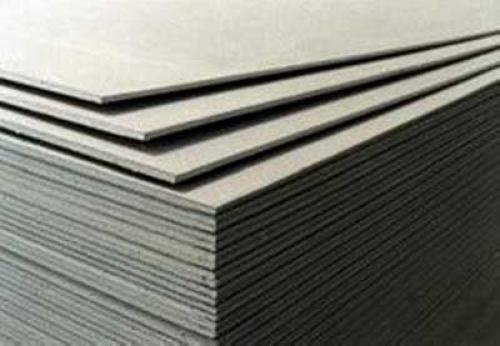
Гипсокартон – новинка, пришедшая на смену традиционным материалам из древесины. По сути, это гипс, помещенный между двумя слоями картона.
Сравнивать эти два материала сложно, поскольку они имеют различный состав и технологию изготовления. При их использовании применяются различные инструменты. Но, например, в тех сферах, где эти материалы могут быть взаимозаменяемы – можно говорить о сравнении.
Преимущества гипсокартона:
- легкость;
- невысокая стоимость;
- простота в применении;
- повсеместность использования во внутренней отделке.
Что лучше гвл или фанера?

ГВЛ – гипсоволокнистый лист. По структуре, исходному сырью и технологии изготовления подобен гипсокартону. Дополнительно содержит целлюлозную макулатуру, которая выполняет роль усилителя.





Преимущества ГВЛ:
- возможность использования в помещениях с уровнем влажности до 70 %;
- низкий коэффициент теплоусвоения;
- высокий уровень звукопоглощения.
Заключение
Технология изготовления ДВП мокрым способом производства
Изготовленная в рубительной машине щепа обязательно сортируется на трехуровневых ситах: размер верхнего сита 39×39, нижнего 5×5 мм. Крупную фракцию доизмельчают на дезинтеграторах. В производство ДВП идет щепа без мятых кромок, с длиной частиц 10-35 мм, с толщиной не более 5 мм, с углом среза 30-60 градусов. Содержание гнили допускается не более 5 %, минеральных включений не более 1 % , коры не более 15 %.
Оптимальная влажность щепы перед размолом 50-70 %, при истирании она снижается примерно на 30 %.
Основой изготовления качественных плит является высокое качество древесного волокна, однородность свойств и геометрических размеров. Первичный горячий размол щепы осуществляется в дефибраторах, вторичный – в рафинёрах или конических мельницах. Внешний вид системы размола Defibrator приведен на рис. 1. Она состоит из пропарочного бункера (камеры), со шнековым питателем, подогревателя, шнековой подающей системы и размольной установки. Пропарочный бункер предназначен для выравнивания температуры и влажности массы щепы с повышением температуры до 80-90 С. Воздействие пара на щепу делает ее менее ломкой, смягчает реакцию на динамические нагрузки. В зону размола могут подаваться добавки специального назначения: гидрофобизаторы, модификаторы и др.
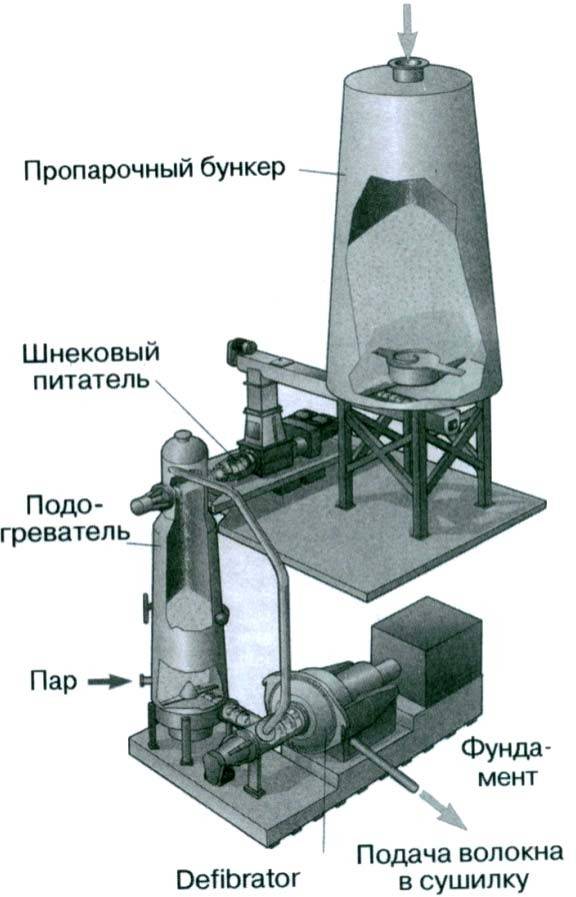
Рис. 1. Система размола Defibrator
Степень размола массы измеряется на аппарате «Дефибратор-секунда», характеризуется в градусах помола и имеет обозначение ДС. Для твердых плит степень помола должна быть в пределах 22-28 ДС, для мягких 28-35 ДС.
