

Подготовительные работы
Прежде чем начинать изготавливать отливку нужно подготовиться к проведению основных работ. Изначально нужно разработать эскиз будущего изделия, зарисовать его на бумаге. По готовому чертежу сделать форму для заливания расплавленного сплава. Она изготавливается из глины и кварцевого песка. Существуют многоразовые, одноразовые формы. Первые изготавливать труднее, но они могут применятся при серийном изготовлении изделий из металлических сплавов.
После изготовления детали из латуни потребуется дополнительная обработка для устранения дефектов, возникающих при литье. Для этого поверхности отливки подвергается химической обработке. С помощью активнодействующих растворов с поверхности заготовок удаляются дефекты.
Поверхность отливки
Изготовление сложных форм
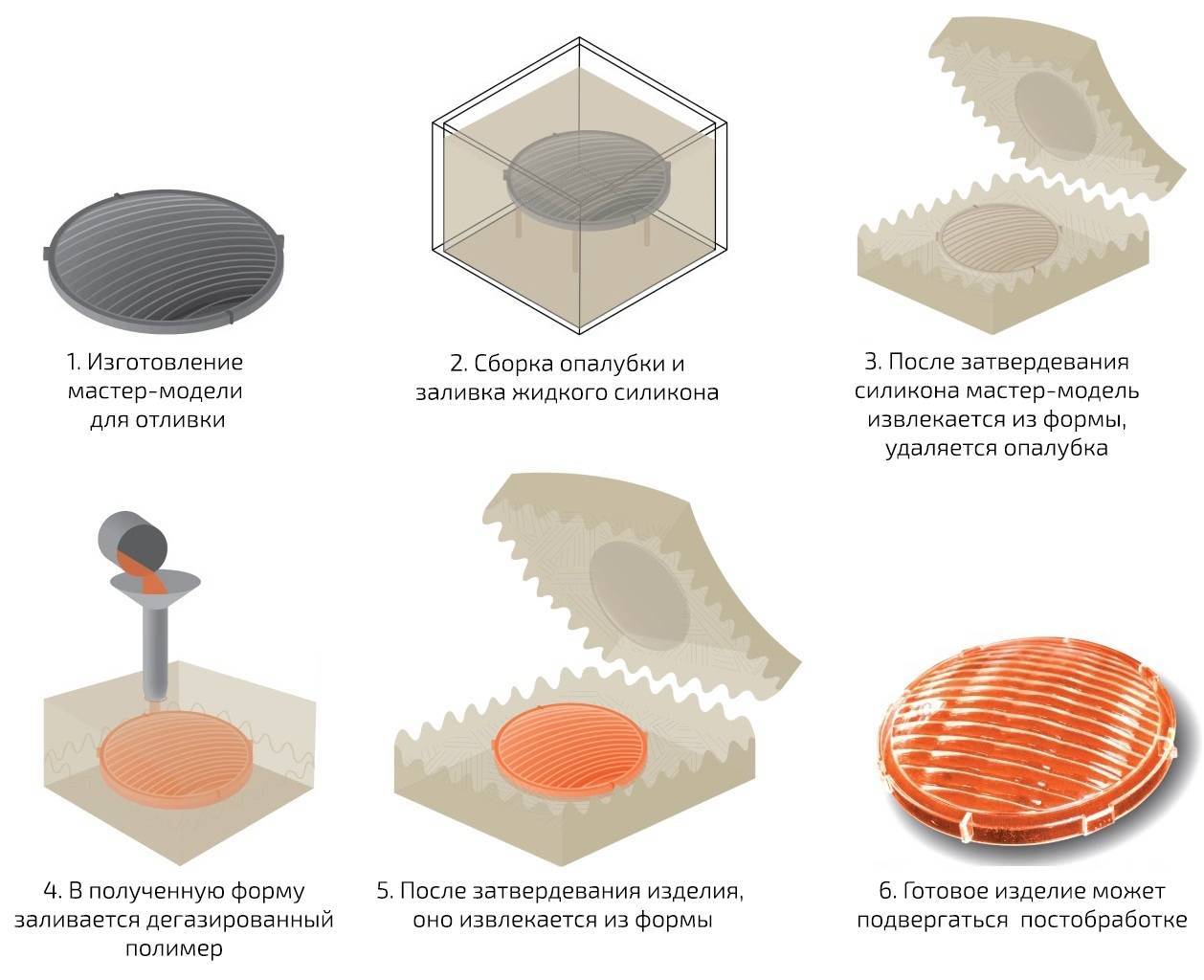
Отливки сложной конфигурации делают по другой методике. Чаще всего материалом служит гипс (алебастр). Формы без обратных углов и поднутрений могут быть разборными и состоять из двух или более частей. Долго они не прослужат, но несколько отливок вполне реально получить.
