

Какую шлифовальную шкурку выбрать?
Как уже было отмечено, описываемые расходные насадки широко применяются для выполнения задач разной сложности мастерами, представляющими самые разные сферы. Например, в современном строительстве при выполнении отделочных работ наждачка применяется для выравнивания шпаклеванных стен и потолков, а также шлифовки застывших разводов. А также рассматриваемый расходник является неотъемлемой частью арсенала специалистов, работающих с кузовами автомобилей. Шкурки можно успешно использовать в том числе для заточки ножей.
Не менее часто насадки разной гритности эксплуатируются при обработке древесины. Наждачка позволяет довести заготовки и отдельные элементы изделий из дерева до идеального состояния. Стоит также отметить, что наждачная бумага обходится намного дешевле абразивных камней и другого заточного инструмента и оборудования. Нередко опытные мастера успешно заменяют такие устройства шкурками соответствующей зернистости, закрепленными на ровных поверхностях. Но при этом необходимо знать, как правильно подобрать расходную насадку.
Наждачка бывает обычной и водостойкой. Второй вариант на практике будет более функциональным и долговечным. Помимо того что такими шкурками можно обрабатывать влажные поверхности, периодическое промывание позволяет избавляться от пыли
Однако важно учитывать, что при выполнении шлифовальных работ с использованием станков нежелательно присутствие воды
При выборе расходников важно учитывать их основную в данном случае характеристику. И здесь речь идет не о форме выпуска наждачки, а именно о размерах фракции, то есть зернистости рабочей поверхности
Конечно же, не стоит недооценивать и важность способа нанесения этой самой рабочей части. В принципе тип абразива и его крепление больше определяют не эффективность, а долговечность
Если имеется в виду обработка древесины, то в первую очередь следует обратить внимание на шкурки, которые в процессе эксплуатации не будут быстро забиваться пылью. Оптимальными станут варианты с промежутками между зернами (открытое нанесение рабочего покрытия)
С учетом выполняемых задач подбирают наждак, принимая во внимание следующие факторы:
- начальная обработка (придание формы заготовкам, снятие толстых слоев древесины, удаление лакокрасочных материалов) – Р40-Р80;
- на стадии подготовки поверхности к покраске – Р100-Р240;
- шлифование изделий после нанесения первых слоев краски или лака – Р360-Р400;
- финишная полировка – от Р500.
Для работы с металлом понадобятся более жесткие абразивы. Если речь идет об алюминиевых сплавах, то в принципе будет достаточно и обычного корунда. Такие шкурки смогут справиться также с обработкой чугуна, бронзы и черной стали. Циркониевый, титановый и легированный, а еще лучше керамический электрокорунд станет оптимальным выбором для латуни
В данном случае важно, чтобы нанесение рабочего материала осуществлялось закрытым способом
Принцип подбора зернистости для металлообработки является стандартным. Удаление ржавчины и устранение наиболее выраженных шероховатостей – самая грубая фракция. Чем тоньше будет снимаемый слой, тем меньше потребуется зерно. Однако стоит учитывать, что на практике каждый из этапов предусматривает использование нескольких типов наждачной бумаги в контексте ее зернистости.
При выборе шкурки для работы с изделиями и заготовками из пластика, стекла, камня, керамики важно учитывать плотность. Помимо этого, важную роль будет играть плотность расположения
А также необходимо помнить, что подобного рода работы рекомендуется выполнять при подаче жидкости. Следовательно, рассматривать стоит преимущественно влагостойкую наждачку. Еще один важный момент заключается в том, что при обработке пластика и стекла на завершающем этапе даже «нулевка» и наждак Р-800 будут неактуальны, поскольку оставят царапины.
Помимо всего перечисленного для многих одним из ключевых критериев на фоне главных эксплуатационных характеристик будет финансовая сторона вопроса. Здесь все максимально просто, так как чем лучше наждачная бумага, тем дороже она стоит. Конечно же, все стараются найти оптимальное соотношение стоимости расходных насадок и их качества.
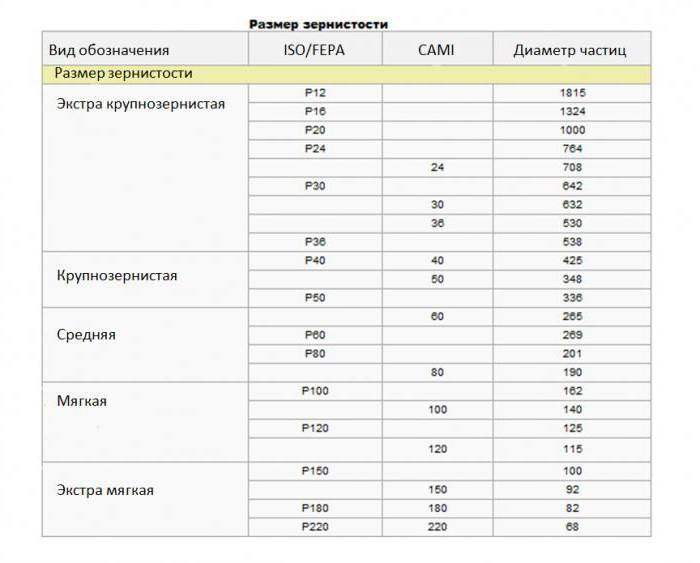
Классификация зернистости
Важная характеристика для шлифшкурки. Выбор необходимой зернистости зависит от сферы применения, поэтому встречаются всевозможные размеры.
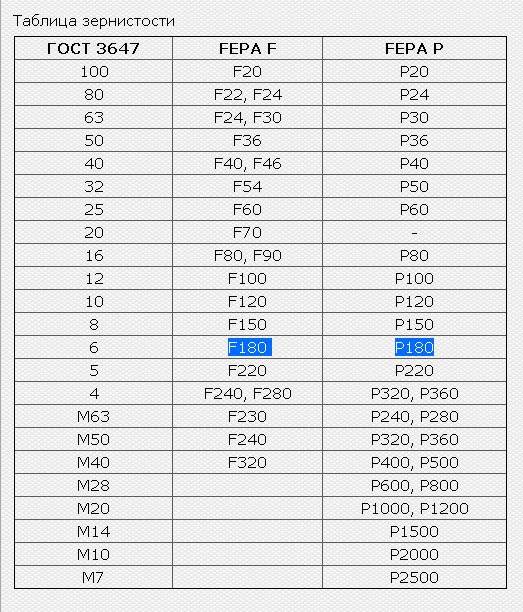
Популярно используемый тип наждачки — FEPA. Относится к международному стандарту — ISO 6344. В РФ обозначается как ГОСТ Р 52381—2005. С помощью буквы Р обозначается зернистость изделия. Для мелких частиц ставится буква М, так прописываются микрометры.
Шкурки делятся по применению в разных сферах.
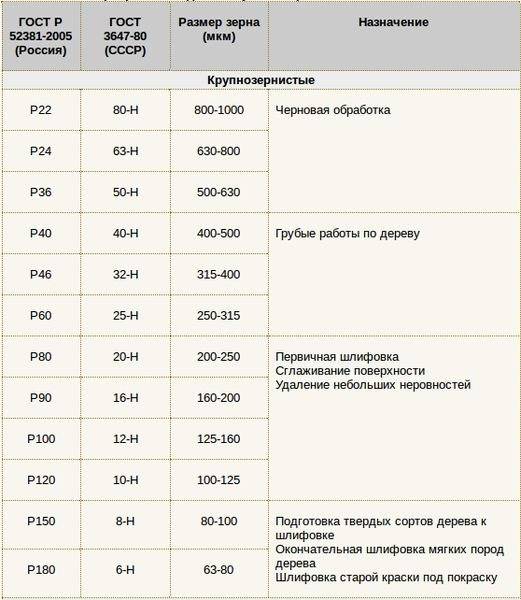
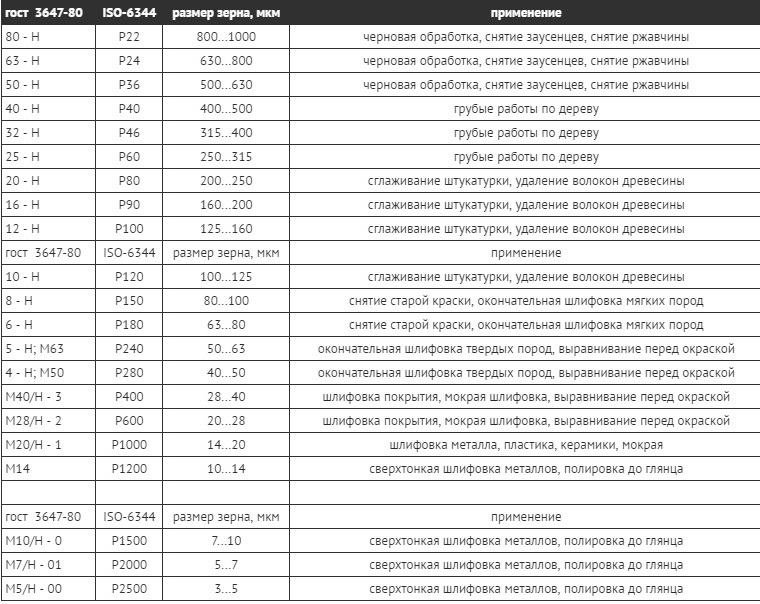
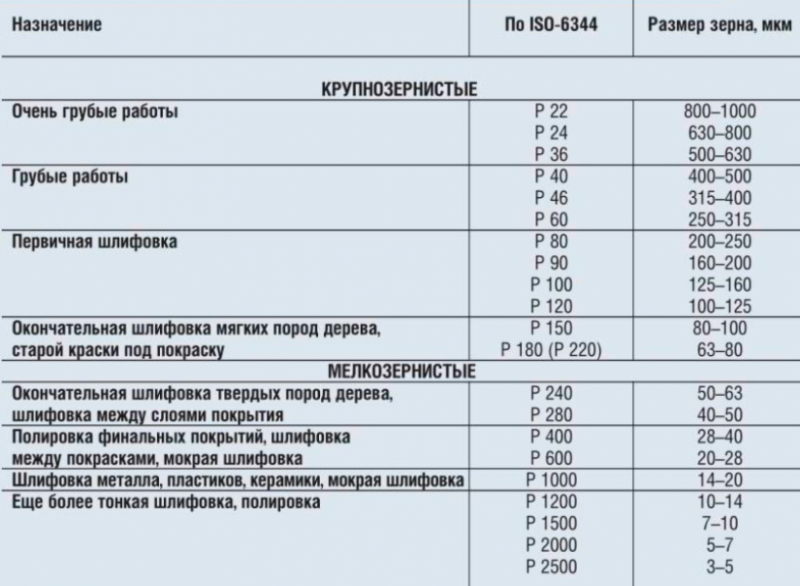
Для слишком грубых действий подойдут крупнозернистые наждачки, обозначаются они цифрами и буквой Р.
- P22 — размер зерна 800-1000.
