

Пошаговая инструкция по использованию микрометра
Процесс измерения сводится к вращению барабана до соприкосновения пятки и плоской измерительной поверхности винта с габаритами предмета.
Чтобы не оставить без внимания ни один нюанс проведения измерений, приведем подробную инструкцию по использованию микрометра.
При пользовании цифровым микрометром трудности в снятии показаний обычно не возникают. Поэтому при описании процесса будем рассматривать прибор классической конструкции.
Этап первый. Проверка показаний
Желательно осуществлять не только при покупке нового прибора, но и каждый раз перед проведением измерений.
Для проверки показаний микрометра с диапазоном измерений от 0 до 25 мм нужно вращать барабан до смыкания измерительных плоскостей при отсутствии детали. Чтобы проверить показания микрометров с большим диапазоном, нужно использовать концевую меру, входящую в комплект прибора.
Барабан должен полностью закрыть шкалу, нанесенную на стебле. Говоря более точно, торец барабана должен остановиться четко на нулевой отметке стебля. А нулевая отметка шкалы барабана должна остановиться напротив продольного штриха.
Если неточность показаний обнаружена в магазине, от покупки стоит отказаться. Если показания сбились в процессе эксплуатации, можно пойти одним из двух путей решения проблемы:
- Если микрометр предназначен для домашнего использования, можно провести регулировку самостоятельно.
- Если микрометр производственный и его показания считаются официальными при изготовлении, контроле и сдаче деталей, регулировку следует поручить специально уполномоченным лицам или организациям.
Самостоятельная регулировка проводится по следующему алгоритму:
- Микрометрический винт фиксируется стопорным устройством при соединенных измерительных плоскостях или при зажатой между ними концевой мере.
- Барабан разъединяется с микрометрическим винтом. Для этого следует воспользоваться специальным ключом, входящим в комплект прибора. В некоторых моделях достаточно просто отвернуть трещотку вращением против часовой стрелки.
- Нулевой штрих на барабане совмещается с продольным штрихом на стебле.
- Проводится сборка прибора в обратном порядке.
- Осуществляется новая проверка показаний.
- В случае необходимости регулировка повторяется.
https://youtube.com/watch?v=refwC-OgWIo
Этап второй. Фиксация детали измерительными поверхностями
Для получения точного результата измерений и предотвращения поломки микрометра вследствие неправильного обращения следует придерживаться простых рекомендаций:
- Удерживая деталь вплотную к пятке, вращением барабана подвести измерительную плоскость микрометрического винта близко к габариту детали. Не следует прилагать усилий.