Сложный узел или декоративную объемную модель можно изготовить один раз, при этом форму придется разбивать. Есть два метода в работе. Можно изготовить восковую (парафиновую) модель, залить ее гипсом. Позже в процессе интенсивной сушки этот материал расплавится и выльется через летники.
Литье алюминия в гипсовую форму по пенопласту предполагает изготовление из этого материала макета будущей отливки. Он заливается подготовленной смесью и уже не извлекается. Расплавленный алюминий заливается поверх. Температура металла плавит пенопласт, он испаряется в процессе, а жидкий алюминий заполняет освободившееся при этом пространство.
Виды литья
Металлический сплав при литье всегда помещают в формы. Формы бывают разовые и многоразовые, которые, в свою очередь, могут быть нескольких видов. Существует три разновидности литья алюминия:
- в разовые формы;
- в выплавляемые модели;
- в комбинированные и полупостоянные формы из огнеупорного материала (в бетонные и железные формы).
Это самые известные виды литья, которые на практике могут между собой соединяться.
Литье алюминия в разовые формы – это литье отливок в песчаные формы. Самый распространенный и экономичный способ. Первым шагом для такой технологии является изготовление литейной модели из пластика, которая помещается в смесь из песка и связующего ингредиента, уплотненную под прессом. Выполняется заливка сплава в форму. После застывания отливка достается и проходит дополнительный этап обработки.
Современные технологии допускают использование вакуумных форм, которые засыпаются песком.
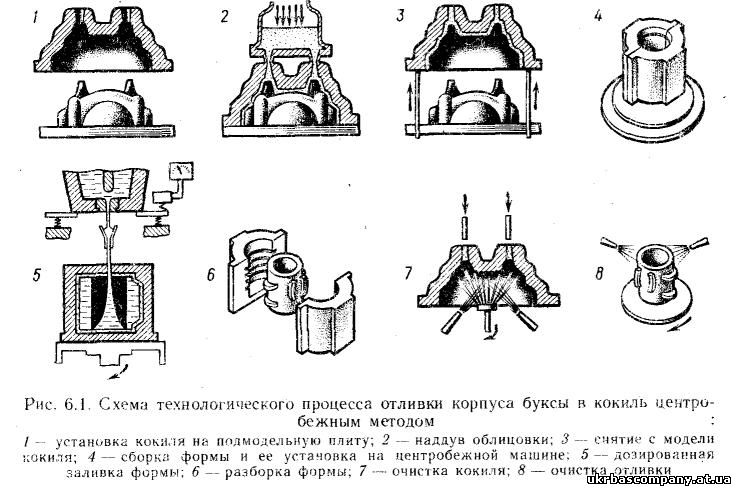
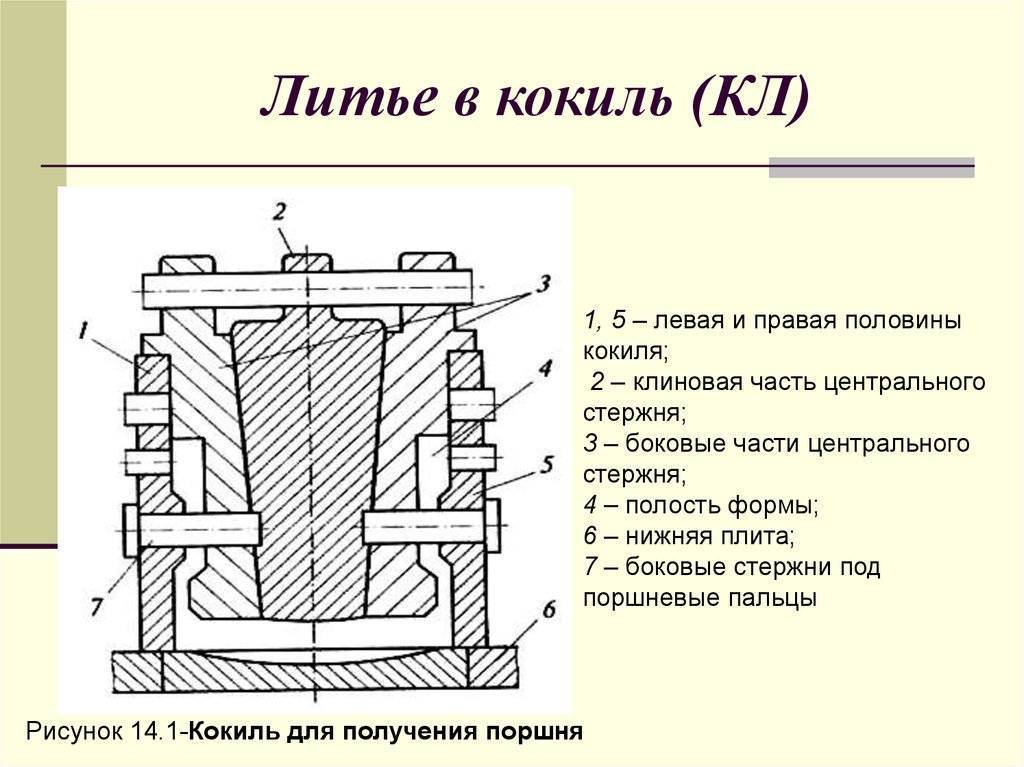
Кокиль используется для литья алюминия в железные формы. С помощью этой технологии можно получить самые качественные детали, изготовляемые в разборных металлических формах. Кокиль является многоразовым. Его можно использовать после очистки до тысячи раз, поэтому данный метод является еще и очень экономичным. Жидкий сплав здесь застывает без дополнительного внешнего вмешательства, полученные изделия отличаются повышенной плотностью, которая отвечает за уровень герметичности. Литье в кокиль – метод, на котором базируется до 45% изготавливаемых изделий.