- P24 — 630-800.
- P36 — 500-630.
К просто грубым подходят эти размеры.
- Р40 — 400-500.
- Р46 — 315-400.
- Р60 — 250-315.
К первой подготовке лучше остановить выбор на этой зернистости.
- Р80 — 200-250.
- Р90 — 160-200.
- Р100 — 125-160.
- Р120 — 100-125.
Для финальной обработки подойдут эти значения.
- Р150 — 80-100.
- Р180/220 — 63-80.
Мелкозернистые шкурки начинаются с этих цифр. Отлично подходят к твёрдым древесным породам.
- Р240 — 50-63.
- Р280 — 40-50.
На полировку окончательной поверхности, между окрасками, мокрой или сухой обработки лучше выбрать поменьше.
- Р400 — 28-40.
- Р600 — 20-28.
К ювелирной полировки стоит брать размер ближе к «нулёвке».
- Р1200 — 10-14.
- Р1500 — 7-10.
- Р2000 — 5-7.
- Р2500 — 3-5.
Для домашних дел подойдёт шлифшкурка с обозначением Р500.
Если опираться на ГОСТ Р 52381-2005, тогда обозначения будут другими.
- Крупнозернистая — 12-80.
- Среднезернистая — 80-160.
- Мелкозернистая — 160-1400.

Виды зернистости наждачной бумаги
Как уже говорили, зернистость наждачной бумаги — это размеры фрагментов абразива. Измеряются они в микрометрах. Самое малое зерно, которое встречается в наждачной бумаге, имеет всего 3-5 мкм, самое крупное — 1000 мкм (это 1 мм). По размерам зерна различают мелкозернистый и крупнозернистый абразив.

 Обычно нас интересует только размер зерна или зернистость наждачной бумаги
Обычно нас интересует только размер зерна или зернистость наждачной бумаги
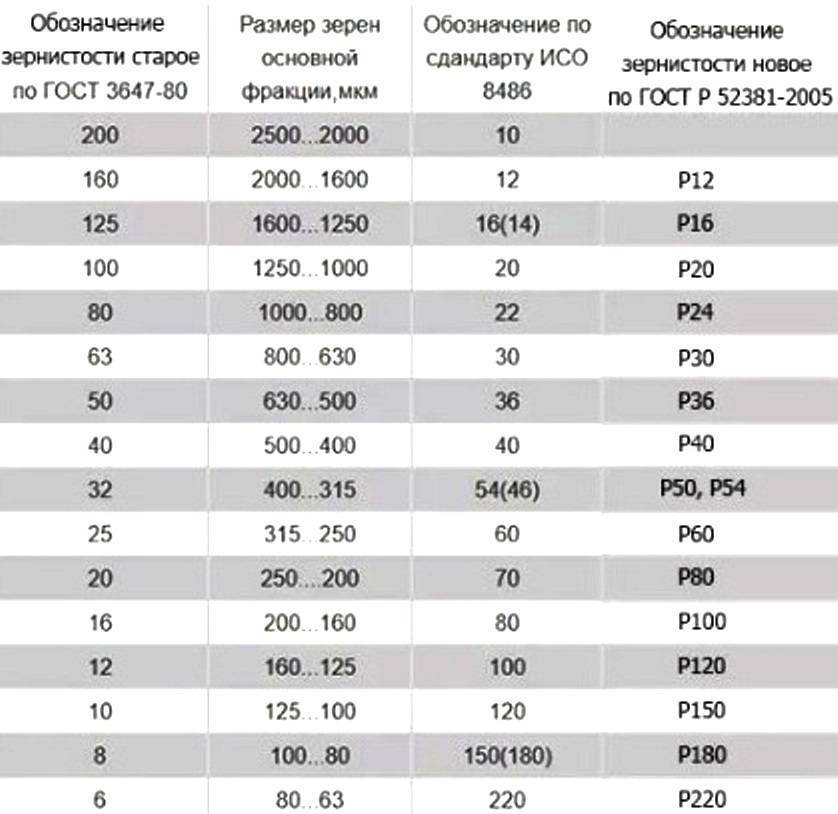
Стандарты России
Для того чтобы можно было понять, какой конкретно материал перед вами, размеры абразивного зерна указываются в маркировке. Но с ней не все так просто. Во времена СССР был введен ГОСТ (3647-80), обозначение согласно которому существует до сих пор, хотя в 2005 году ввели новый стандарт (ГОСТ Р 52381-2005), который разработан на основе общеевропейских норм. Разница между старым и новым ГОСТом существенная.
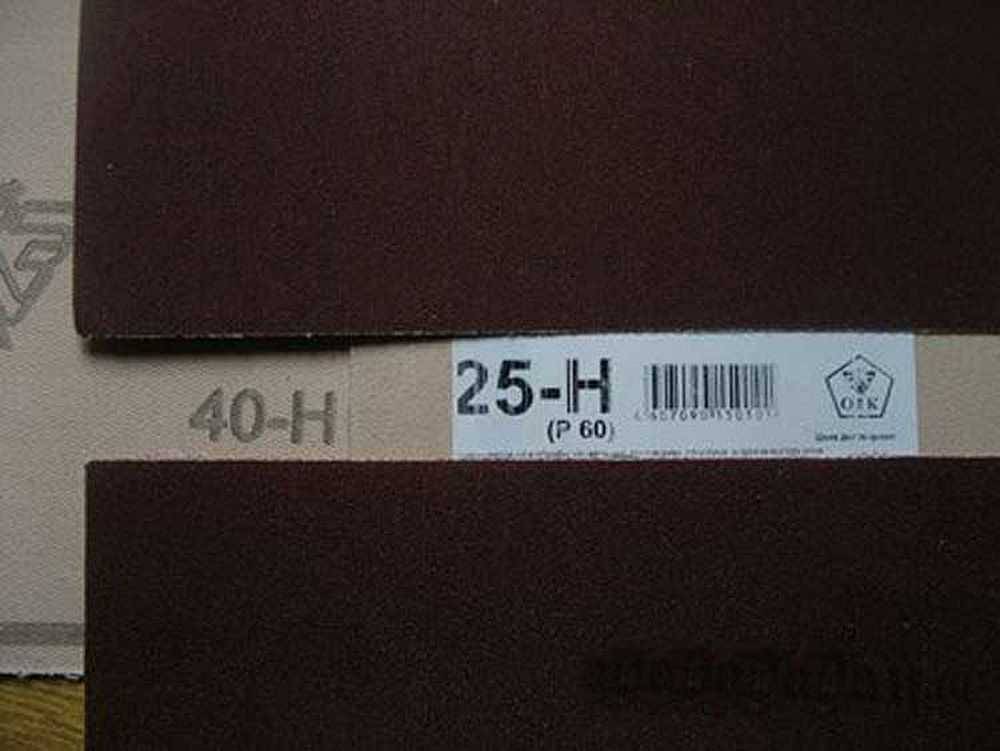 Такой способ маркировки применяют в некоторых странах постсоветского пространства
Такой способ маркировки применяют в некоторых странах постсоветского пространства
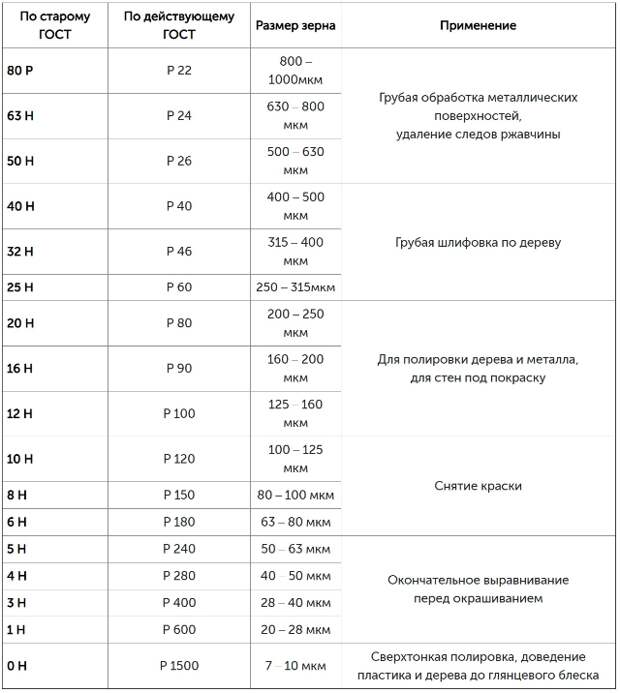
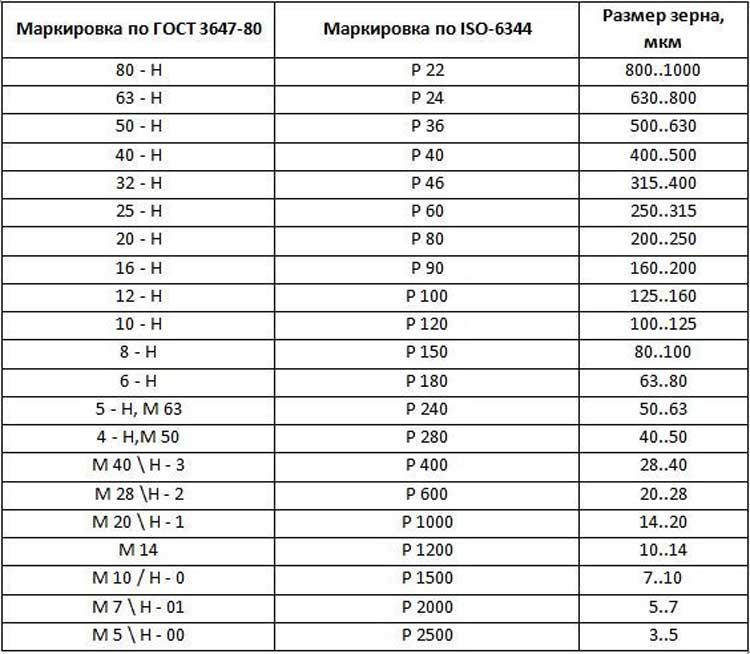
По старому стандарту прописывается минимальный размер зерна. То есть чем больше число, тем крупнее зерно. Но надо иметь в виду, что часть зерен меньше. Кроме того, маркировка (буквенное обозначение) для крупного и мелкого зерна разная. Это стоит помнить. Для крупнозернистого наждака, зернистость наждачной бумаги указывается в микронах, а после него пишут букву Н с дефисом перед ней — «Н». Например, 63-Н, Это значит, что минимальный размер зерна на наждаке будет 63 микрона или 63 микрометра (мкм). Но там же будут частицы более крупного размера. Насколько крупнее? Чуть меньше предыдущей марки. В данном случае крупнее 63-Н только 80-Н, то есть зерно будет чуть меньше 80 мкм. Второй пример — 6-Н. Размер зерна не более 6 микрон или 60 мкм, а самые крупные будут не более 80 мкм (так как предшествующая марка 80-Н).