На рис. 2 видно, как различаются волокна, вышедшее из дефибратора и рафинера.
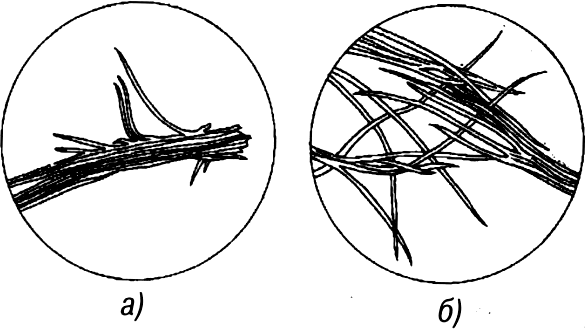
Рис. 2. Древесные волокна после размола: а) в дефибраторе; б) в рафинере
Древесноволокнистый ковер формируется в воздушной среде по сухому способу производства или в водной среде по мокрому способу производства. Взаимодействие сформированных в ковер древесных волокон между собой происходит в условиях горячего прессования при изготовлении твердых, полутвердых ДВП или при сушке (для мягких плит).
При мокром способе производства (рис. 3) готовую массу помещают в массный бассейн, где концентрация волокна перед отливом устанавливается в пределах 0,9-1,8 %. Обезвоживание ковра происходит последовательно фильтрацией, отсосом и отжимом. Горячее прессование происходит на поддонах с использованием сеток для создания условий удаления воды и пара. Температура прессования плит 200-215 С, давление 5,0-5,58 МПа на фазе отжима с последующим снижением на фазе сушки и повышением на заключительной фазе – закалке.
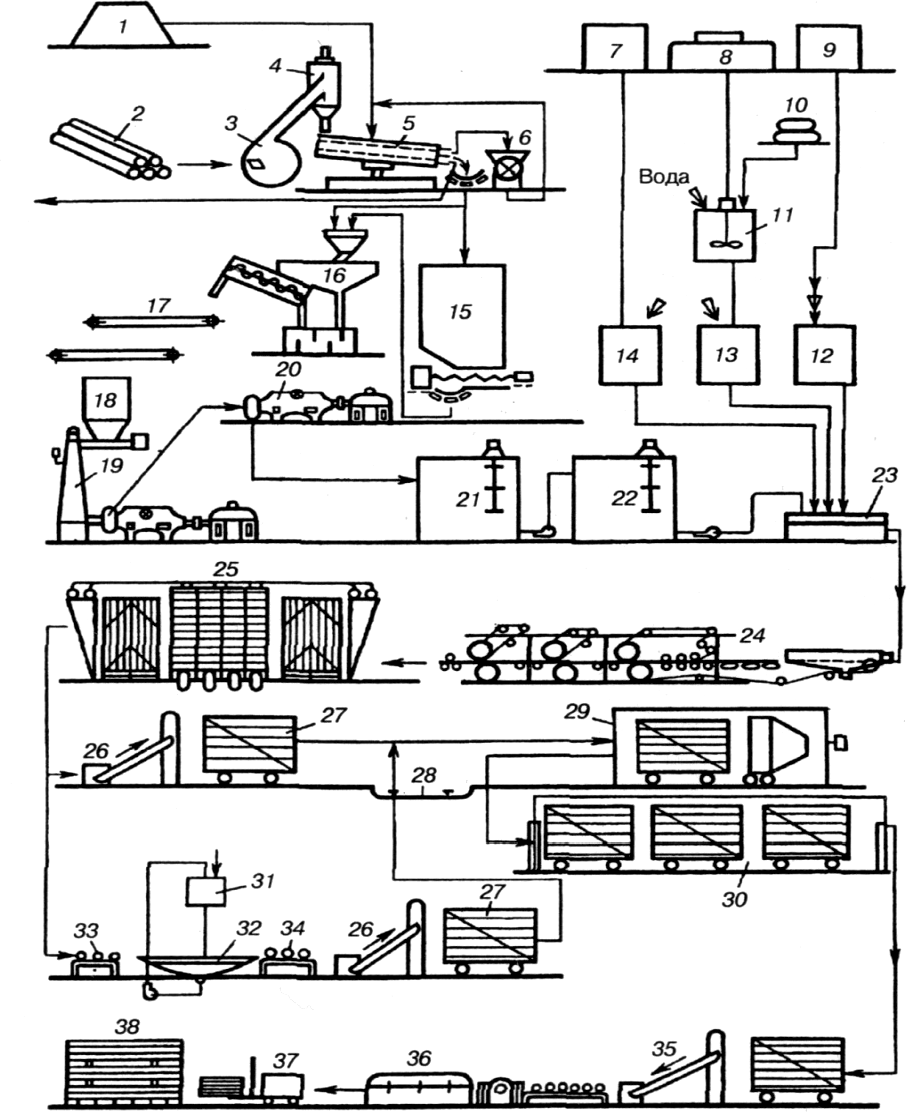
Рис. 3. Схема технологического процесса твердых и сверхтвердых плит: 1 – щепа; 2 – круглая древесина и кусковые отходы; 3 – рубительная машина; 4 — циклон; 5 – сортировка щепы; 6 – дезинтегратор; 7 – ёмкость для связующего; 8 – ёмкость для парафина; 9 – ёмкость для серной кислоты; 10 – мешки с эмульгатором; 11 – эмульсатор; 12; 13; 14 – расходные ёмкости соответственно для