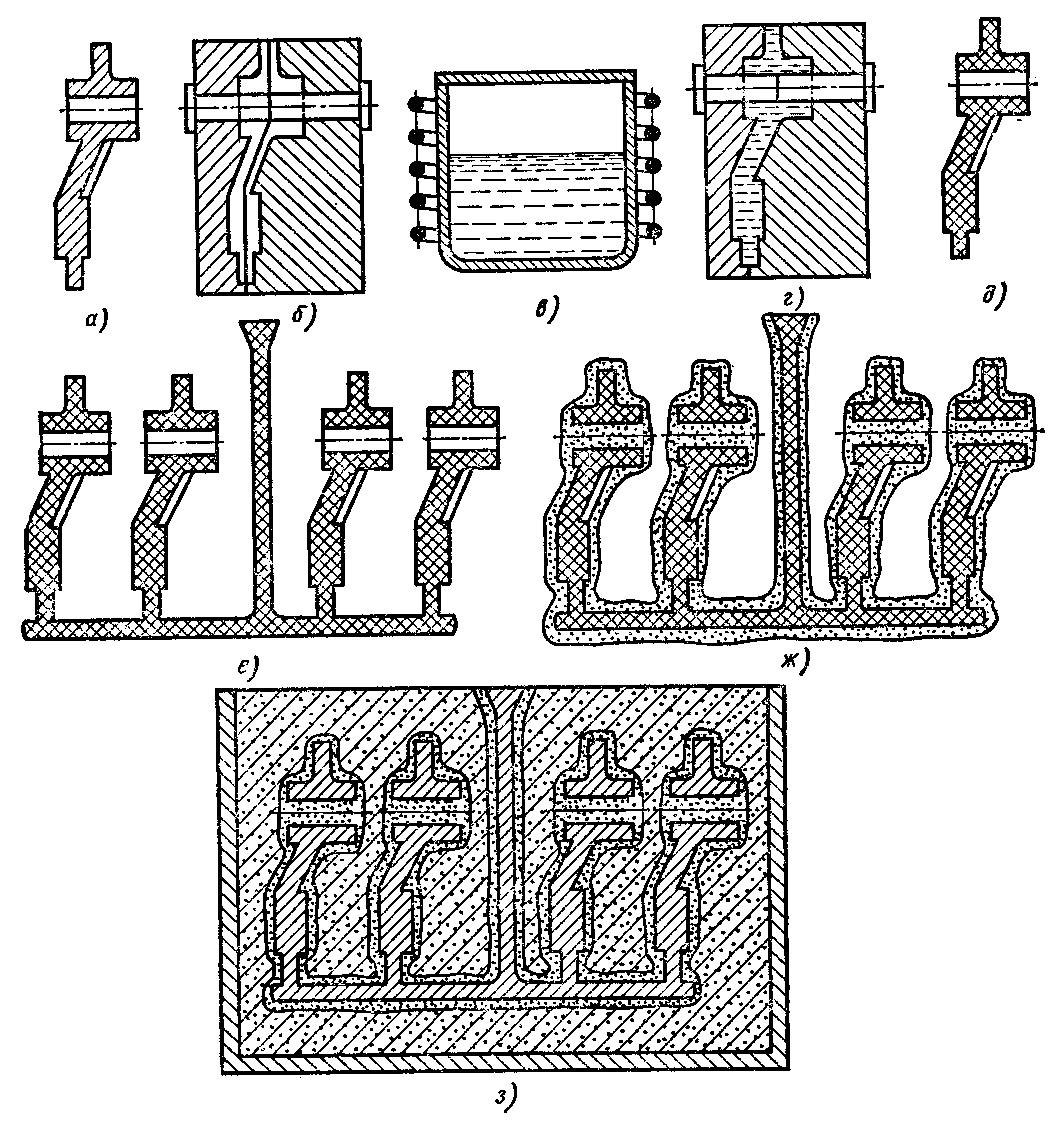
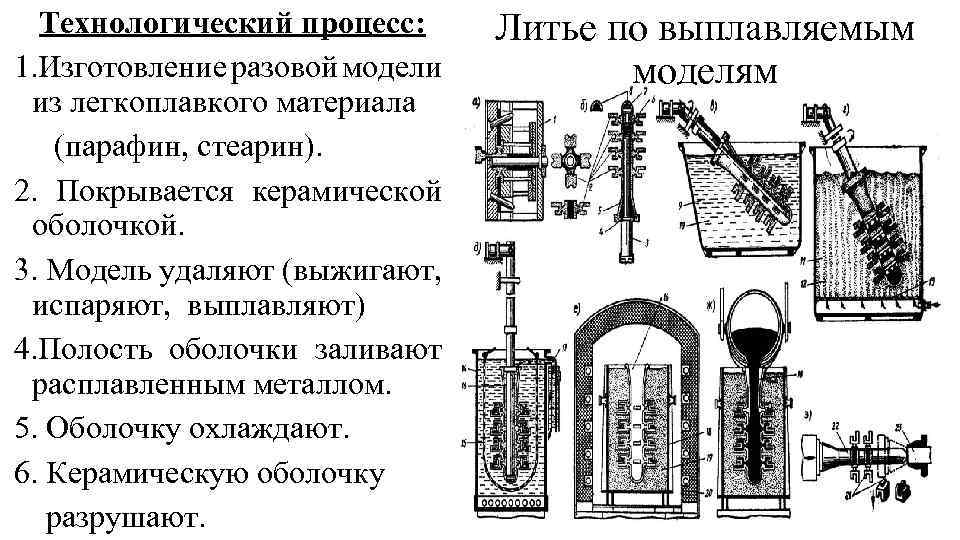
Литье алюминия в формы по выплавляемым моделямпозволяет создавать отливки самой высокой точности, например, лопатки турбин. Готовится копия модели из воска или парафина и литниковая система. На модель в несколько слоев (до десяти) наносится смесь с добавлением огнеупорного материала. Каждый слой выдерживается до получаса в сушильных шкафах, которые заполнены аммиачным газом. Модель выжигают или достают в воде с помощью пара под высоким давлением. Потом происходит прокаливание, нагретый блок устанавливают в печь и оболочку наполняют расплавленным металлом. Завершающий этап – охлаждение, выбивание и отрезание отливки. Такой способ литья актуален для сплавов, которые плохо поддаются механической обработке. Используется как для выплавки единичных деталей, так и для серийного производства.
Литье по газифицируемым моделям необходимо для получения фасонных отливок. Такой метод является экономичным, эффективным для получения деталей высокого качества. Его все чаще используют в США и Китае. Изготавливается пенопластовая модель, которая помещается в форму из песка. Можно изготовить изделия до двух тонн и больше.
Литье отливок по центробежному методу применяется для изготовления деталей с формой тела вращения, например, гильз и втулок. Литье алюминия происходит в железную форму, которая вращается до трех тысяч оборотов в минуту. Центробежная сила равномерно распределяет состав по всей форме, процесс кристаллизации формирует отливку.
Метод оболочкового и цветного литья позволяет получить фасонные отливки путем литья алюминия в формы из гипса и песка. Готовится смесь из песка и синтетического порошка. Металлическую модель нагревают до 300 градусов, на нее насыпается приготовленная смесь для образования прочной оболочки. Полуформы помещают в металлический корпус, заливают в них расплав. Так создаются отливки весом до двадцати пяти килограмм. Достоинствами такой технологии можно считать контролирование режима охлаждения заготовок, возможность автоматизации процесса, высокий уровень производительности.
В цветном литье широко применяются гипсовые оболочковые формы (гипс с добавлением полимера, который быстро застывает). В металлические формы заливается жидкий цветной металл из меди, бронзы, алюминия, латуни.
Технологии литья
Существуют различные способы получения алюминиевых изделий литьем, каждый из которых позволяет в тех или иных условиях изготовить необходимые отливки.