- Дальнейшее вращение можно осуществлять только через трещотку. Серия щелчков трещотки подскажет, что измерительные поверхности соприкоснулись с деталью, а показания прибора соответствуют измеряемому габариту.
Этап третий. Снятие показаний
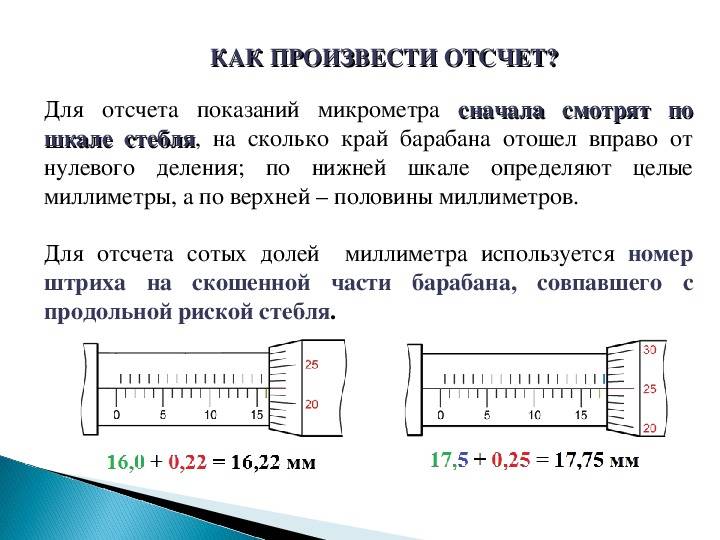
Показания начинают снимать с крупного разряда, а заканчивают — мелким.
Цены делений у разных микрометров могут отличаться, поэтому перед снятием показаний нужно ознакомиться с прибором. Для полной уверенности в правильности проведения измерений желательно прочитать паспорт.
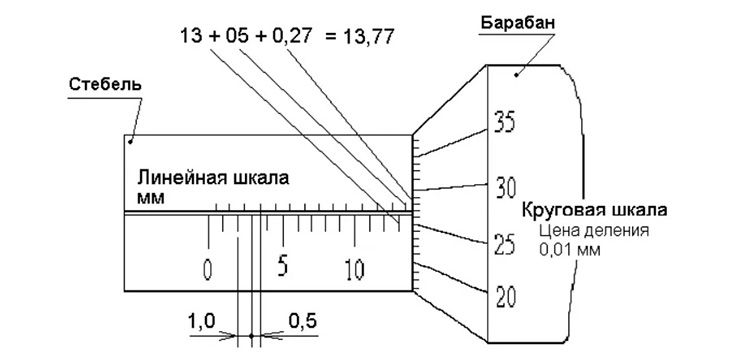
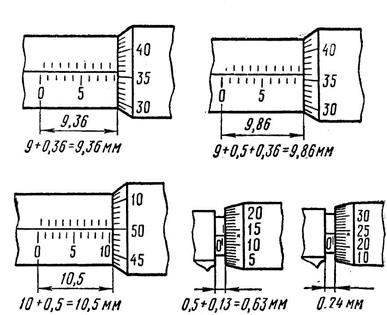
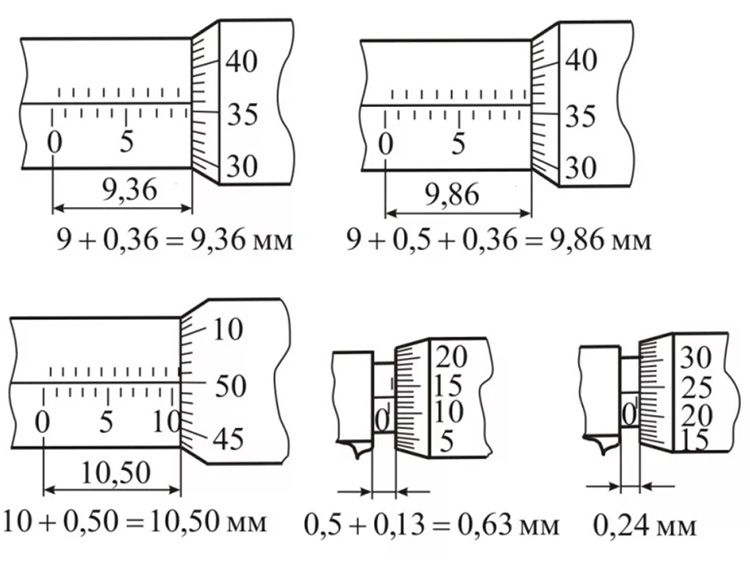
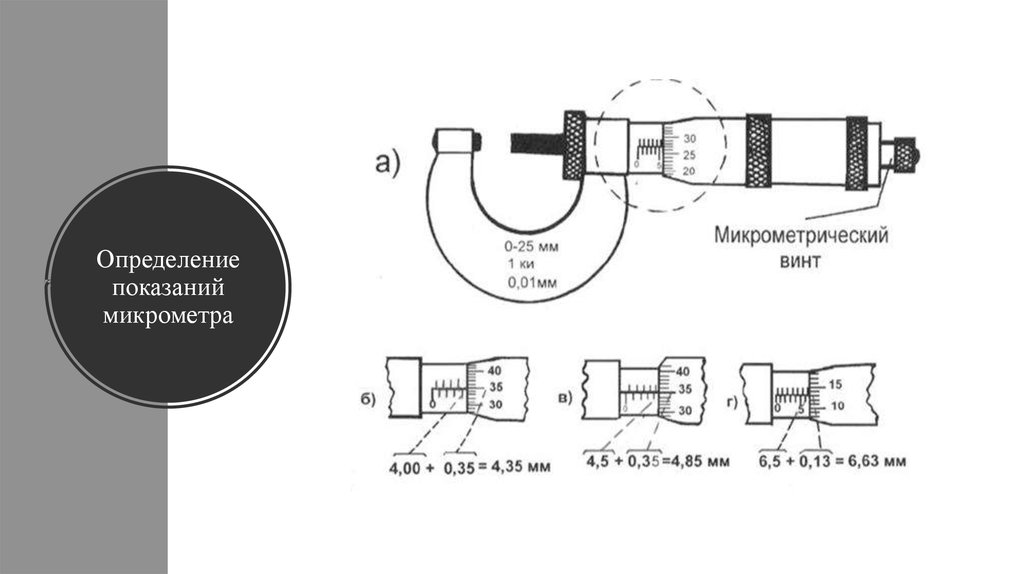
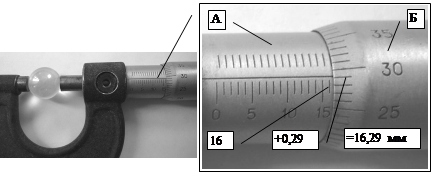
В качестве примера возьмем наиболее широко распространенный гладкий микрометр МК25 с ценой деления 0,01 мм:
Снимаем показания шкалы стебля. Цена деления — 0,5 мм
Важно помнить: если деление не видно, искомый размер определяется предыдущим открытым делением. Снимаем показания шкалы барабана
В рассматриваемом приборе цена деления барабана — 0,01 мм
Цифры на барабане показывают сотые доли миллиметра. Суммируем показания шкал стебля и барабана.
Мы довольно подробно рассмотрели, как пользоваться микрометром. Видеоурок по его использованию поможет более наглядно раскрыть тонкости проведения измерений.
Микрометрические инструменты. Микрометр.
Раздел: БИБЛИОТЕКА ТЕХНИЧЕСКОЙ ЛИТЕРАТУРЫ Короткий путь https://bibt.ru Оглавление книги Предыдущая Следующая
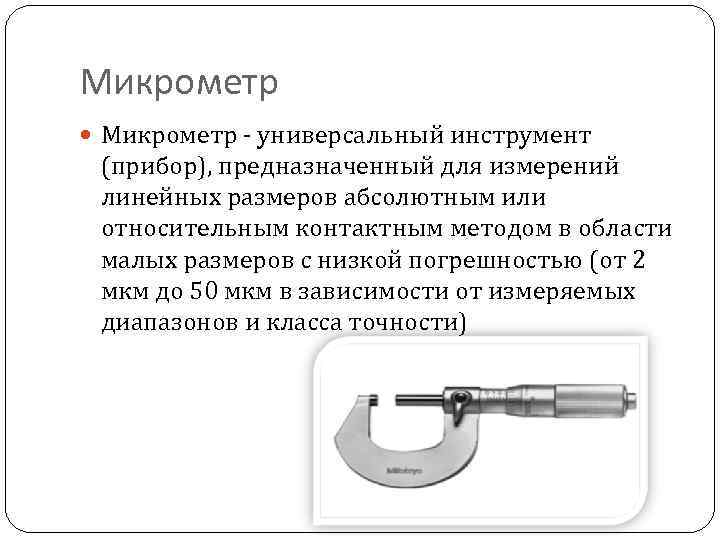
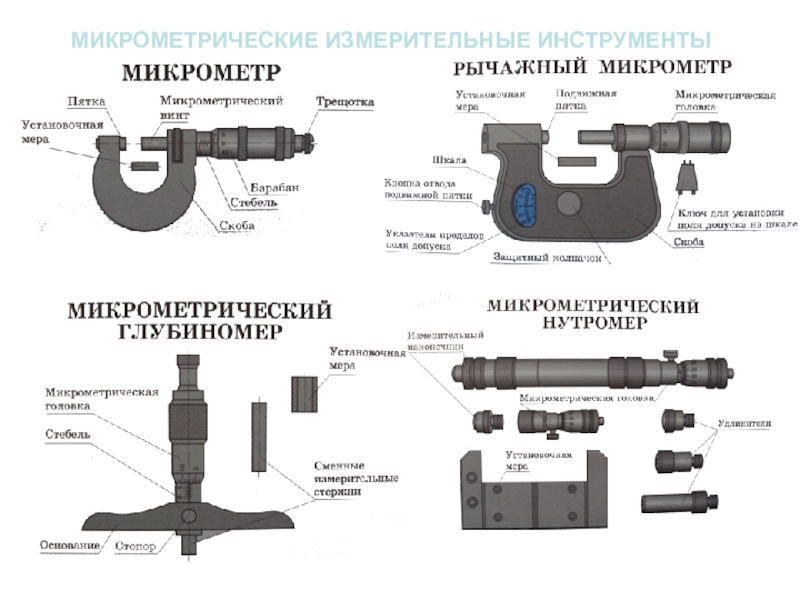
Для точного измерения наружных и внутренних диаметров, толщин и глубин применяются микрометрические инструменты. К ним относятся: микрометры различных конструкций и назначения, микрометрические нутромеры и микрометрические глубиномеры. Все типы микрометрических инструментов работают по принципу использования взаимного перемещения винта и гайки. Наибольшее распространение имеют микрометры. Они выпускаются следующих типов: микрометры гладкие обыкновенные, микрометры с плоскими вставками, микрометры рычажные, микрометры резьбовые. Все микрометрические инструменты имеют точность отсчета 0,01 мм.
Микрометры гладкие предназначены для измерения наружных размеров и длин гладких деталей. Согласно стандарту микрометры выпускаются со следующими пределами измерений: 0—25, 25—50, 50—75, 75—100 и далее через 25 мм до 275—300 мм, а затем 300—400, 400—500 и 500—600 мм.
У всех микрометров максимальное перемещение микрометрического винта составляет 25 мм, что способствует сохранению необходимой точности. При более длинных винтах точность была бы ниже вследствие накопления ошибок при изготовлении винта. У трех последних типов микрометров с разницей в пределах измерения в 100 мм ход винта также равен 25 мм, а увеличение пределов измерений достигается за счет применения сменных пяток.