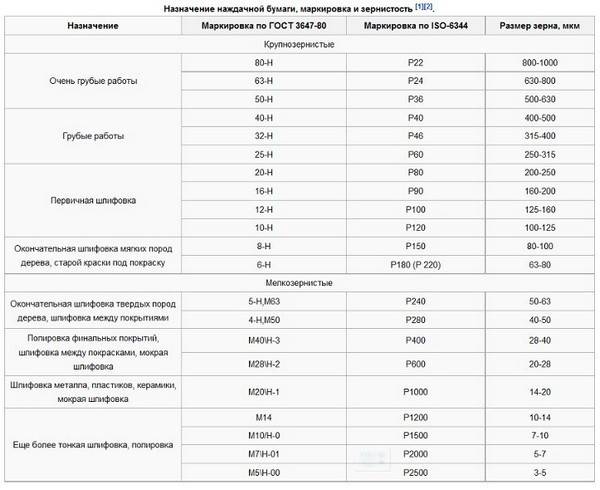
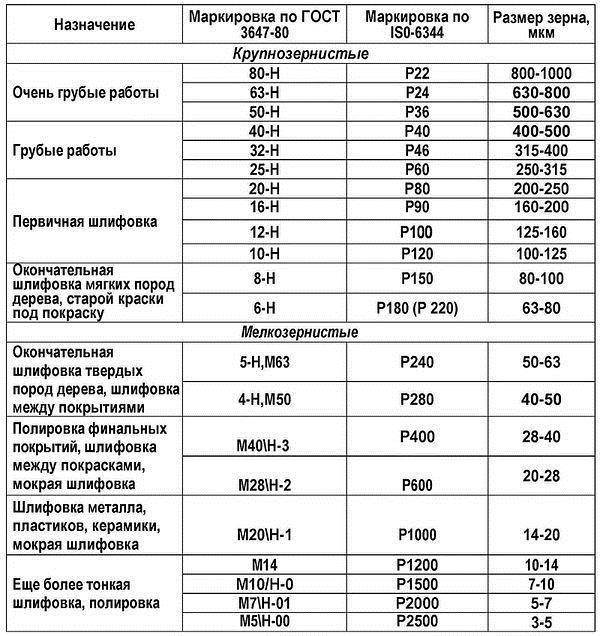
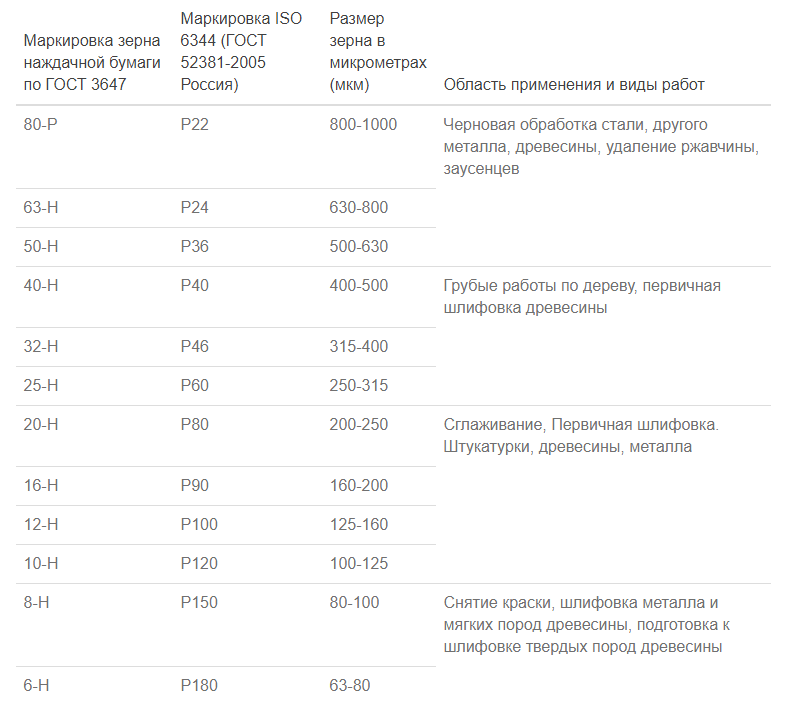
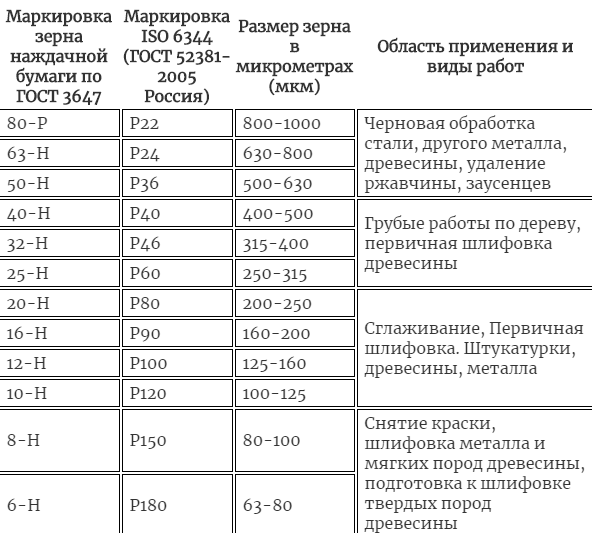
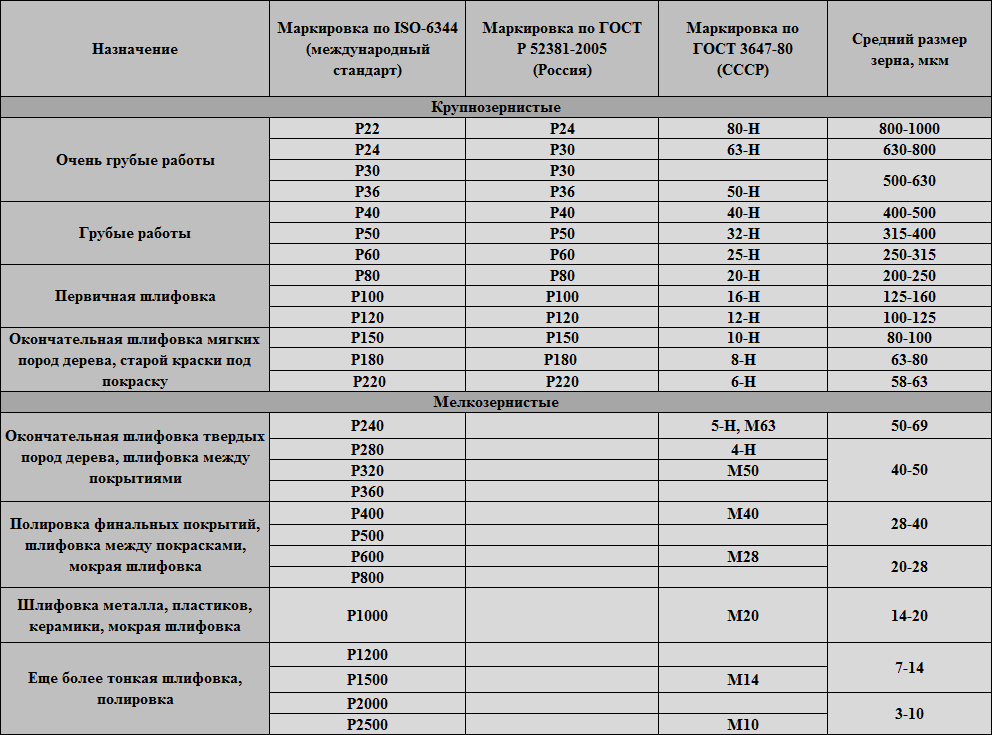
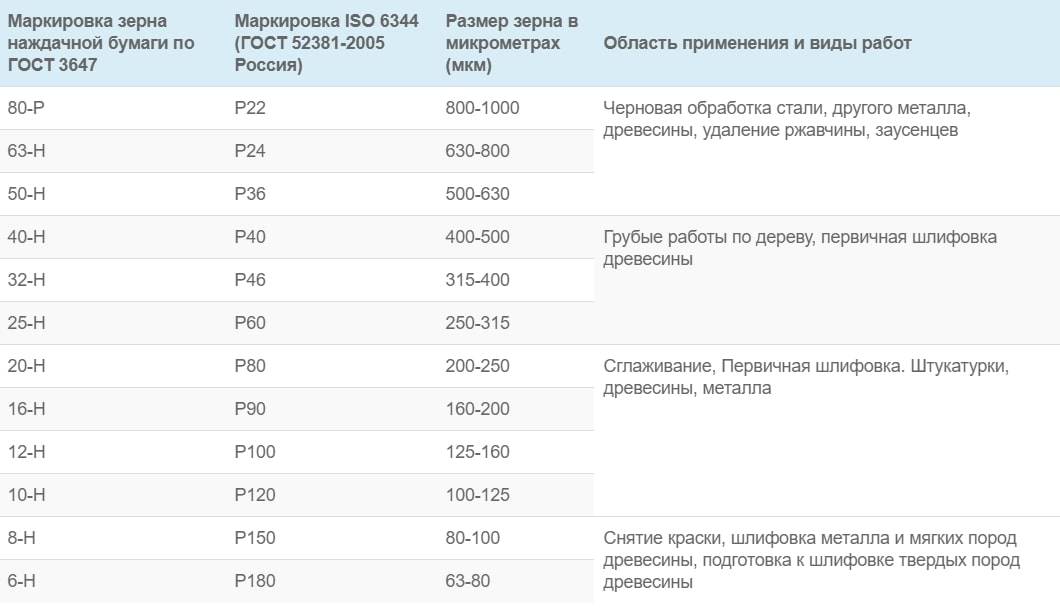
| Маркировка зерна наждачной бумаги по ГОСТ 3647 | Маркировка ISO 6344 (ГОСТ 52381-2005 Россия) | Размер зерна в микрометрах (мкм) | Область применения и виды работ |
| 80-Р | Р22 | 800-1000 | Черновая обработка стали, другого металла, древесины, удаление ржавчины, заусенцев |
| 63-Н | Р24 | 630-800 | |
| 50-Н | Р36 | 500-630 | |
| 40-Н | Р40 | 400-500 | Грубые работы по дереву, первичная шлифовка древесины |
| 32-Н | Р46 | 315-400 | |
| 25-Н | Р60 | 250-315 | |
| 20-Н | Р80 | 200-250 | Сглаживание, Первичная шлифовка. Штукатурки, древесины, металла |
| 16-Н | Р90 | 160-200 | |
| 12-Н | Р100 | 125-160 | |
| 10-Н | Р120 | 100-125 | |
| 8-Н | Р150 | 80-100 | Снятие краски, шлифовка металла и мягких пород древесины, подготовка к шлифовке твердых пород древесины |
| 6-Н | Р180 | 63-80 |
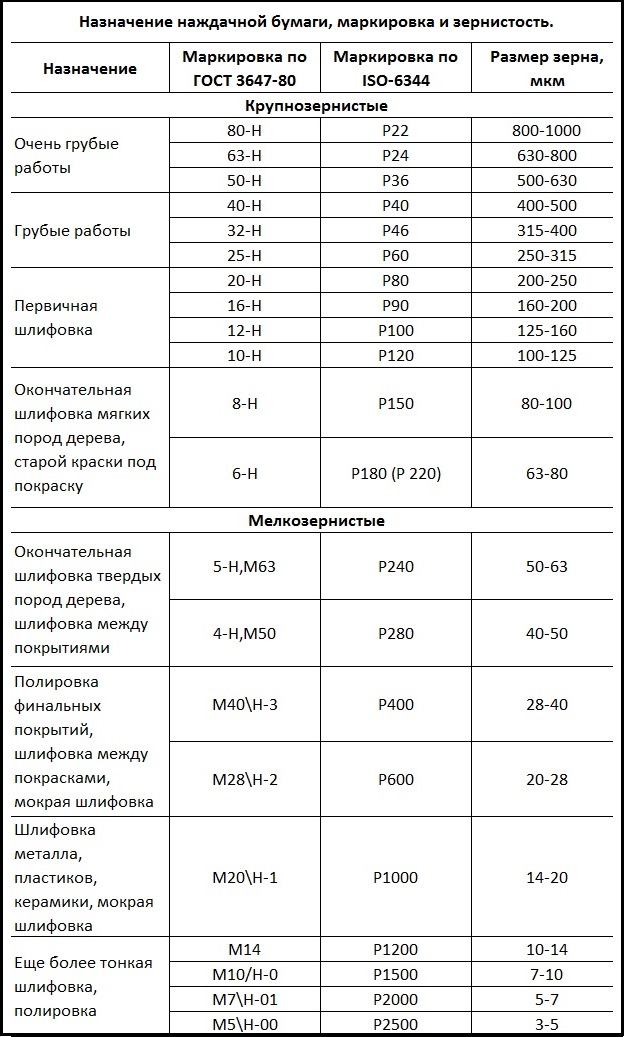
При маркировке мелкозернистой шлифовальной шкурки размер зерен указывается в микрометрах, а после цифры ставят букву «М» (без дефиса). Пример: 14М. Это значит, что максимальная зернистость наждачной бумаги 14 микрометров, но есть и более мелкое зерно размером до 10 мкм.