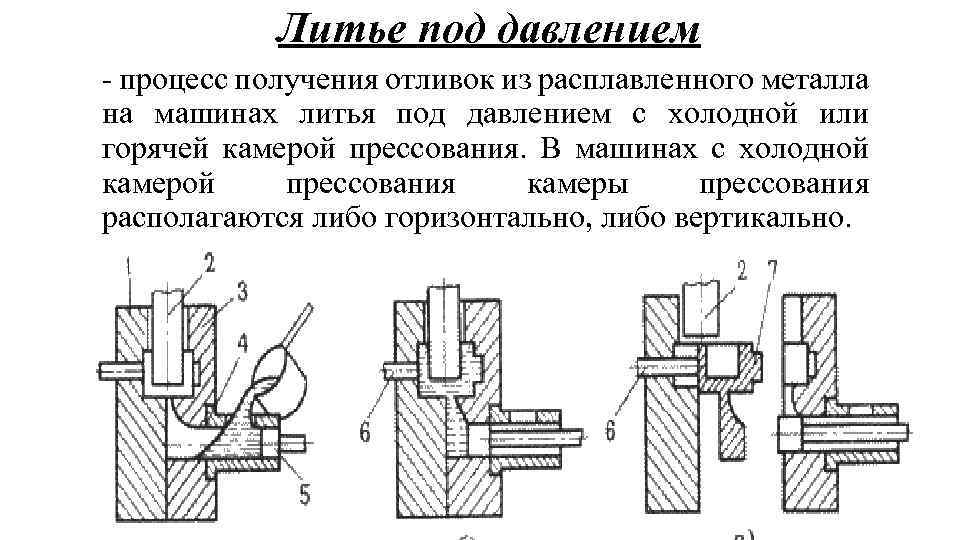
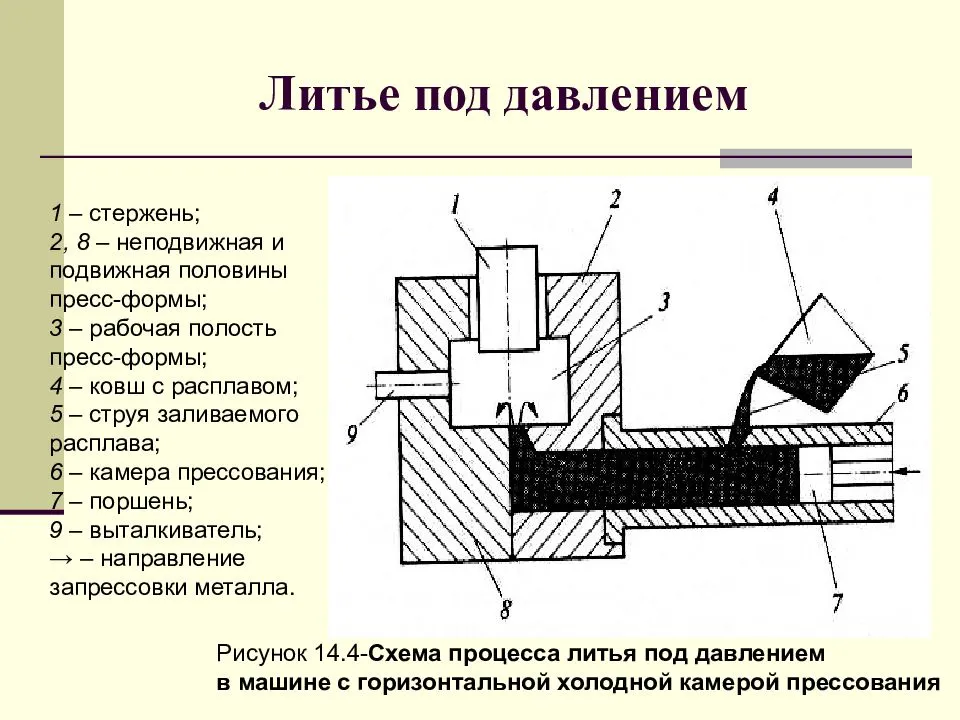
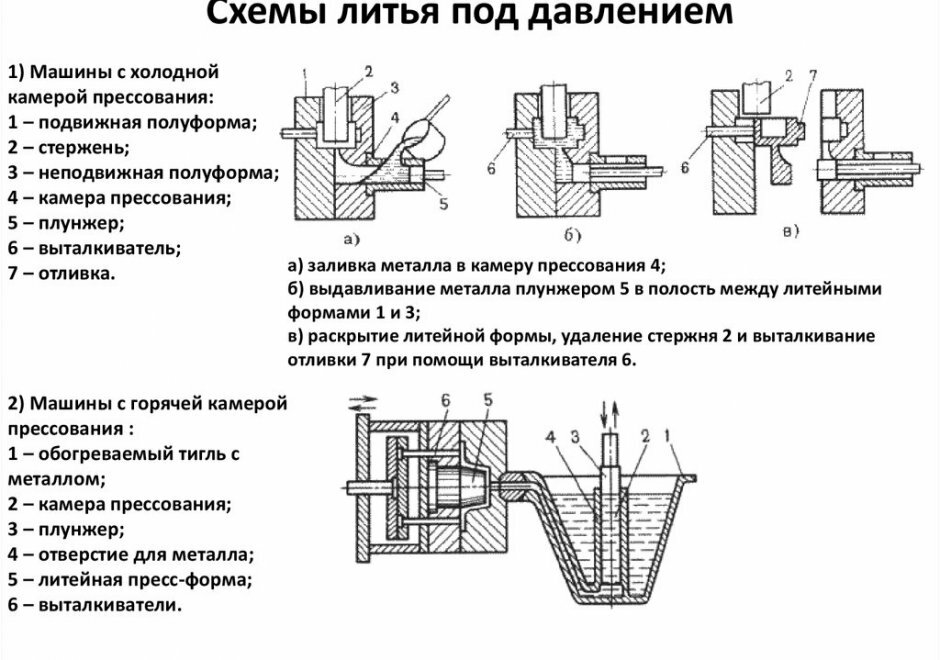
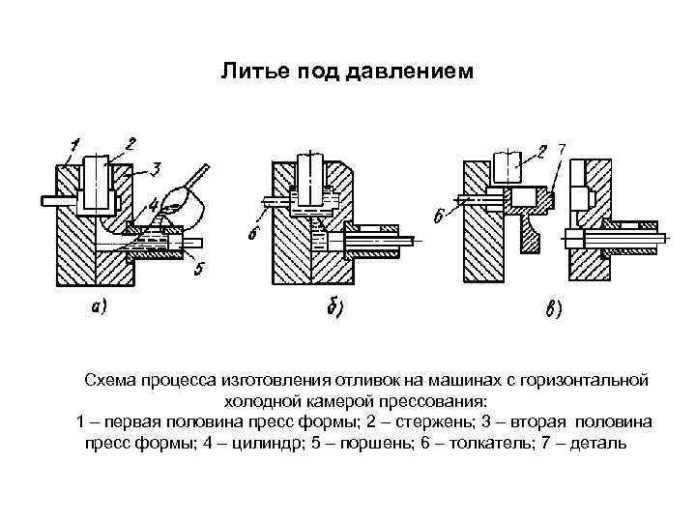
Литье под давлением
Такое производство осуществляется с использованием специальных машин. В основе конструкции – гидравлический пресс, работающий под высоким давлением сжатого газа, для высокоточного создания алюминиевой детали.
Такое литье избавляет от необходимости дальнейшей обработки детали, так как литые детали, изготовленные подобным образом, имеют высокую точность и полностью готовы к использованию. Это значительно экономит исходные материалы. Кроме того, производство не требует использования дополнительных формовочных смесей, что значительно сокращает вредное воздействие материалов. Обработка алюминия под давлением подходит для производства сложных деталей разных форм.
При использовании данной технологии литья не ухудшается качество алюминия, что позволяет применять его для отливок изделий повышенной прочности.
Литье под давлением считается наиболее экологичным способом и одним из самых не дорогостоящих, поэтому активно используется в промышленном производстве.
Литье в кокиль
Самый выгодный способ – алюминиевое литье кокилем. Он представляет собой металлическую форму, позволяющую изготовить деталь любой сложности. В зависимости от целей, форма может быть двух видов:
- цельная – представляет собой готовую форму, в которую заливается сплав, а по завершении работы отливок достают при помощи рабочих инструментов;