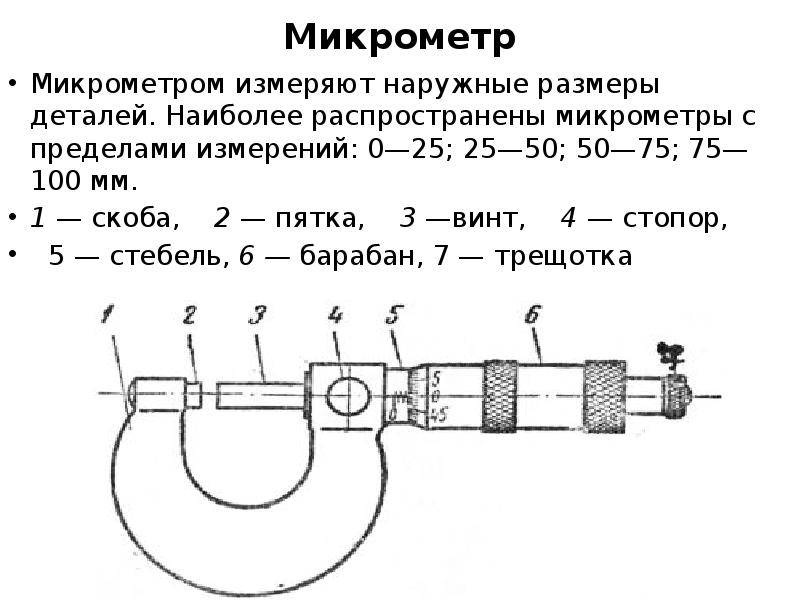
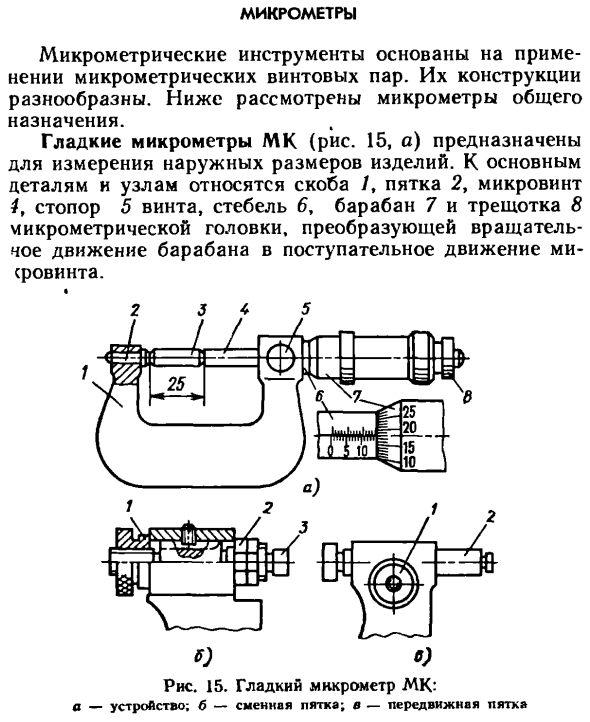
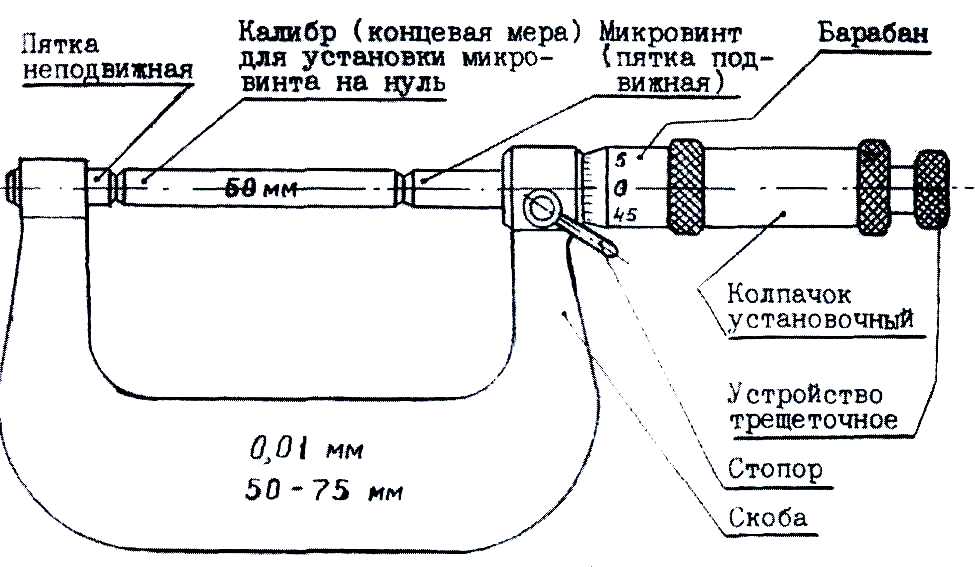
Рис. 18. Микрометр


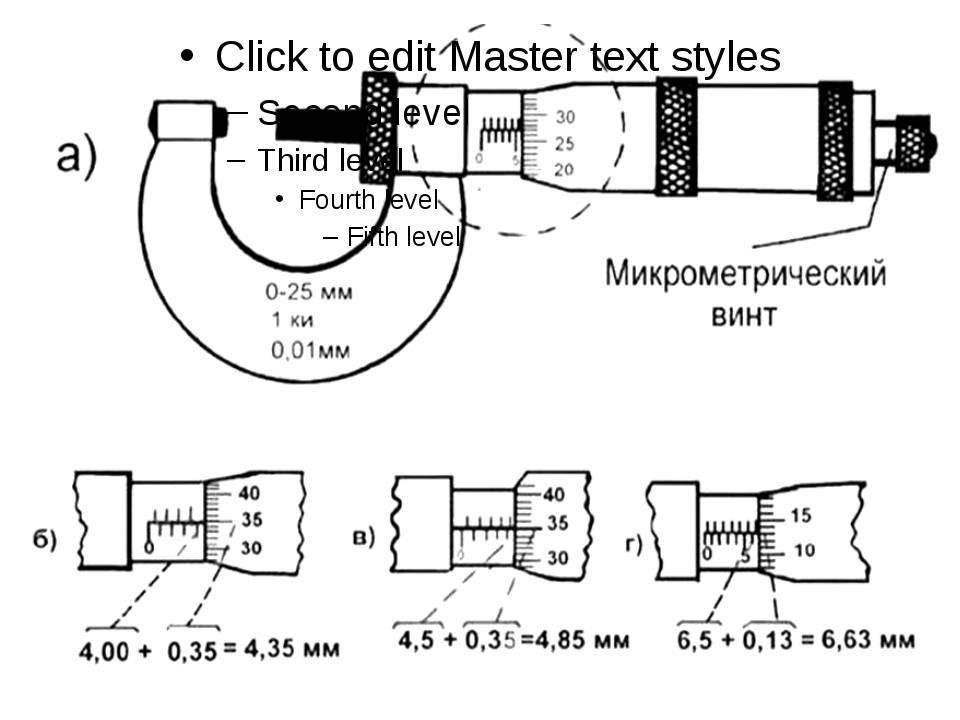

Микрометр (рис. 18) состоит из скобы 1, в которую запрессованы с одной стороны неподвижная пятка 2, с другой — стебель 5. Стебель имеет внутри нарезку, в которую ввинчивается микрометрический винт 3. Винт неподвижно скреплен с барабаном 6, к торцу которого привернут корпус трещотки 7. При вращении трещотки вращается барабан и микрометрический винт. Трещотка служит для обеспечения постоянной величины зажатия измеряемых деталей и, следовательно, точности измерения. Закрепление винта в определенном положении производится стопором 4.