осадителя, парафиновой эмульсии и связующего; 15 – бункер щепы; 16 – установка для мойки щепы; 17 – ленточные конвейеры; 18 – расходный бункер для щепы дефибратора; 19 – дефибратор; 20 – рафинатор; 21 — рафинаторный бассейн; 22 – массный бассейн; 23 – ящик непрерывного проклеивания; 24 – отливная машина; 25 – пресс, 26; 35 – загрузочное и разгрузочное устройство; 27 — вагонетка; 28 – траверсный путь; 29 – камера термообработки; 30 – камера увлажнения; 31 — емкость для пропитывающего состава; 32 – пропиточная машина; 33; 34 – роликовые конвейеры; 36 – форматно-обрезная установка; 37 – электропогрузчик; 38 – склад готовой продукции
Сверхтвердые плиты получают введением дополнительной операции пропитки отпрессованных плит маслами, после чего плиты поступают на термообработку. Термообработку отпрессованных плит в специальных камерах проводят при температуре 160-170 С.
Схема получения мягких ДВП по мокрому способу производства аналогична схеме получения твердых плит. Однако отсутствуют такие операции как горячее прессование плит окончательная термообработка (рис. 4).
Производство ДПВ по мокрому способу организуется таким образом, чтобы минимизировать потребление воды. Объем сбрасываемых стоков находится на уровне 3 м3/т плит.
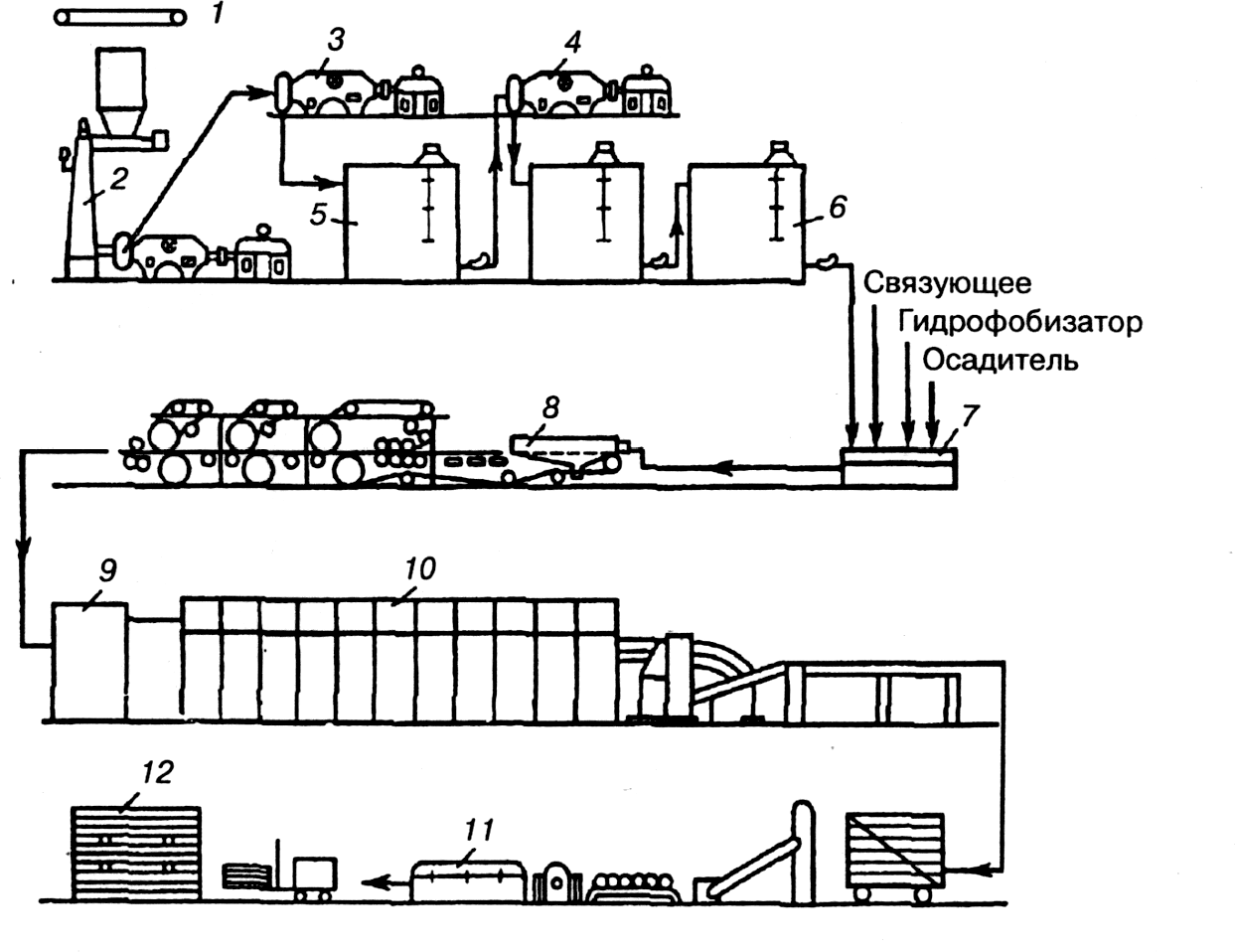