- разборная – используется для изготовления деталей повышенной сложности;
Суть технологии заключается в следующем:
- в начале форму нагревают до температуры равной примерно 310°С и наносят на неё специальную краску, способную выдержать высокие температуры. Если работа происходит с разборной формой – её части скрепляют стержнем. Главное – сделать это максимально точно и прочно.
- Далее в полученную форму заливается необходимый объём расплавленного алюминия. В отличие от первой технологии, такое литье требует гораздо больших временных затрат. Однако, себестоимость форм значительно ниже цен на дорогостоящее оборудование, в котором применяется гидравлический пресс.
С другой стороны, если есть необходимость в быстром получении большого количество деталей, необходимо приобрести сразу несколько форм. Несколько увеличивается и расход исходных материалов. Но экономически выгодным становится тот факт, что использование одной матрицы позволяет получить большое количество отливок.
Разновидности сплавов
Бронза включает в свою основу медь и легирующие добавки (бериллий, свинец, алюминий, кремний и олово). Во всех ее сплавах присутствуют и такие компоненты как цинк, фосфор и пр. Помимо бронзы современная промышленная индустрия занимается изготовление и иных сплавов из меди — константан, копель, нейзильбер, мельхиор, латунь и т. д.





Количество и тип легирующих компонентов в составе бронзового сплава определяет его химические и физические характеристики, а также расцветку материала.