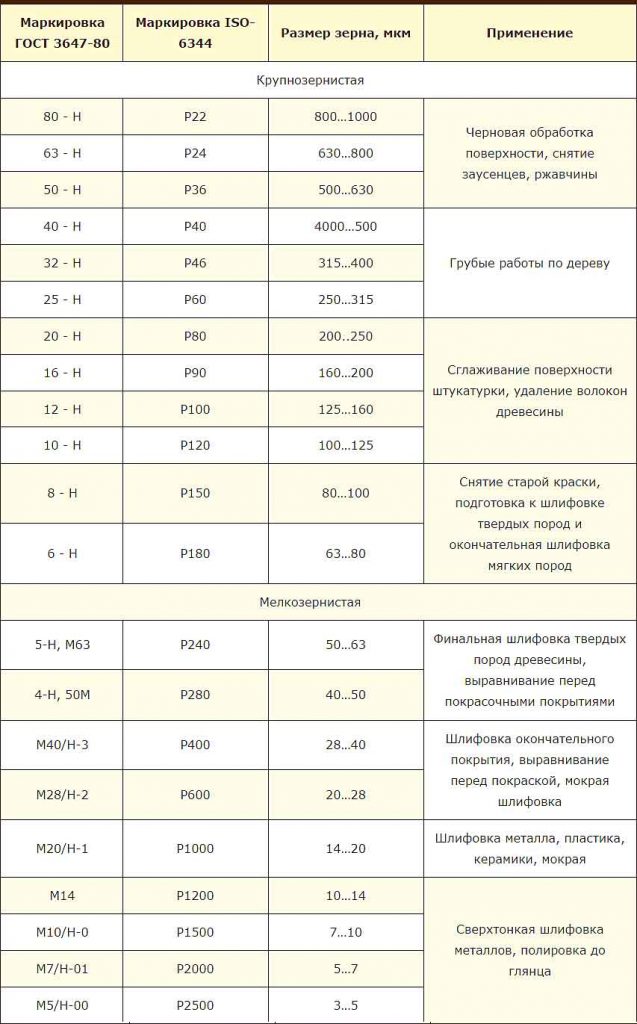
По новому стандарту (ГОСТ Р 52381-2005) зернистость наждачной бумаги указывается по числу волокон сита, через которое просеивается абразив. Получается тут чем меньше число, тем крупнее зерно. Перед цифрой ставят букву «Р».
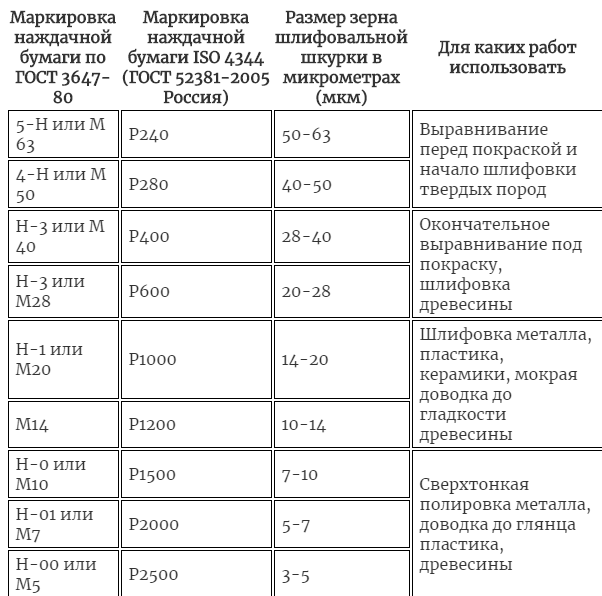
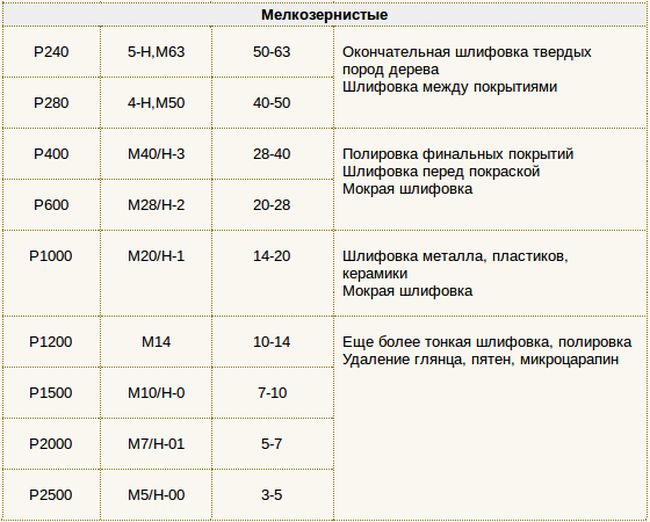
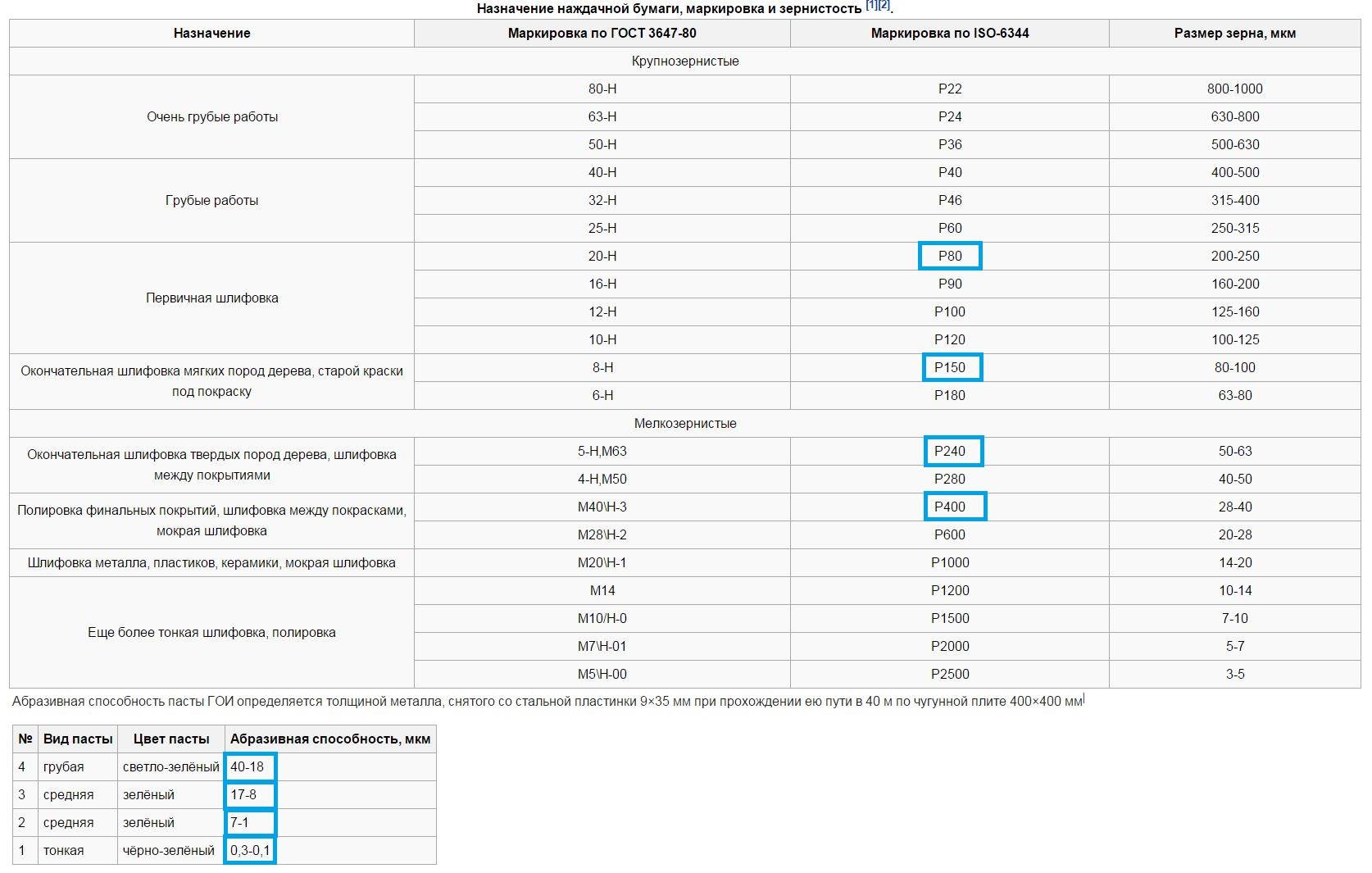
| Маркировка наждачной бумаги по ГОСТ 3647-80 | Маркировка наждачной бумаги ISO 4344 (ГОСТ 52381-2005 Россия) | Размер зерна шлифовальной шкурки в микрометрах (мкм) | Для каких работ использовать |
| 5-Н или М 63 | Р240 | 50-63 | Выравнивание перед покраской и начало шлифовки твердых пород |
| 4-Н или М 50 | Р280 | 40-50 | |
| Н-3 или М 40 | Р400 | 28-40 | Окончательное выравнивание под покраску, шлифовка древесины |
| Н-3 или М28 | Р600 | 20-28 | |
| Н-1 или М20 | Р1000 | 14-20 | Шлифовка металла, пластика, керамики, мокрая доводка до гладкости древесины |
| М14 | Р1200 | 10-14 | |
| Н-0 или М10 | Р1500 | 7-10 | Сверхтонкая полировка металла, доводка до глянца пластика, древесины |
| Н-01 или М7 | Р2000 | 5-7 | |
| Н-00 или М5 | Р2500 | 3-5 |
Как видите, уже довольно запутано. Еще стоит сказать, что по старому стандарту мелкозернистый наждак может иметь двойное обозначение — с буквами М и Н — как в таблице. Причем, чаще в ходу были именно варианты в микронах. Поэтому самое мелкое зерно — 5М или 00-Н — называют часто нулевкой. Это потому что оно имеет размер 3-5 микрометров. По правилам округления это можно считать нулем. Отсюда и пошло это название.