Рис. 4. Схема технологического процесса изготовления мягких плит: 1 – конвейер для подачи щепы; 2 – дефибратор; 3 – рафинатор; 4 — мельница третьей ступени размола; 5 – промежуточный массный бассейн; 6 — расходный массный бассейн; 7 – ящик непрерывной проклейки; 8 – отливная машина; 9 – загрузочное устройство; 10 – роликовая сушилка; 11 – форматно-обрезная установка; 12 – штабель плит склада готовой продукции.
Сертификаты соответствия
Эти документы могут быть оформлены в соответствии с требованиями ГОСТ, ТУ и санитарно-гигиенических норм.
Так:
- существует ГОСТ Р 52078-2003 и ГОСТ 10632 2007. Он регламентирует технические условия создания древесных плит, которые облицованы термореактивными полимерами;
- завод-изготовитель обязан иметь сертификаты пожарной безопасности, которые должен периодически обновляться;
- все марки, что имеют соответствие определенным нормам, в том числе, например, европейским стандартам изготовления, должны быть перечислены в сертификате качества;
- производитель должен демонстрировать и свидетельство товарного знака своей продукции;
- существует декларация соответствия, она содержит информацию о ГОСТах, которым отвечает готовое изделие;
- санитарно-гигиеническое заключение должно содержать осмотр продукции, данные лабораторных исследований и заключение о безопасности и экологичности материала.
Наличие хотя бы этих сертификатов соответствия позволяет говорить о том, что данная древесноволокнистая плита качественная и безопасная в использовании. Хотя некоторые ГОСТы позволяют применять формальдегиды, о чем, естественно, говорится в определенном сертификате.