Марки сплавов бронзы, температура плавления которых лежит в пределах от 930 до 1140 градусов Цельсия, имеют свою маркировку. По химическому составу сплавы на основе бронзы классифицируются на:
Сочетать олово с медью для получения бронзы люди научились очень давно. Олово делает материал крепче, а также уменьшает его температурные показатели плавления. Ярким примером данной разновидности сплава считается колокольная бронза. В ней содержится двадцать процентов олова и восемьдесят процентов меди. Однако изделия, сделанные на основе колокольной бронзы, характеризуются высокой хрупостью.
Читать также: Схема сварочного аппарата переменного тока
Бронзы безоловянного типа, как видно из названия, не имеют олова в составе. Такие сплавы сегодня выделены в отдельные категории бронз:
- Бериллиевые — наиболее крепкие, многими характеристиками превосходят сталь;
- Кремне-цинковые — обладают повышенной стойкостью к стиранию (преимуществом таких бронз данной группы считается и то, что будучи расплавленными они имеют высокую текучесть);
- На основе алюминия и меди — отличаются высокой антикоррозийной защитой и прекрасными антифрикционными качествами.
В настоящее время наибольшее распространение имеют бронзы, в состав которых добавлено олово. Для целей маркировки материала независимо от состава применяется обозначение «Бр», после которого указаны используемые добавки и их содержание в материале. Для примера можно произвести расшифровку бронзы «БР ОЦСНЗ-7−4−2-. В этом оловянном сплаве содержится олово, цинк, свинец и никель. Цифры обозначают их процентное содержание в бронзе. Состав любой марки бронзы может содержать и иные элементы, имеющие следующие обозначения:
- А — алюминиевые сплавы;
- Б — сплавы на основе бериллия;
- Ж — обыкновенное железо;
- К — кремниевый элемент;
- Мц — обычный марганец;
- Ф — фосфор.
Материалы для литых форм
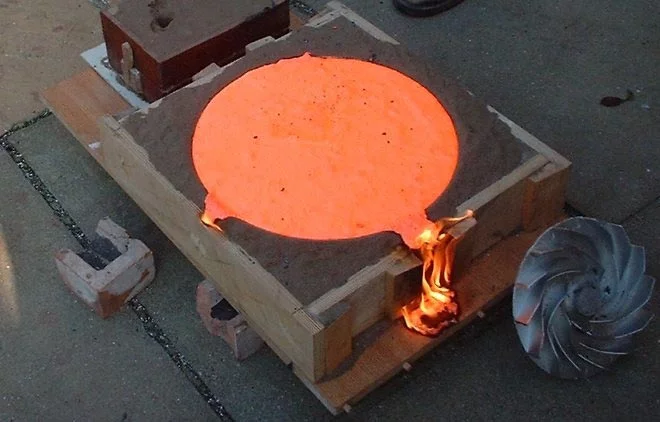
При открытом способе заливки часто используется самый простой материал, который всегда под рукой, это – кремнезем. Сначала земля укладывается с послойной трамбовкой. Между слоями закладывают макет отливки, который после тщательной трамбовки оставляет отпечаток в кремнеземе
Эту форму осторожно вынимают и заливают вместо нее алюминий
Некоторые мастера используют при приготовлении основы формы речной песок с добавлением жидкого стекла. Также иногда применяется смесь цемента с тормозной жидкостью.
Видео:
Гипсовые формы
При изготовлении макета сложной формы часто используют гипс, который в основном может служить для разового процесса литья. При литье алюминия в гипсовую форму в качестве макетов используют парафин или пенопласт.
Восковой макет изделия заливается гипсом и после его сушки при высокой температуре расплавляется и сливается через специальное отверстие.
В случае изготовления макета из пенопласта его заливают гипсовой смесью и оставляют в ней до полного отвердевания формы. Горячий алюминиевый расплав заливают прямо на пенопласт. Благодаря высокой температуре металла происходит расплавление и испарение пенопласта, а его место занимает алюминиевый расплав, принимая заданную пенопластом форму.
Видео:
Типичные ошибки и советы для правильного проведения литья
- При работе с гипсом следует избегать типичных ошибок. Несмотря на то, что гипсовые формы являются удобным способом отливки нужных конфигураций деталей, этот материал очень чувствителен к влаге. При обычной сушке на воздухе она остается в составе гипса. Это вредит качеству алюминиевой отливки, т. к. может спровоцировать образование мелких раковин и пузырьков. Поэтому сушить гипсовые формы нужно несколько суток.
- Металл перед заливкой должен быть достаточно горячим, чтобы успеть заполнить всю форму, прежде чем начать отвердевать. Поэтому после достижения температуры расплавления с учетом быстрого остывания алюминия не надо затягивать с его разливкой в форму.