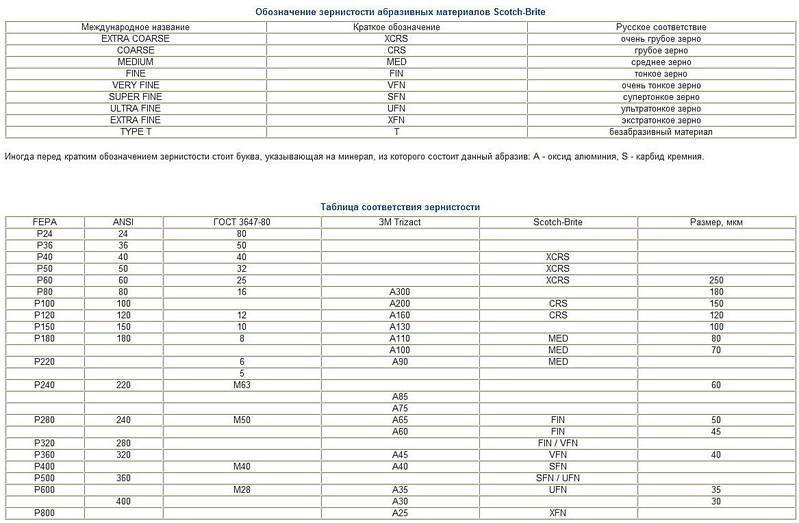
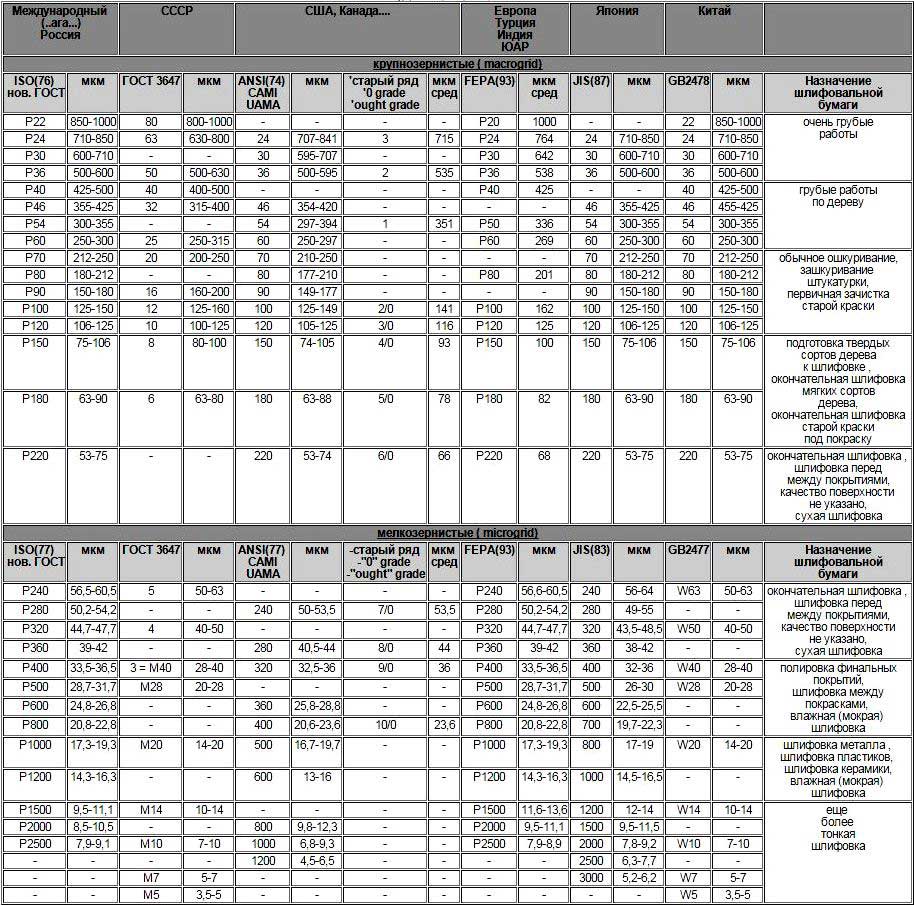
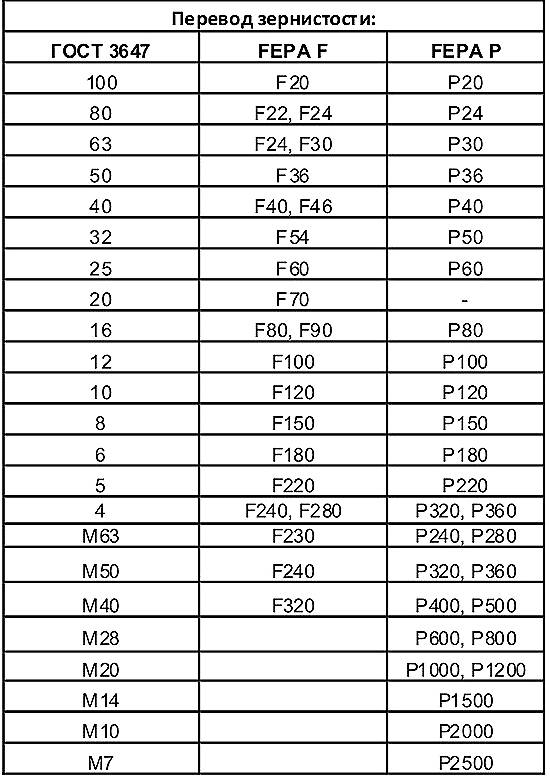
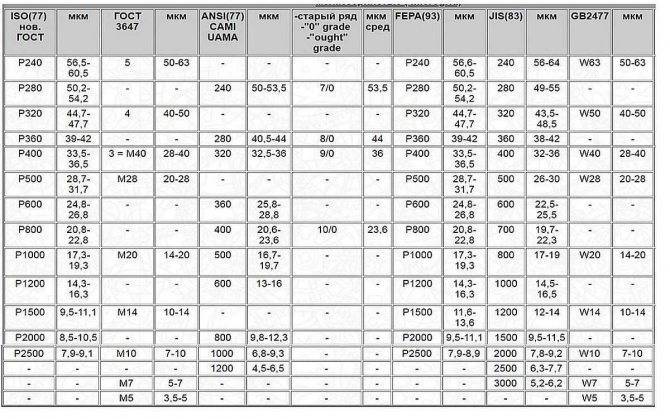
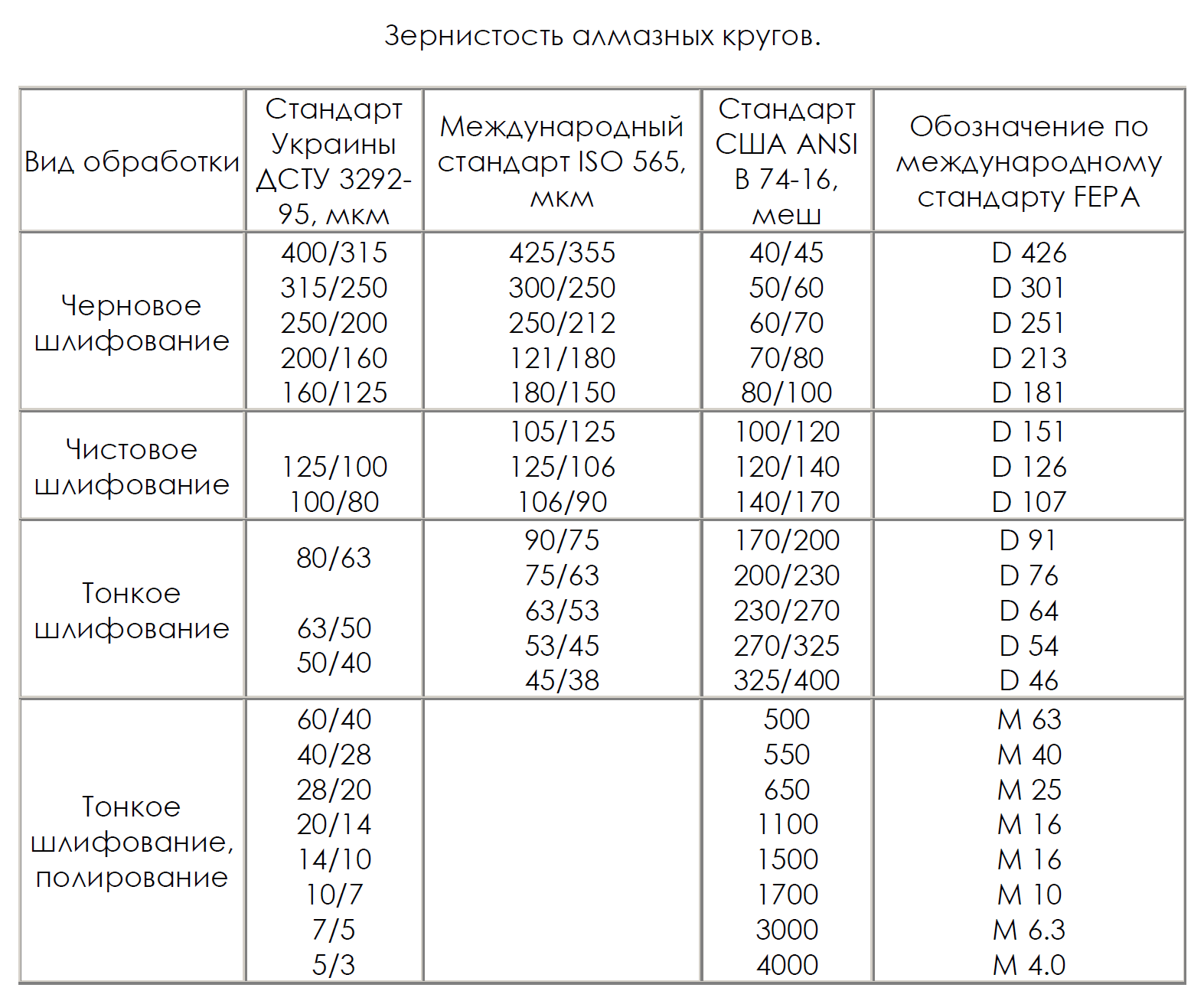
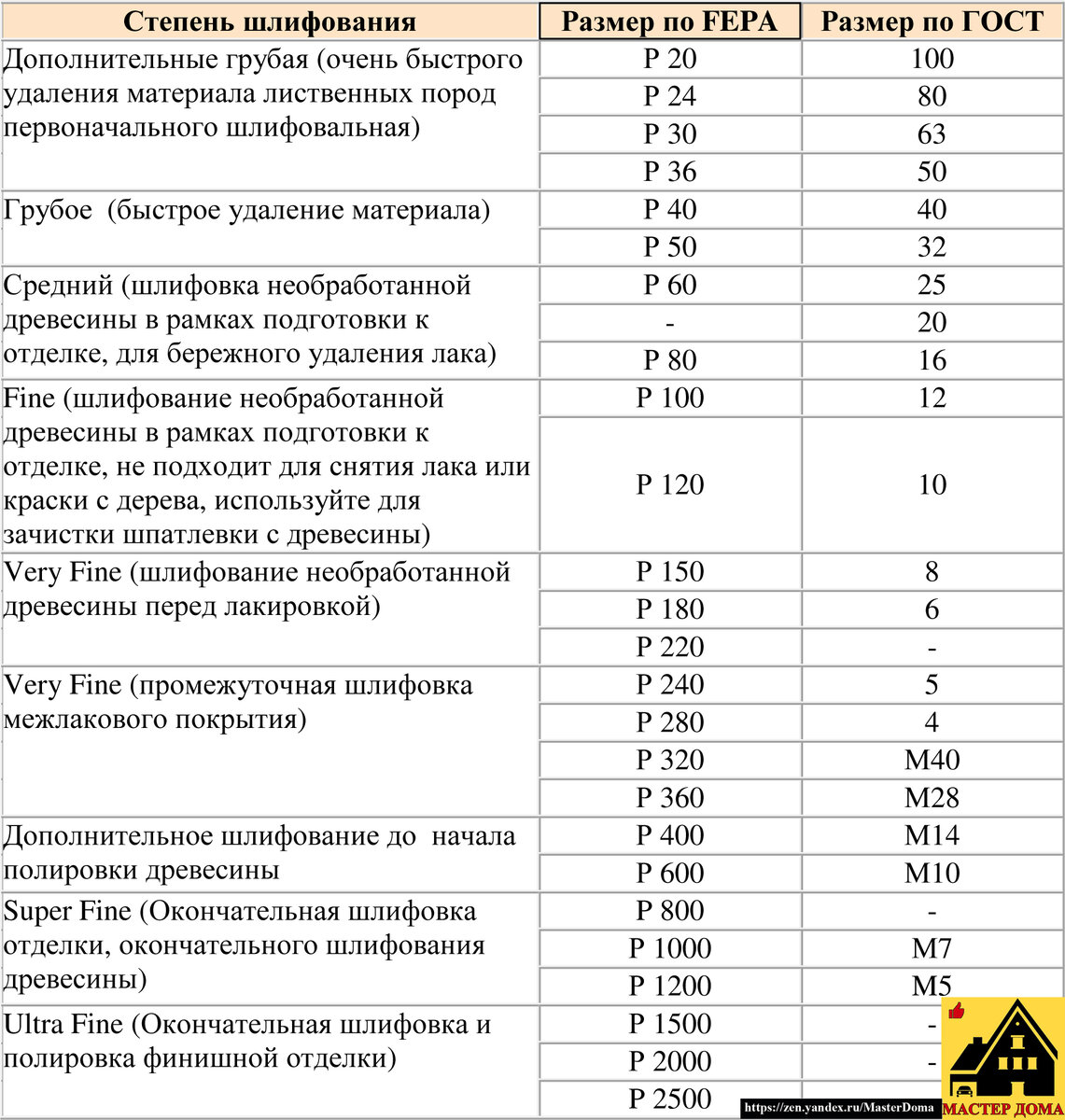
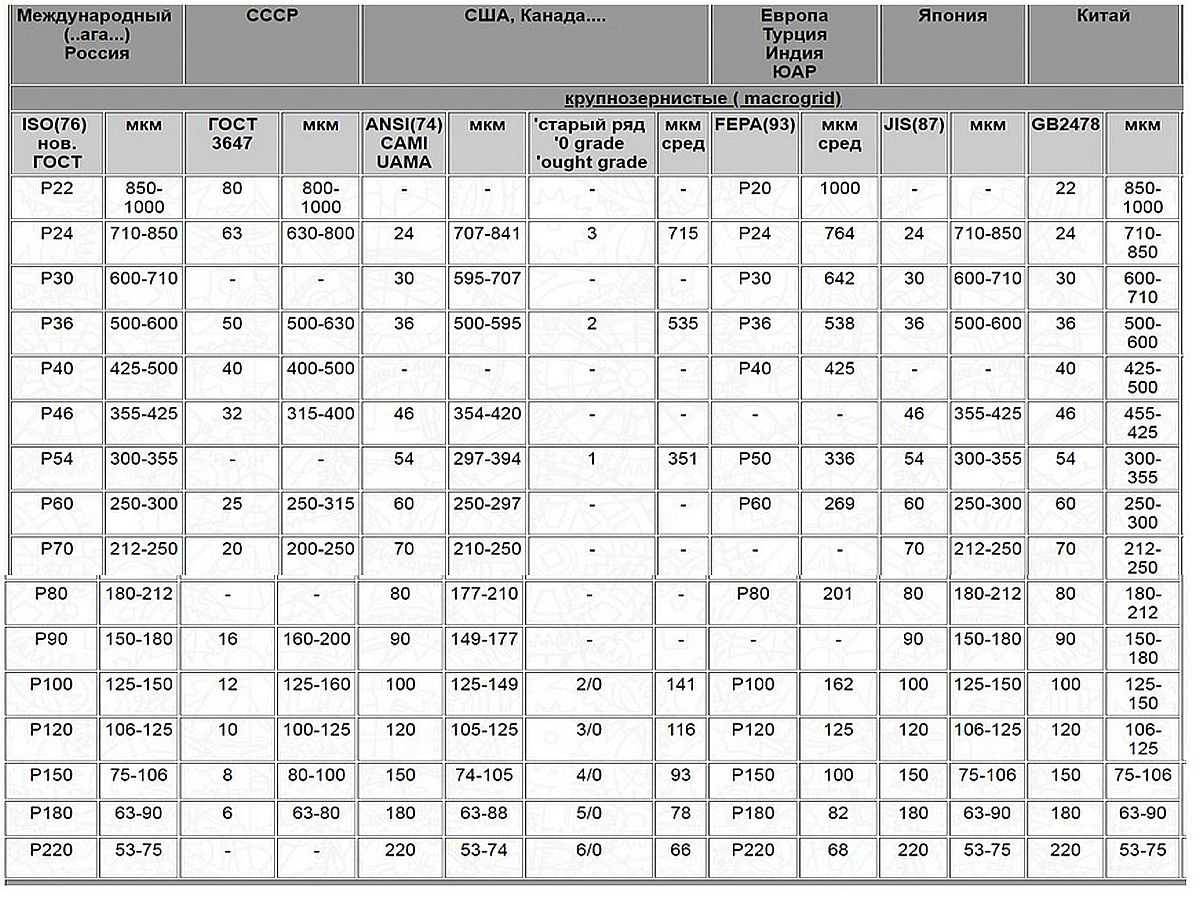
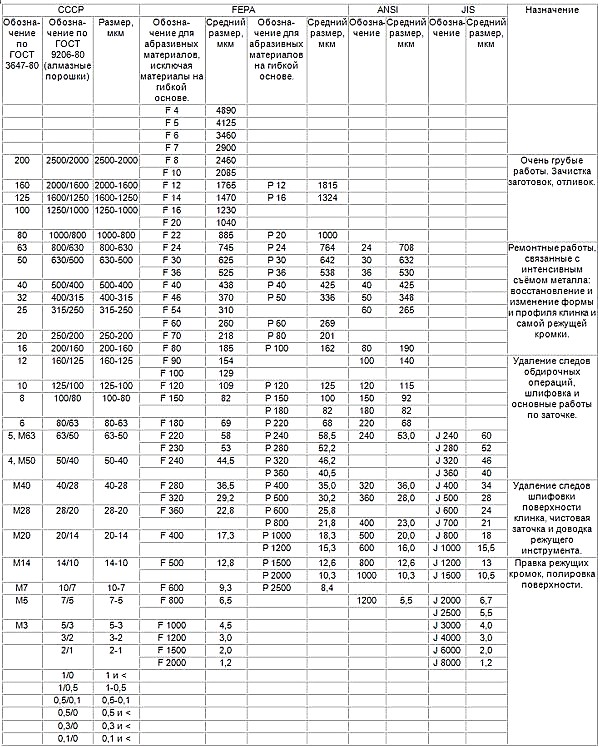
Таблицы соответствия стандартам других стран
Как видим, ситуация непростая. А есть еще Американский ANCI (США и Канада), Европейский FEPA или другое его название ISO 6344, Японский JIS и Китайский GB2478. Причем на рынке можно встретить материал практически из всех этих стран/частей света. Так что желательно иметь хоть какие-то данные. Наиболее часто встречающиеся приведены в таблицах.