Технология производства
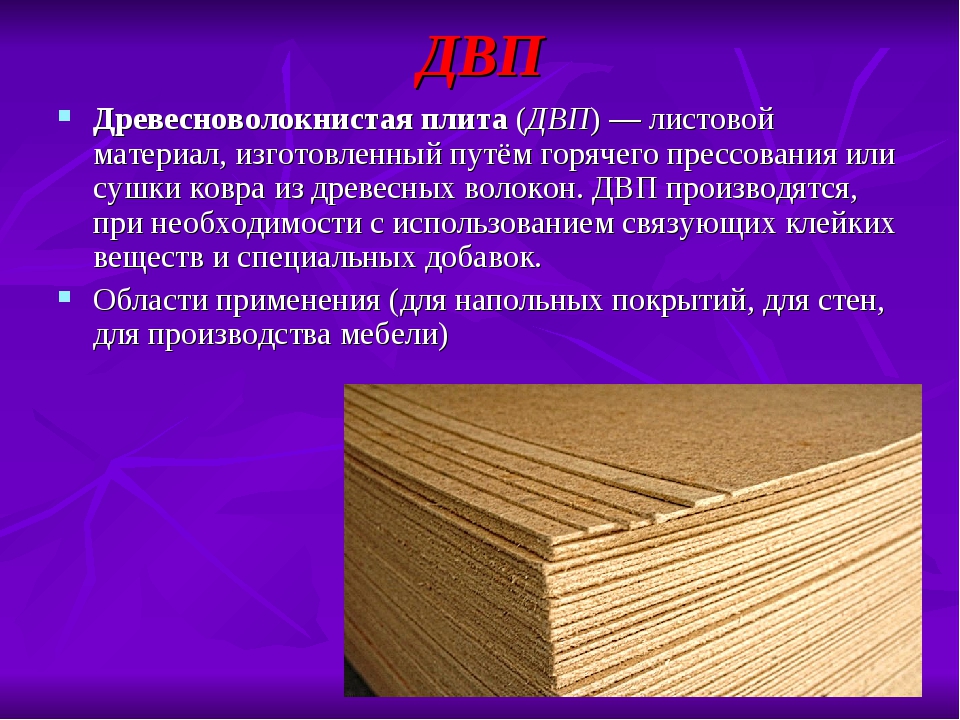
Исходным сырьем для производства ДВП являются отходы деревообрабатывающей отрасли: щепа, опилки, костра (одревесневшие части стеблей прядильных растений). Сырье промывается, из него удаляются посторонние включения, затем сушится. Высушенный материал, дробится в специальных машинах (дефибраторах и рафинаторах) на мельчайшие частицы — волокна. Степень помола может быть от грубой до мельчайшей. Далее процесс отличается для разных способов производства.
Исходное сырье для производства ДВП
Прессование идет под высоким давлением — 3-5 МПа и высокой температуре — выше 300 °С. За счет этого и происходит скрепление и уплотнение материала. Перед прессованием, в исходный материал добавляются дополнительные компоненты, изменяющие свойства материала — связующие (синтетические смолы), гидрофобизаторы, антипирены и т.д.
Способы формования
Есть два способа производства ДВП — мокрое и сухое прессование. «Мокрый» метод более экологичен. При мокром прессовании используется меньшее количество связующих (иногда, вообще без синтетических добавок), но материал получается более дорогим, так как процесс более энергоемкий. На сушку одного листа уходит до 15 минут, что ограничивает производительность прессов, следовательно, повышает цену материала. При таком методе, в измельченный материал вводятся необходимые добавки, вода. Жидкая субстанция поступает в дозатор, который выкладывает ее ровным слоем на ленту. Для более быстрого удаления воды, лента имеет сетчатую структуру. После прохождения пресса тыльная сторона такого ДВП имеет отпечаток этой мелкой сетки.
При мокром прессовании некоторые сорта ДВП могут быть сделаны без добавления постороннего связующего. Под давлением и при высокой температуре, из древесных волокон выделяется лигнин (вещество, характеризующее одеревеневшие стенки растительных клеток). Он является натуральным связующим. Лигнин в значительных количествах содержится в древесине хвойных пород. Но не для всех сортов ДВП природного связующего достаточно. В этом случае добавляется от 4 до 7% синтетического связующего.
Тип формования легко отличить по тыльной стороне плиты
При сухом прессовании, обычно в массу добавляют синтетические смолы, которые связывают волокна. Именно этот метод позволяет получить ДВП большой толщины — до 12-15 мм, некоторые завод могут выпускать питы толщиной до 40 мм. На уплотнение и прессование сухой массы уходит намного меньше времени — 3-5 минут в зависимости от класса и толщины. Производительность пресса возрастает в разы. К тому же в сухую массу кладут меньшее количество добавок — они не вымываются водой. Все это ведет к снижению стоимости материала. Но дешевые связующие содержат формальдегид, а его содержание необходимо контролировать, так как в больших количествах он вреден для здоровья.