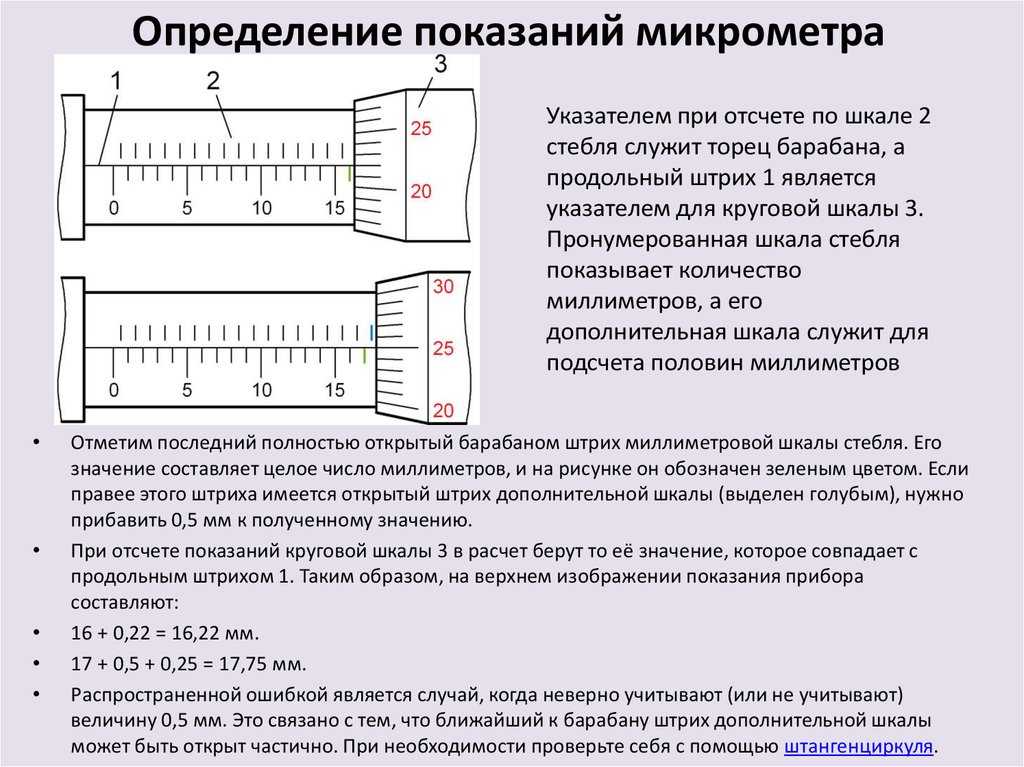
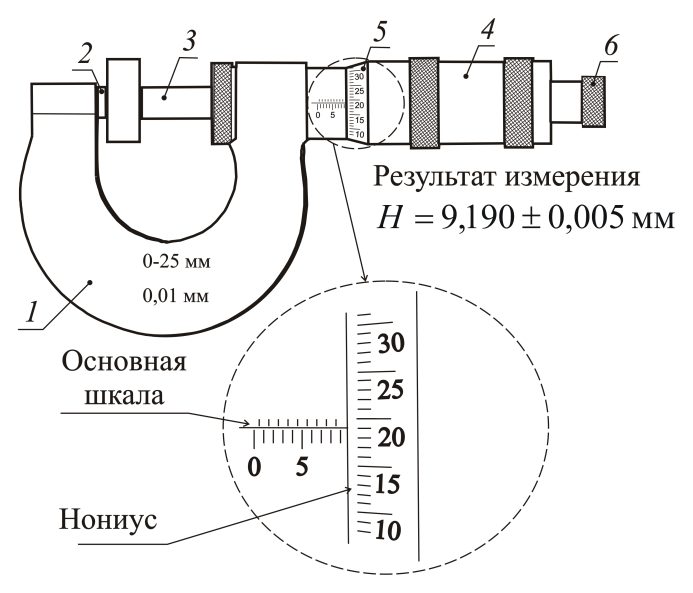
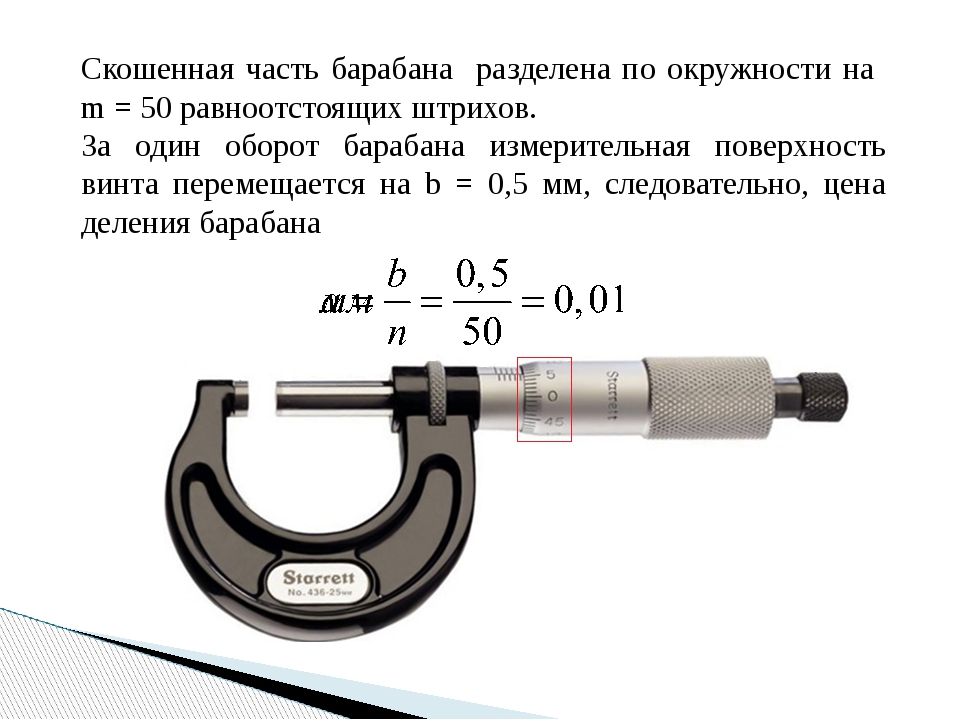
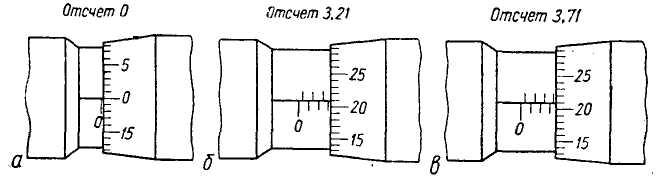
На стебле вдоль его оси нанесена черта, по обе стороны которой расположена шкала, где с одной стороны указаны целые миллиметры, с Другой стороны — полумиллиметры. На конической части барабана нанесена круговая шкала, имеющая 50 делений. Шаг микрометрического винта равен 0,5 мм, т. е. за один оборот винт перемещается на 0,5 мм, а при повороте на одно деление барабана продольное перемещен ние составит 0,5 : 50 = 0,01 мм. Отсчет размеров производится по шкале на стебле (целые миллиметры и полумиллиметры) и пошкале на барабане (сотые доли миллиметра). Считаются те деления на стебле, которые находятся слева от скошенного края барабана, и то деление на барабане, которое совпадает с продольной чертой на стебле.