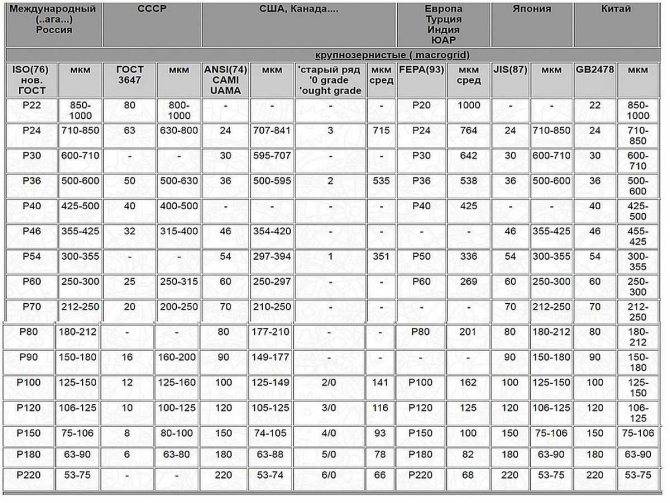 Таблица обозначения зернистости для разных стандартов: крупное зерно
Таблица обозначения зернистости для разных стандартов: крупное зерно
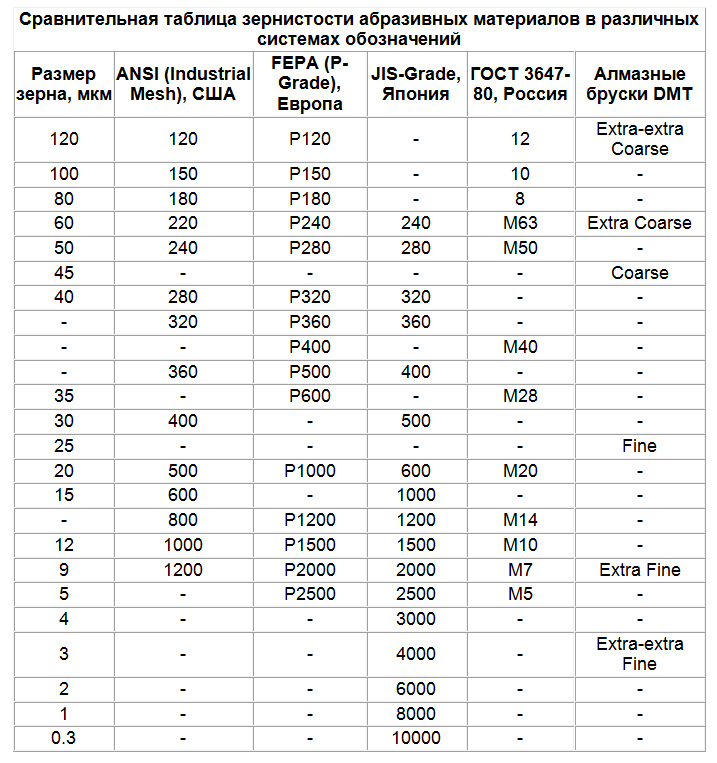
 Зернистость наждачной бумаги по стандартам разных стран: мелкозернистая
Зернистость наждачной бумаги по стандартам разных стран: мелкозернистая
Обратите внимание, рядом с каждой колонкой прописаны размеры зерен в микрометрах (мкм). Размеры отличаются
Для работы это может быть важно
Для работы это может быть важно
Наждачка тканевая
Плюсы:
- Прочность на разрыв в сочетании с некоторой эластичностью. Основное назначение данной продукции – обработка деталей механическим способом, например с помощью шлифовальной машинки.
- Минимальное влагопоглощение.
Минус:
Цена выше, чем на бумажные аналоги.
Все виды наждачной бумаги различаются по плотности насыпки зерен. Данная особенность также определяет основное назначение шкурки.
- Сплошная засыпка – для работы с твердыми образцами (металлы, плотная древесина, эбонит и так далее).
- Открытая (полуоткрытая) – для зачистки, шлифовки относительно мягких материалов, имеющих пористую структуру. Также используется при обработке поверхностей, на которых ранее наносилась шпаклевка, краска, а также древесины хвойных пород, пластмасс и в ряде других случаев.
При необходимости произвести финишную шлифовку детали (доводку до товарного вида) вместо мелкозернистой наждачной бумаги целесообразно использовать обычную, грубую. Как вариант, оберточную. Эффект тот же самый.
Особую осторожность необходимо соблюдать при зачистке медных контактных групп. Например, ламелей коллекторов электродвигателей. В этом случае используется только «стеклянная» шкурка
Все остальные разновидности наждачной бумаги повышают износ угольных щеток, так как оставляют на поверхности меди мельчайшие фракции абразива (пыль)
В этом случае используется только «стеклянная» шкурка. Все остальные разновидности наждачной бумаги повышают износ угольных щеток, так как оставляют на поверхности меди мельчайшие фракции абразива (пыль).
Дополнительную информацию о продукции, в том числе, ее назначении, можно найти на оборотной стороне образца. Литеры проставляются самые разные, но наиболее встречающиеся стоит указать.
- М, Л1 (или 2) – наждачка влагоустойчивая.
- 1 – для пористых (мягких) материалов.
- 2 – для шлифовки деталей из твердых сплавов, металлов или плотной древесины.
- П – только для сухих поверхностей (повышенное впитывание влаги).
- Л – наждачка листовая. У рулонной шкурки обозначения нет.
При выборе наждачной бумаги по маркировке нужно учитывать местную специфику – материал детали, степень ее загрязнения (ржавления), влажность, была ли предварительная обработка (например, краской) и ряд других нюансов. Только в этом случае можно сделать рациональное приобретение.
Тип нанесения абразива
При выборе подходящей наждачной бумаги стоит учитывать также и этот показатель, так как он в итоге может значительно повлиять на процесс. Всё дело в том, что способы нанесения абразивного порошка на основу для шкурки немного отличаются, и тот или иной вариант может по-разному подходить для разного материала. По типу нанесения они классифицируются следующим образом:
- Открытое нанесение (в маркировке — 1);
- Стеаратовое нанесение (в маркировке — 3);
- Закрытое нанесение (в маркировке — 4).
Нанесение может производиться путём открытой насыпки, покрывая порядка 60% площади основы, что хорошо подходит для крошащегося материала, так как подобная шкурка не так сильно засоряется. Для металла же наиболее распространённым вариантом являются наждачки, где используется способ закрытой насыпки, покрывающий полотно целиком, что при работе с мягкой поверхностью сказывается на том, что они быстро забиваются.
При механическом способе нанесения частички абразива просто падают под действием силы притяжения и ложатся на основу не так равномерно, разными сторонами. Еще одним способом нанесения является электростатический, который позволяет создавать довольно «острые» шкурки. Дело в том, что под воздействием, оказываемым электростатикой, частички абразива поворачиваются остриём в одну сторону.
Что такое наждачка
Шлифовальная бумага – это комбинированный материал, который составляют:
- Основа наждачки чаще всего – бумага, ткань.
- Абразив – зерно, которое наносят на основу с помощью клея или смолы.
Изготовление
Производство наждачной бумаги впервые было запущено в Китае, в 13 веке. Мастера приклеивали к пергаменту речной песок разной крупности, измельченный ракушечник, семена растений с помощью клея из агар-агара или крахмала. Позже придумали в качестве абразива использовать измельченное стекло, откуда пошел вид «стеклянной бумаги».
Серийное производство наждачной бумаги началось в Лондоне в 1833 году, затем стало распространяться по миру, технологии совершенствовались, и сегодня мы наблюдаем самые разные виды этого изделия.
- Бумажную основу или ткань пропитывают полимерами, чаще латексом из каучука.
- На подготовленную основу наносят клей, разогретый до 30…50 0 С.
- Насыпным методом наносят абразив нужной фракции.
- Отправляют полуфабрикат на сушку в печь. Температурный режим зависит от типа клея, фракции зерна и других факторов.
Таким образом можно изготавливать наждачку невысокого качества в домашних условиях, используя плотный картон, крошку от абразивного круга или растолченное стекло, песок.
Форма выпуска
Готовые изделия складируют, складывая листы стопками или скатывая их в рулоны. Листовые полотна обладают достаточной жесткостью, поэтому сложно изгибаются. Наждачная бумага в рулонах более компактная в хранении, ее фракция и размер зерна меньше, чем у листовой.
Другие формы выпуска:
- Абразивная сетка представляет собой разреженное полотно с закрепленным зерном. При шлифовании даже самые мелкие частицы пыли проходят сквозь материал, не забиваются в порах. Этот метод работы называется «шлифовка без пыли».
- Абразивные круги – мелкозернистая наждачная бумага, вырезанная по форме насадки на механические устройства. Её назначение – очистка поверхности металла от ржавчины и удаления старого покрытия.
- Наждачная бумага разной зернистости, вырезанная по форме насадки на электрические инструменты с креплением на липучке или на проделанные отверстия.
- Шлифовальные ленты, предназначенные для заправки в циклёвочные машины и станки.
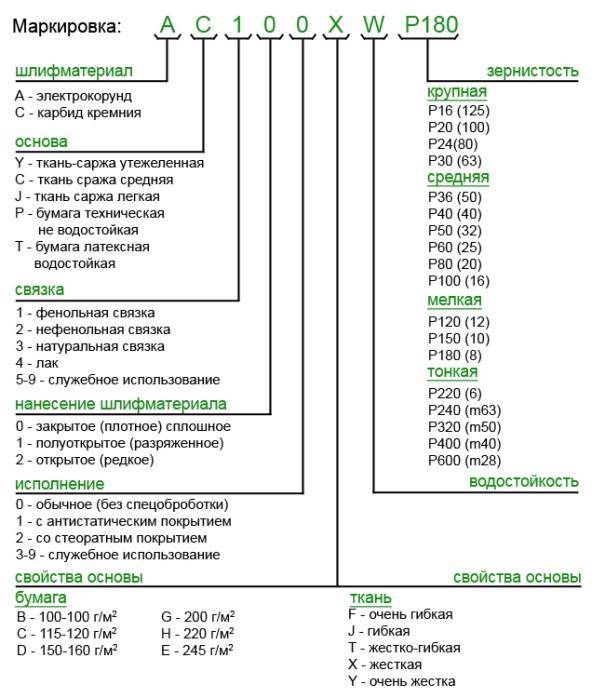
Маркировка
Маркировка наждачной бумаги указывает на фракцию и концентрацию абразива. Отечественный ГОСТ 3647-80 определяет количество зерен разного размера на 1 квадратную единицу, но данная классификация считается устаревшей. Сегодня шкурка шлифовальная соответствует международным стандартам ISO, именно это обозначение можно встретить на обратной стороне изделия. Следует отметить, что данные старого ГОСТа и значения международных стандартов перекликаются между собой. Их соответствие можно проследить в таблице.
Основная разница старого и нового стандартов заключается в разном движении номеров в маркировке:
- В ГОСТ 3647-80 значения крупности и плотности зерен уменьшаются, что вполне логично;
- В новом стандарте ISO 6344 (ГОСТ 52318-2005) номер изделия увеличивается с уменьшением значения в маркировке.
Расшифровка зернистости
Буква «Р» в обозначении указывает на зернистость. Чем больше значение, стоящее за буквой, тем мельче фракция шкурки. Р400 – известная нулёвка. Р600…Р2500 имеют мелкие фракции и почти гладкую поверхность, их зернистость не так ощутима наощупь. Такую наждачку используют для финишной полировки в промышленности.
В старом ГОСТе дела обстояли иначе. На примере 10-Н: первая цифра означает, что на поверхность изделия нанесен абразив крупностью, соответствующей ситу с ячейкой 100 мкм. Чем меньше показатель, тем меньше размер просева.
Другие обозначения
Виды наждачной бумаги различаются по составу основы и свойствам зерен. Эту информацию также отражают в маркировке изделия.
- Литера «Л» указывает на листовую форму выпуска изделия. Рулонная не обозначается никак.
- Буквой «М» обозначается водостойкая наждачная бумага.
- Изделие с маркировкой «П» предназначено для шлифовки сухих изделий без контакта с влагой.