Для производства мебели и отделочных работ в помещениях, должен использоваться материал с классом эмиссии формальдегида Е0,5 или Е1. Это, как правило, ДВП мокрого прессования. Отличить ДВП, сделанное мокрым способом, можно по отпечатку сетки на тыльной стороне листа (смотрите фото выше).
Завершающие процессы
При высокотемпературном прессовании происходит склеивание частиц между собой. Времени нахождения под прессом не всегда достаточно, поэтому уже сформованные листы переносят в специальную камеру, где при высокой температуре происходит «дозревание» материала. ДВП держат тут несколько часов. За это время волокна спекаются, склеиваются, материал становится однородным и прочным.
Древесноволокнистые плиты имеют разную толщину
Из камеры плиты выходят, практически с нулевой влажность и начинают активно впитывать влагу из воздуха. В результате этого процесса, края листов разбухают. Чтобы избежать данного недостатка, материал переносят в другую камеру, где его доводят до нормальной влажности. И только после этого, листовой ДВП может идти в продажу или на другие станки — для покраски, ламинирования.



Что хорошо, так это то, что технология производства древесно-волокнистых плит пластична. Пресс может иметь любую форму, что позволяет делать не только листовой материал, но и фигурные изделия. Например, плинтуса или мебельные фасады.
Производители плит ДВП
ДВП АртСтройСиб
Тем не менее, ниже приведен небольшой список деревообрабатывающих компаний, чья продукция славится качеством. Это – не рейтинг, и никаких мест никому не присваивается. Просто если в поисках ДВП читатель вдруг увидит упоминаемые ниже фирмы – он может на этом и остановится.
Отличным качеством славится продукция ОАО «Изоплит»
ОАО «Изоплит» (г. Обоянь Курской области) изготавливает ДВП плиты по технологии «мокрого» прессования, имеющие маркировку «ТСА», а также изделия с печатным декоративным рисунком. Продукция полностью соответствует нормам ГОСТ 4598-86.
В Зауралье одним из лидеров по деревообработке и производству стройматериалов, в том числе ДВП, является компания «АртСтройСиб» из Новосибирска.
- Компания «АртСтройСиб» предлагает твердый вариант ДВП разной толщины и размеров, произведенный путем сухого горячего прессования. Продукция имеет только положительные отзывы.
- ООО «Вятка-Лес-Инвест» производит обычные плиты, без декоративного слоя, разных габаритов и толщины. Качество — на уровне, продукция пользуется широким спросом.
Высококачественные листы ДВП в ассортименте предлагает ОАО «Борисовский ДОК» из Беларуси
ОАО «Борисовский ДОК», Республика Беларусь производит по технологии сухого прессования ДВП толщиной 3,6; 3,2; 3,0 и 2,5 мм, форматом 2500×1230; 2440×2050; 2440×1845 и 2440×1220 мм. Продукция комбината востребована в том числе в странах Евросоюза, а это, с их жесткими стандартами, говорит о многом. А сам завод имеет уже более, чем вековую историю.
Бобруйский завод приводит не только листы ДВП, но и другие детали, например, круглой или кольцеобразной формы.
«Бобруйский завод ДВП», также из Республики Беларусь, считается одним из крупнейших на всем постсоветском пространстве. Соответственно, и предлагаемый им ассортимент, наверное, удовлетворит самых взыскательных заказчиков. Предприятие изготавливает плиты с покрытием тонкодисперсной массой и природными красителями
Важно, что эта компания полностью отказалась от технологии использования связующего на базе формальдегидов. Вся ее продукция на 100% считается экологически чистой!
* * * * * * *
Кроме этих предприяти,й материал производит множество других компаний. Отзывов, как правило, о строительных материалах такого типа оставляется немного, и по ним судить — почти невозможно. Поэтому при выборе ДВП остается ориентироваться только на характеристики производителя, которые он указывает в сопроводительных документах, а также на визуальную оценку качества и сохранности материала.
Завершим публикацию небольшим видеороликом, также полностью посвященным особенностям этого материала – ДВП.