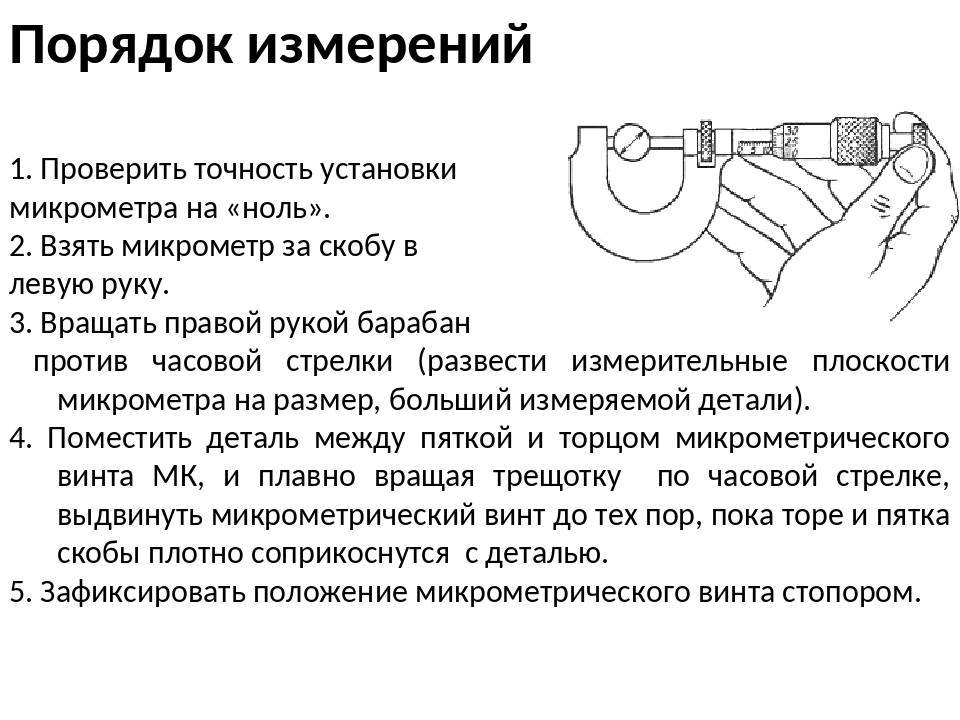
Перед проведением замеров проверяют нулевые положения микрометра. Для этого при помощи трещотки перемещают микрометрический винт до соприкосновения его с неподвижной пяткой при пределах измерения 0—25 мм или с установочной мерой при других пределах измерения. Размер установочной меры должен быть равен нижнему пределу измерения микрометра. При этом у исправного микрометра должны совпадать нулевой штрих барабана с продольной чертой стебля, а кромка барабана — с нулевым штрихом шкалы стебля.
Микрометрический нутромер (штихмасс) применяется для измерений внутренних размеров отверстий, пазов, скоб. Он выпускается с пределами измерений 50—75, 75—175, 75—600, 150— 1250, 860—2500, 1520—4000 мм. Увеличение предела измерений производится за счет применения удлинителей. Микрометрический нутромер состоит из микрометрической головки с измерительными наконечниками и комплекта удлинителей. Нутромер отличается от микрометра отсутствием скобы и трещотки, а также некоторыми конструктивными особенностями. Микрометрический глубиномер используется для точного измерения глубины отверстий, пазов, канавок, выточек. Он выпускается с пределами измерений 0—25, 0—50, 0—100 мм. Точность отсчета 0,01 мм. Максимальный ход микрометрического винта 25 мм. Расширение пределов измерений достигается применением сменных стержней.
Перейти вверх к навигации
Диагностика состояния микрометра и обслуживание
Нарушение правильной работы микрометра происходит из-за:
естественного износа резьбы микрометрической пары;
- износа измерительных плоскостей;
- деформации скобы, вызываемые нештатными силовыми воздействиями.
Что приводит к нарушению параллельности между измерительными поверхностями.
Люфт микрометрической пары регулируется накидной гайкой с проверкой легкости хода винта на всём диапазоне.
Проверка винта на износ, заключается в контрольных измерениях проверенными эталонами. Делается пять разных замеров.
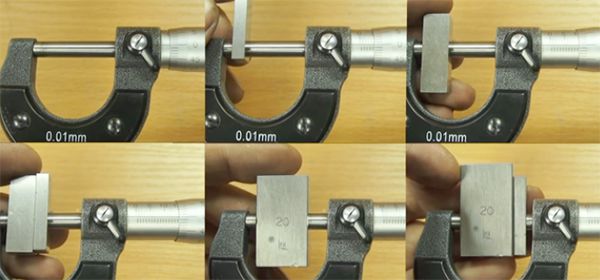
Пять замеров при проверке на износ
Для микрометра от 0 до 25 это мерные плитки с длинами от 5 до 25 мм.
Отклонение от нуля при измерении мерных длин плиток свидетельствует об износе винта.

Износ винта дает погрешность при измерении
Величина износа не должна оказывать влияние на превышение предельно допустимых отклонений предусмотренных техническими условиями на микрометры.
Отклонения у измерительных поверхностей от плоскостности выражается в их неравномерном износе с занижением по краям.
Выявляется износ измерением мерной длины с полным контактом с измерительными плоскостями и при контакте с краями.

Износ измерительных плоскостей
Разница в показаниях это величина износа.
Деформации скобы проявляются в нарушении параллельности измерительных плоскостей, которые проверяются измерениями мерной длины их краями и в 4-х положениях по окружности.
Предельно допустимые отклонения измерительных поверхностей от параллельности и плоскостности, зависящие от класса точности микрометра и его измерительных пределов приводятся в стандартных технических условиях.

Таблица предельно допустимых отклонений измерительных поверхностей
В качестве обслуживающей и консервационной смазки для микрометров, обычно применяется технический вазелин.
Перед тем как сдать инструмент на поверку в лабораторию, его разбирают, чистят, смазывают и калибруют.
Конструкция инструмента и его применение
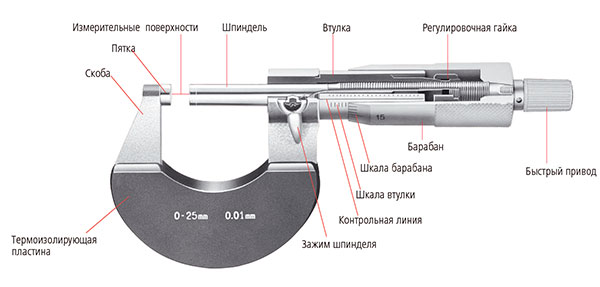
Чтобы узнать, как пользоваться микрометром, необходимо сначала разобраться с конструктивными особенностями этого инструмента. Конструктивно он напоминает штангенциркуль, но с незначительными отличиями во внешности. Одно из самых главных отличий — это непонятная система исчисления, которая отображена на цилиндрическом основании. Многих вводит заблуждение такая конструкция, и возникает желание отказаться от проведения измерительных процедур. Однако все намного проще, и в материале подробно описан принцип использования микрометра для вычисления минимальных значений измеряемой детали.