- «1» – абразив для мягких поверхностей, «2» – для жестких.
Читать также: Самодельный отвал для мотоблока нева
Чтобы подобрать наждак для определенного вида работ, следует учитывать не только основную классификацию, но и приведенную информацию, которая содержится на обороте листа.
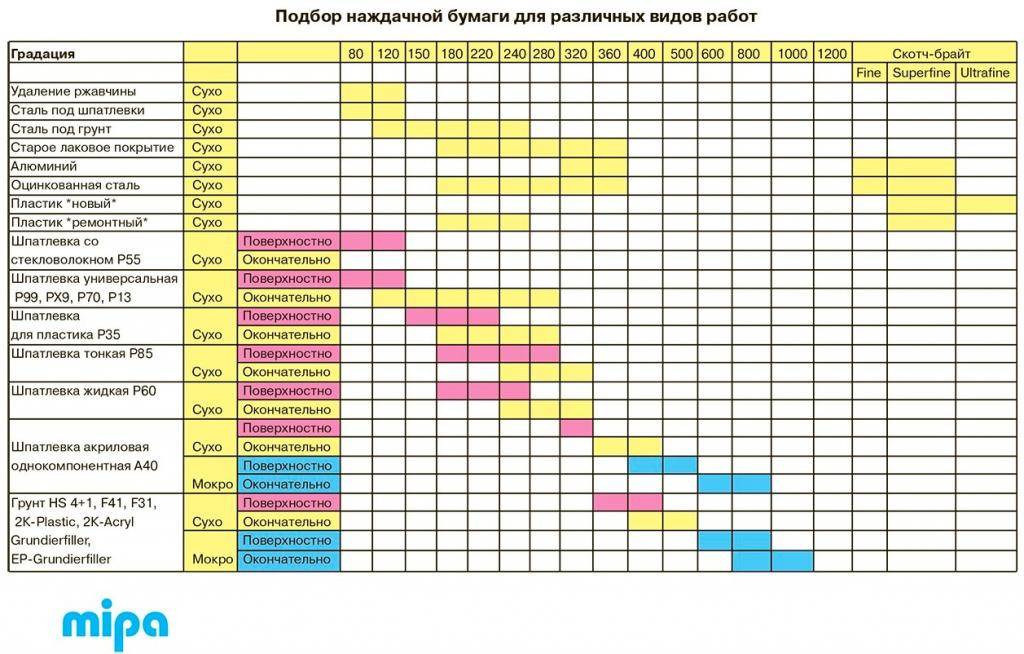
Выбор оптимальной зернистости для работы
Для каждого материала необходимо использовать определенный размер зерна.
Дерево
При работе с деревянными поверхностями вы можете столкнуться с проблемой, что летящие частицы материала могут забивать поверхность абразива. Чтобы предотвратить это, рекомендуется выбирать абразив с открытым типом применения. Подложка может быть бумажной или тканевой.
Основные рекомендации по выбору размера зерна:
| Зерно (P) | 40 | 60 | 80 | 100 | 120 | 150 | 180 | 220 | 240 | 360 | 400 | 500 | 600 |
| Дерево | |||||||||||||
| Формирование | + | + | |||||||||||
| Удаление краски или лака | + | ||||||||||||
| Удаление тяжелых покрытий | + | ||||||||||||
| Удаление тонкой пленки | + | + | |||||||||||
| Подготовка к покраске | + | + | |||||||||||
| Отделка после заполнения | + | + | |||||||||||
| Шлифовка между слоями | + | + | |||||||||||
| Полировка последних слоев | + | + |
Металл
Для металлических поверхностей стоит выбирать более жесткие абразивы. Для алюминия и сплавов на его основе правильным выбором является глинозем. Для латунных поверхностей следует выбирать абразивные материалы из диоксида циркония, титана или сплавов. Метод нанесения абразива на подложку должен быть закрытым.
| Зернистость (P) | 40 | 60 | 80 | 100 | 120 | 150 | 180 | 220 | 240 | 360 | 400 | 500 | 600 |
| Металл | |||||||||||||
| Удаление ржавчины, коррозии, старой краски | + | + | + | ||||||||||
| Удаление тяжелых покрытий | + | + | + | ||||||||||
| Удаление тонкой пленки | + | + | + | ||||||||||
| Подготовка перед заполнением | + | + | |||||||||||
| Отделка после грязевой обработки | + | + | + | ||||||||||
| Предварительная обработка перед нанесением верхнего покрытия | + | + | |||||||||||
| Шлифовка между слоями | + | + | |||||||||||
| Полировка последних слоев | + | + |
Пластик, камень, керамика и стекло
Для таких поверхностей чаще всего выбирают водостойкие абразивы с высокой прочностью и плотным расположением частиц.
| Зерно (P) | 40 | 60 | 80 | 100 | 120 | 150 | 180 | 220 | 240 | 360 | 400 | 500 | 600 |
| Пластмассы и другие материалы | |||||||||||||
| Формирование | + | + | + | ||||||||||
| Грубая обработка | + | + | |||||||||||
| Разглаживание | + | + | + | ||||||||||
| Подготовка перед заполнением | + | + | |||||||||||
| Отделка после грязевой обработки | + | + | + | ||||||||||
| Предварительная обработка перед нанесением верхнего покрытия | + | + | |||||||||||
| Шлифовка между слоями | + | + | |||||||||||
| Полировка последних слоев | + | + |
Развернуть
Виды бумаги по зернистости
Независимо от степени абразивности, все типы наждачки представляют собой оснастку, которая состоит из подложки или основания и самого рабочего элемента. Основа бывает тканевой или бумажной. Первый вариант, как правило, отличается надежностью, а, следовательно, большим сроком эксплуатации.
Естественно, такая наждачная бумага будет стоить дороже. На основание с одной его стороны наносится само абразивное вещество при помощи специальной смолы или же клеевого состава. Именно с учетом его фракции (крупности) и осуществляется классификация описываемого расходного материала.
Чтобы объективно оценить ключевые эксплуатационные показатели рассматриваемых насадок, во многом определяемых именно размерами зерна, следует уделить внимание материалу изготовления. От этого фактора напрямую зависит градация наждачной бумаги
Наиболее распространенной и популярной сейчас стала наждачная бумага с напылением из электрокорунда. Этот материал является результатом плавления металлической стружки при использовании дуговых печей. Если сравнивать с алмазными наждаками, то у них твердость будет в 4 раза выше, чем у этой разновидности.
Размер фрагментов абразива наждачной бумаги, то есть, ее зернистость, измеряется в микрометрах. С учетом этой единицы измерения следует отметить, что наименьшее зерно – это всего лишь 3-5 мкм. Самый же большой размер достигает отметки в 1000 мкм, что эквивалентно 1 мм. С учетом этого ключевого параметра существующую наждачную бумагу делят на две категории: крупно- и мелкозернистую. Есть еще промежуточный вариант – среднезернистая.
Анализируя актуальные правила, по которым классифицируют наждачку, следует отметить важность таких моментов, как страна и год выпуска. К примеру, согласно международным нормам расходные материалы на гибкой и негибкой основах обозначаются буквами «P» и «F» соответственно
При этом цифрами указывается зернистость абразива. Параллельно в продаже можно найти наждачку, маркируемую в соответствии с действующим российским ГОСТом.
Важно учитывать, что в ситуациях с российской продукцией возможны два варианта. Первый – это ГОСТ, официально утвержденный в 2005-м и разработанный с ориентацией на нормы стран Европейского союза
Во втором случае речь идет о правилах, принятых еще в 80-е годы ХХ столетия профильным министерством Советского Союза. Кстати, отсутствуют единые системы и правила и у зарубежных производителей.
Так, к примеру, свои стандарты действуют в Стране восходящего солнца, Канаде, Соединенных Штатах, Турции и Поднебесной.
Формы выпуска и виды
Привычная нам форма выпуска — в рулонах или листах. Листовая может быть на основе картона, а может быть на плотной бумаге. Чаще всего она более жесткая, чем рулонная. Рулонную чаще применяют на ленточных шлифовальных машинах, да и при ручном использовании тоже. Кроме того, есть следующие виды абразивных материалов:
- Абразивные круги. Используются для установки на насадки для специальных машин. Это могут быть шлифовальные машинки, насадки на дрель, УШМ. Есть разного типа: Обычные круги разного диаметра и разной зернистости.
- С липучкой, приклеенной с тыльной стороны.
- Лепестковые — это когда на основу наклеены полоски наждачной бумаги. Могут быть разной зернистости. Применяются для черновой обработки металлов (обычно), для снятия краски (в том числе и с бетона).
Абразивная шлифовальная бумага выпускается в виде листов, рулонов, лент, кругов. Есть и другие формы — для насадок на инструменты
Ленты для ленточных шлифовальных машин. Они имеют определенную длину и ширину — под наиболее распространенные типоразмеры.
Сетка. Тонкая проволока, переплетенная в виде полотна. Абразивные частицы приклеиваются на проволоку. Такой материал удобен для шлифовки штукатурки, так как большая часть образующейся пыли просыпается сквозь ячейки сетки и абразив не забивается. Именно такой материал применяют для выравнивания гипсовой штукатурки под покраску.
Есть еще шлифовальные губки. Это абразив, который нанесен на вспененный полиуретан. Этот тип абразива применяют для доведения до гладкости поверхностей с пазами, резьбой, углублениями. Абразивные частицы могут наноситься на одну, две или четыре стороны губки. Могут быть одного размера или разного. Но обычно, это мелкое зерно, просто разной степени «мелкости». Губки более удобны, так как принимают любую форму, кроме того их можно промыть от пыли и высушить. Количество промывок не ограничено. От мытья они не страдают, можно применять пока зерно не осыпалось. А это зависит от качества.
В какой форме выпускается
Первой была изготовлена наждачка, состоявшая из бумаги и ткани. После изготовления изделие сматывалось в рулоны, и транспортировалось в место назначения. Еще один параметр изделия — это ширина. Кроме бумажной и тканевой подложки, выпускаются абразивные устройства таких видов:
- Сетка — имеет вид полотна с отверстиями. Снаружи полотна крепятся абразивные частицы. Сетчатая структура изделия предназначается для того, чтобы в процессе обработки пропускать частицы пыли, удаляемой из обрабатываемой поверхности. При применении таких материалов исключается забивание пыли между зернами. Метод шлифовки сетчатым абразивом называется без пыльным
- Круги — выглядят как наждачный абразив, вырезанный в форме круга. Такая форма изделия нужна для того, чтобы использовать ее на электроинструментах для быстрого затирания металлической поверхности от коррозии или удаления лакокрасочного покрытия
- Ленты — шкурка служит для установки и работе в паре с циклевочными машинками и станками
Для каждого вида обрабатываемой поверхности применяются соответствующие виды наждачной бумаги. Отличаются они по применяемым видам абразивных веществ. Какие виды абразивов встречаются на шкурках, служащих для обрабатывания разных поверхностей, рассмотрим более детально.