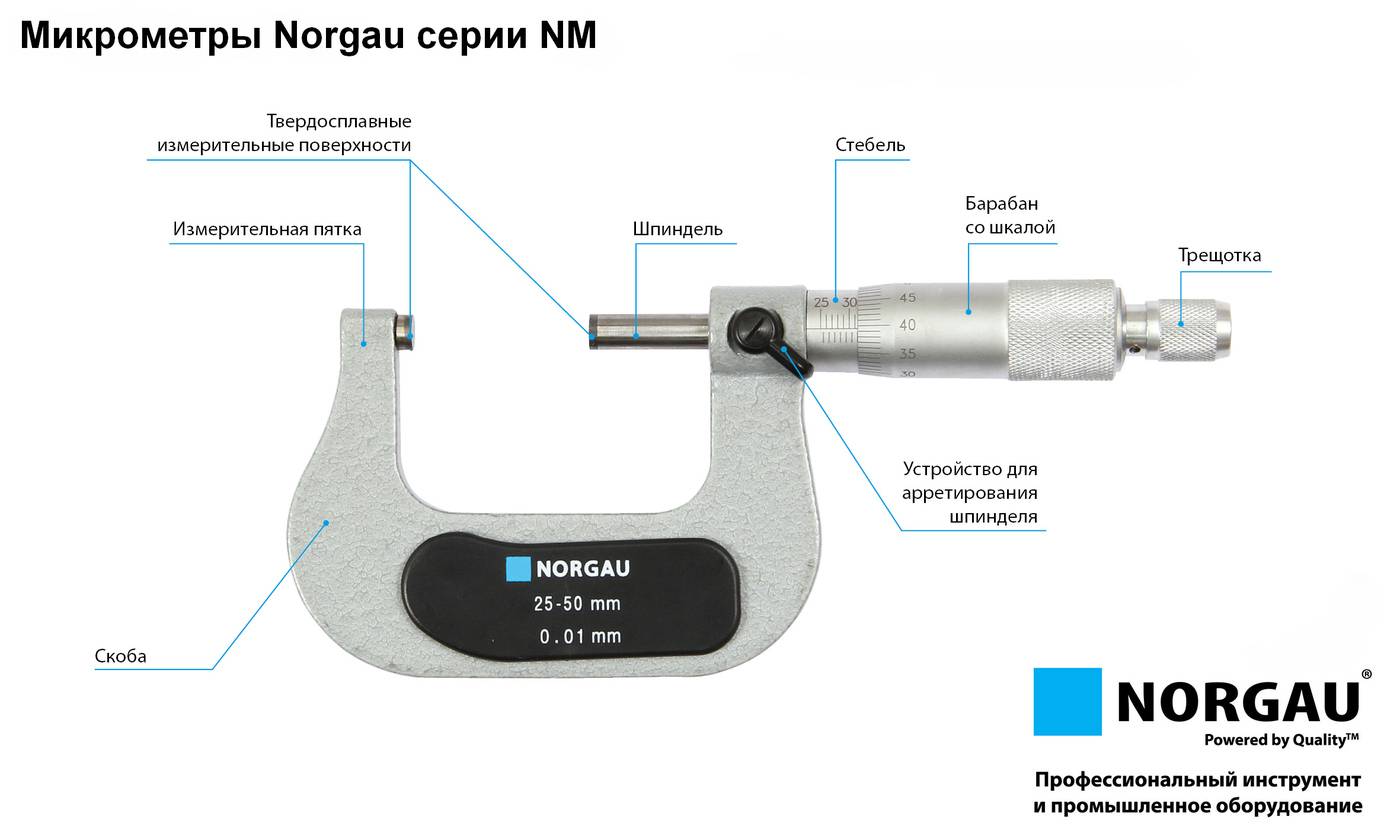
Рассматриваемый тип измерительного прибора состоит из целого ряда составных элементов. К таковым элементам относятся следующие детали:
- Скоба или основание, в котором размещается измеряемая деталь. Кстати размеры скобы бывают разными, что определяет возможность измерения деталей соответствующих размеров
- Пятка — это неподвижная часть (губка) на скобе, которая служит в качестве зажимного устройства при измерении деталей
- Подвижный винт или губка — он отвечает не только за прижим детали, но и за отображение соответствующих сведений, что зависит от размера детали
- Зажим — расположен на скобе, и служит для фиксации подвижной губки в соответствующем положении. Этот зажим нужен для того, чтобы при снятии замеров губка не сместилась со своего положения
- Шкала стебля — имеет горизонтальное расположение, и состоит из двух частей, разделенных линией. Нижняя часть отвечает за показания целого числа в миллиметрах, а верхняя за десятые доли. Прямая линия служит для проведения расчетов по нониусной шкале
- Барабан — цилиндрическая подвижная деталь, которая перемещается вместе с подвижной губкой. На барабане нанесена по окружности нониусная шкала (ее еще называют круговой), по которой определяются сотые и даже тысячные доли миллиметров
- Трещоточный узел — это механизм, который позволяет плотно зафиксировать деталь в губках, но при этом исключить ее деформирование. Трещотка выставлена на соответствующую силу момента, поэтому при плотном соединении подвижной губки со стенкой измеряемой детали, происходит ее прокручивание
Прибор имеет простую конструкцию. В зависимости от видов, конструкция может несколько отличаться, однако один из первых измерителей был обычный прибор, как показано на фото выше. Такие устройства пользуются спросом и сегодня, и встречаются довольно часто в разных сферах. В домашнем хозяйстве микрометр также необходим, так как часто возникает необходимость измерить диаметр поршня или размер мелких деталей. Многие даже не знают, что можно измерять этим прибором, поэтому стоит разобраться.


Микрометр гладкий
В быту чаще всего приходится сталкиваться именно с микрометром гладким. Он наиболее универсален и чаще других встречается в домашних наборах инструментов. Кроме того, умея пользоваться этим инструментом, каждый с легкостью сможет воспользоваться и прибором другого типа.
Устройство
Все механизмы расположены на скобе. На ней жестко закреплена пятка, она служит неподвижным упором в процессе выполнения измерений. На противоположном конце скобы жестко закреплен стебель, он выполнен в виде полого цилиндра.
На стебле нанесена шкала, цена ее деления обычно составляет 0,5 мм. Внутри стебля располагается винтовая пара. Гладкая часть микрометрического винта выходит из стебля в измерительную зону и оканчивается плоской измерительной поверхностью.
Противоположная часть микрометрического винта жестко соединена с барабаном. На барабане нанесена шкала, позволяющая отсчитывать сотые или тысячные доли миллиметра. На практике мы чаще сталкиваемся с микрометрами, имеющими цену деления 0,01 мм.
На внешнем торце барабана размещена трещотка. Она ограничивает крутящий момент, прикладываемый рукой человека при вращении винта. Это позволяет избежать неверных показаний прибора при упругой деформации элементов винтовой пары. Кроме того, трещотка не даст повредить механизм микрометра приложением чрезмерных усилий.
Как мы видим, устройство микрометра довольно простое.
Класс точности
Вопреки распространенному заблуждению, класс точности микрометра определяет не цену деления, а допускаемую погрешность. Например, для МК25 первого класса предел погрешности составляет ±2 мкм (±0,002 мм), а второго класса — уже ±4 мкм (±0,004 мм).
Маркировка
ГОСТ 6507–90 определяет условные обозначения микрометров. Например, уже упомянутый гладкий микрометр с диапазоном измерения от 0 до 25 мм первого класса имеет обозначение «Микрометр МК25−1 ГОСТ 6507–90 ».
ГОСТ — документ, требующий неукоснительного соблюдения. В литературе могут встречаться обозначения этого же микрометра, написанные через пробел (микрометр МК 25) или через дефис (МК-25). Однако единственно верным является слитное написание (МК25).
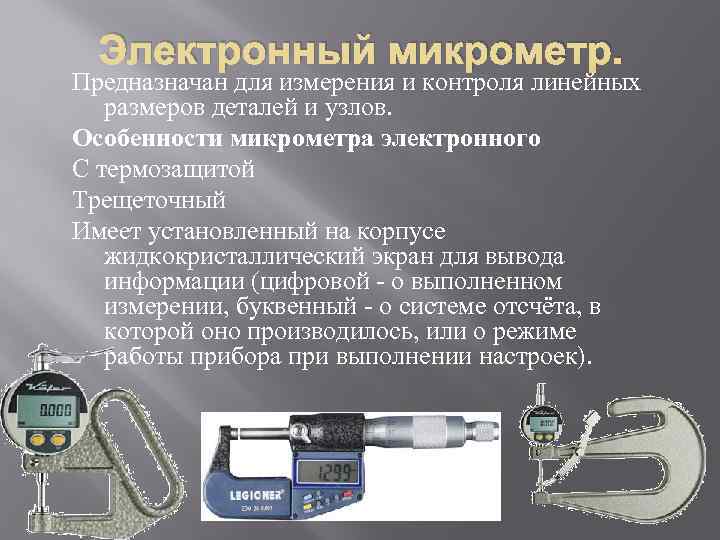
Микрометр с цифровой индикацией
Имеющиеся в продаже микрометры с цифровой индикацией обладают рядом преимуществ:
- Наличие электронной начинки в составе прибора и цифровой индикации существенно упрощает процесс измерения и сокращает время, затрачиваемое на считывание показаний.
- Явным преимуществом производимых согласно ГОСТ 6507–90 цифровых приборов является цена деления 0,001 мм, а также небольшой предел допускаемой погрешности.
- Современные цифровые модели позволяют проводить не только абсолютные, но и относительные измерения. В любом положении из диапазона измерений можно выставить нулевое значение. Такая функция полезна при техническом контроле, разбраковке деталей, сложных измерениях.
- Контроль и разбраковку деталей можно проводить еще быстрее, если занести в память прибора пределы допуска. Продвинутые модели обладают такой функцией.
- Приборы последних лет имеют разъем, позволяющий выводить статистику измерений на компьютер. Эта функция полезна как для анализа серии измерений, так и для составления различных отчетов.
- Цифровые инструменты универсальны для жителей любой страны мира, поскольку позволяют использовать метрическую или английскую систему измерений.
Есть у цифровых приборов и свои недостатки. Главный из них — меньшая надежность. Любая цифровая техника требует бережного отношения. Классический механический микрометр при случайном падении на пол с большой долей вероятности не пострадает, хотя и для него это плохо. А вот цифровой при таком обращении может отказаться продолжать работу, что потребует ремонта или даже покупки нового прибора.
Также следует помнить, что дешевый цифровой прибор неизвестного производителя может выдавать существенные ошибки в результатах. И ошибки эти могут быть гораздо более критичными, чем ошибки, выдаваемые дешевой механической моделью. Разумеется, речь здесь идет о приборах, фактически не соответствующих ГОСТу. Хотя даже изготовленные по ГОСТу цифровые модели порой демонстрируют загадочное поведение или отказываются работать спустя месяц после начала эксплуатации.
Чтение показаний по шкале Нониуса
https://i.imgur.com/vIkI0fZ.png Микрометрический наконечник, показывающий 0, 276 дюйма. На рисунке выше измеритель расположен так, что он находится между 2 и 3 градуировкой, таким образом, 2 x 0. 100 = 0. 200, три дополнительных подраздела, которые составляют 3 x 0, 025 = 0, 075. Наконец, градуировка 1 на шкале ближе всего к длинной линии, поэтому 1 x 0, 001= 0, 001 дюйма. 0. 200 + 0, 075+ 0, 001, что составляет 0, 276.
Как прочитать внешний микрометр с градусом 0, 0001 (с использованием дополнительной шкалы Нониуса).
Многие приборы включают в себя шкалу Нониуса в дополнение к обычным шкалам. Это позволяет производить измерения в пределах 0, 001 миллиметра на метрических микрометрах или 0, 0001 дюйма на дюймовых микрометрах. Дополнительная цифра получается путём нахождения линии, которая лучше всего совпадает с линией на барабане. Номер этой совпадающей строки представляет дополнительную цифру.
Горизонтальная шкала отмечена градуировкой каждые 0, 025 (25-тысячных). Каждая 4-я линия, начиная с нуля, нумеруется последовательно. Эти цифры составляют 0. 100 (4 x. 025 = 0. 100), которые считаются 100-тысячными. Границы вертикальной шкалы составляют 0, 001 (1-тысячная). Каждая пятая чёрточка пронумерована. Вертикальные градации шкалы представляют 0, 0001 (десятая часть тысячной доли).Микрометрическое считывание 1. 1551 дюйма. Всего всех пяти цифр: 1, 0000; 0, 1000; 0, 0500; 0, 0050; 0, 0001.
Является 1. 1551 дюйма или может быть прочитан как одна тысяча пятьсот пятьдесят одна десятая тысяча дюймов. Другой пример в дюймах с использованием микрометра размером от 0 до 1 дюйма: 0, 300 + 0, 075 + 0, 006 + 0, 0001 = 0, 3811.
Инструкция по устранению погрешности микрометра
Чем точнее инструмент, тем легче сбить его настройку – это общее правило, касающееся и микрометров.
Поэтому до начала работы надо убедиться в том, что прибор работает нормально, «выставить на ноль».
Для настройки используются эталонные детали, чьи размеры точно соответствуют заявленным.
Вначале проверяется взаимное положение шкал стебля и барабана, сведя губки (пятку и шпиндель) до треска фрикционного механизма. Вот так это должно выглядеть в идеале.

Если совпадения нет, необходимо изменить положение барабана. Для этого вначале подвижная губка стопорится с помощью зажимающего устройства.

Далее ослабляется крепление трещотки.

Меняется положение барабана до желаемого, трещотка закрепляется снова, стопорное устройство возвращается в исходное положение.
При этой операции губки должны касаться друг друга, но не быть зажатыми с явным, до срыва резьбы, усилием!
Для проверки правильности работы прибора выполняется замер эталонной детали, а лучше нескольких.

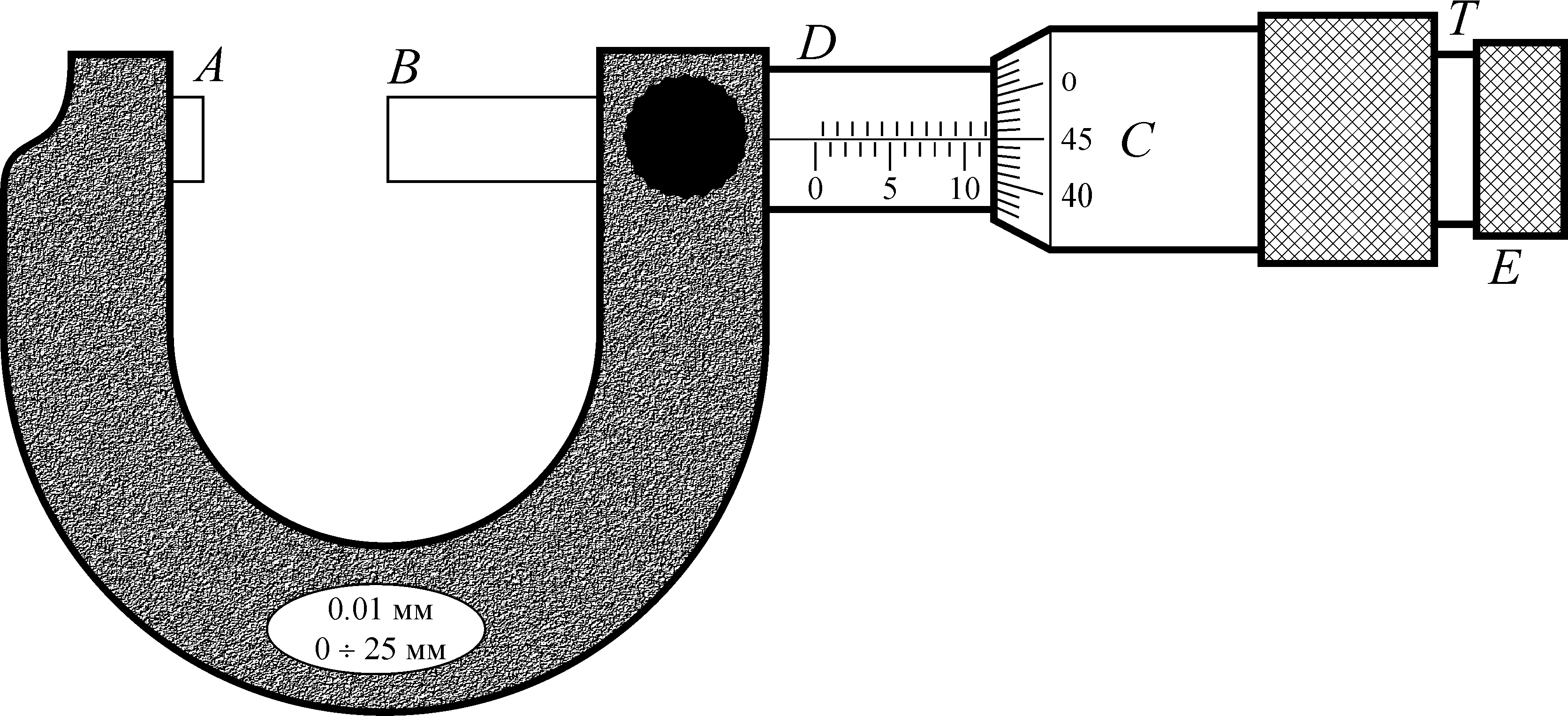
Как видно на фото, деление «40» на барабане микрометра четко совпадает с основной линией шкалы стебля, при этом край барабана находится на отметке 12,5 мм. Следовательно, размер детали совпадает с заявленным.



Также возможна корректировка положения нуля с помощью ключа для откручивания самого барабана. Он поставляется в комплекте с микрометром.
Настройка прибора на ноль
Когда микрометр перед измерением уже показывает минимальное значение, т. е. горизонтальная линия не совпадает с «0» на барабане, его необходимо отрегулировать. Для этого в каждом микрометре используется специальный зажим. Чтобы сделать настройку, закрутите его в сторону винта и вставьте отвёртку в отверстие зажима. Это не потребует больших усилий, чтобы повернуть зажим, который закрепит винт, и он тогда никогда не будет двигаться сам по себе. Более крупные устройства поставляются с эталоном для проверки правильности калибровки. При проверке обязательно нужно держать его между пяткой и винтом, слегка править и вращать барабан пальцами, аккуратно поворачивая его, когда он зажимается.
Со временем измерительные поверхности могут изнашиваться, что увеличивает расстояние между двумя измерительными частями, поэтому нужна регулировка:
- Поместить чистый лист бумаги между винтом микрометра и пяткой.
- Закрутить барабан на конце до тех пор, пока он не будет слегка зажимать бумагу.
- Медленно вытащить бумагу, чтобы очистить внутренние поверхности пятки и винта.
- Затянуть барабан немного, чтобы полностью закрыть прибор.
- Убедиться, что поверхность винта находится в контакте с пяткой.
- Сравнить индексную линию на шкале с нулевой линией. Если две линии не совпадают, отрегулируйте прибор.
Рычажный микрометр и его конструкция
Рычажные модели еще называют стрелочным микрометром или часовым устройством. Исходя из названия, становится понятно, что прибор имеет стрелочную шкалу, по которой и выполняется снятие замеров. Стрелочная шкала повышает точность измерений, так как таким устройством можно определить не только сотые значения, но и тысячные. По дополнительной стрелочной шкале определяются тысячные доли миллиметров. Целое значение размера детали в миллиметрах определяется по стеблю прибора, а по шкале барабана вычисляются сотые доли миллиметров.

Главный недостаток рычажных моделей в том, что они очень хрупкие, поэтому достаточно его один раз уронить, чтобы из строя вышел стрелочный механизм. Именно за счет своей хрупкости, такие модели не получили широкой популярности. По сравнению с аналоговыми моделями, стоят рычажные микрометры в 2 раза выше, что связано со сложностью стрелочного механизма. Если говорить о точности, то стрелочным микрометром можно определить размер детали с высокой точностью до тысячных долей миллиметров.
Это интересно!На стрелочных микрометрах часовой механизм предназначен не только для определения тысячных долей миллиметров, но и для выявления усилия зажима измеряемой детали.
Какие микрометры бывают по типу индикации
Индикатор или способ выявления показаний инструмента может выполняться по-разному. В зависимости от модели прибора, они бывают следующих видов:
- Аналоговые — это самые простые устройства, которые у многих мастеров остались еще с советских времен. Сегодня такие устройства также можно приобрести, к примеру, в интернет магазине Цилиндр. Они имеют простую конструкцию, что является главным и непосредственным достоинством. Простота отражается на долговечности измерительного инструмента. К числу достоинств относится цена, составляющая от 250 гривен в Цилиндре. Есть и недостаток у аналоговых микрометров — это трудности измерений, но и с этим можно справиться, если научиться работать прибором
- Стрелочные, часовые или рычажные — усовершенствованная модель аналоговых устройств, которые в конструкции имеют дополнительно шкалу со стрелочным указателем. Это облегчает применение измерительного МК, так как показания отображаются на шкале за счет перемещения стрелки. Их недостаток в том, что достаточно прибор уронить, чтобы он вышел из строя. Стоят стрелочные устройства дороже аналоговых, поэтому стоит ли покупать такой инструмент, зависит от предпочтений
- Цифровые — научиться пользоваться этими устройствами проще всего, так как показания указываются непосредственно на дисплее. Однако главное достоинство цифровых измерителей не в простоте применения, а высокой точности, так как они позволяют получать информацию с точностью до сотых и даже тысячных долей миллиметров. При этом стоят они в 2-3 раза дороже стрелочных, и также выходят из строя, если уронить их. Покупать цифровые модели рационально только в таких случаях, когда приходится проводить измерения в больших объемах, а также при необходимости получения результатов с высокой точностью
- Лазерные — это самые современные модели, работа которых связана с анализом лазерного луча. При помощи специального фотоэлемента выполняется расчет разницы отклонения луча, и уже готовые данные выводятся на дисплей. Применяются они преимущественно в контрольно-измерительных лабораториях, когда важна максимальная точность конечных сведений. В быту практически не применяются, так как стоят достаточно дорого, а также требуют бережного ухода
Если на аналоговых и стрелочных приборах время получения результатов зависит от самого пользователя, так как показания выявляются вручную, то на цифровых и лазерных это происходит в автоматическом режиме. Время автоматического измерения длится несколько секунд, и после пользователь может использовать полученные сведения в своих целях.