- Не рекомендуется окунать полученную отливку в холодную воду для ускорения процесса отвердевания. Это может нарушить внутреннюю структуру металла и приведет к трещинам.
Видео:
P.S. Всё, можете начинать литье в домашних условиях!
Подготовка к работе
Металл популярен не только в различных отраслях современной промышленности (судостроение, авиация, ракетная техника и др.), но также для литья скульптурных композиций по причине долговечности и стойкости к механическим повреждениям. Высокохудожественные формы бронзовых изделий украшают театры и дворцы, залы торжественных мероприятий.
Несмотря на сложность технологии, художественное литье бронзы остается востребованной процедурой, которая реально станет прибыльным бизнесом по причине низкой насыщенности рынка. Сначала будущему мастеру понадобится стартовый капитал не менее 200 тысяч рублей, чтобы заняться приобретением оборудования, постижения секретов работы с материалом.
Необходимое оборудование
Для обустройства небольшой плавильной мастерской нужно приобрести:
- простую плавильную печь;
- чугунный либо стальной тигель;
- специальный вид щипцов для извлечения тигля;
- формы для отливки, вспомогательный крючок;
- горн потребуется, если печь не муфельная;
- запас древесного угля, если использовать горн для плавления.
Подбирая помещение для литейных работ, важно снабдить его эффективной вентиляцией, подготовить набор надежных средств, обеспечивающих противопожарную защиту. Для отлива мелких изделий можно воспользоваться небольшим помещением
Литье крупногабаритных конструкций лучше выполнять в цеху или гараже.
Общий план процесса выглядит следующим образом:
- создание эскиза, а затем модели для отлива;
- загрузка металлолома в тигель, плавление внутри печи;
- заполнение отливочной формы жидким сплавом;
- извлечение готового изделия, устранение дефектов.
Перед процессом самостоятельного литья бронзы необходимо запастись сырьем. Для этого подойдет небольшой запас бронзового лома – выпускаемые промышленностью слитки металла либо детали сантехнических приборов.

![Литье алюминия дома под давлением [оборудование, формы]](https://rstart-shop.ru/wp-content/uploads/c/2/1/c2130b5a91e67efc2a875632154975ef.png)



Заливка строительного гипса в формочку
Большое количество гипса замешивать не стоит. Его должно хватить на половину формочки. Но перед тем как его замешать, форму требуется смазать изнутри. Для этого подойдёт любая густая смазка вроде солидола или литола.
Сначала формочка заливается до половины.
 ФОТО: YouTube.comФорма заполняется наполовину, после чего немного разравнивается
ФОТО: YouTube.comФорма заполняется наполовину, после чего немного разравнивается
Теперь в гипс нужно уложить и немного притопить деталь, вылепленную из пластилина. Деталь должна быть притоплена до верхнего уровня гипса. Теперь остаётся ждать, пока алебастр подсохнет. После этого в нём делаются небольшие заглубления при помощи сверла. Впоследствии они не дадут частям опалубки сдвинуться по отношению друг к другу.
 ФОТО: YouTube.comОтверстия необходимы, чтобы части формы не сдвинулись по отношению друг к другу
ФОТО: YouTube.comОтверстия необходимы, чтобы части формы не сдвинулись по отношению друг к другу
Снова в ход идёт смазка. Она наносится на всю горизонтальную поверхность. Теперь можно снова замешать гипс и долить до верха. Форма для отливки практически готова.
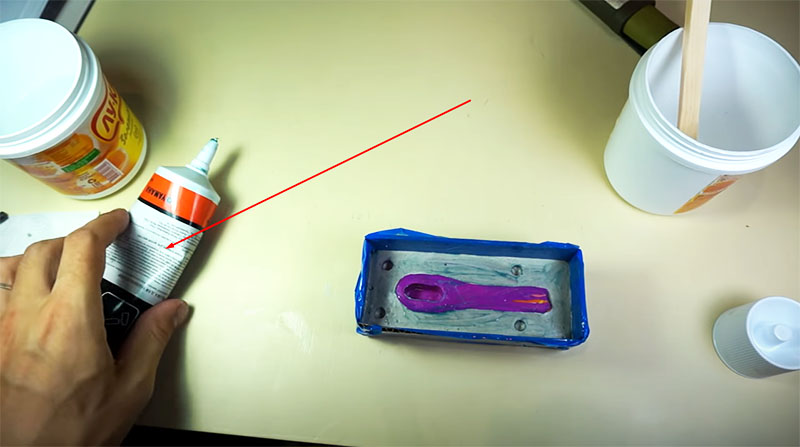 ФОТО: YouTube.comСмазка не даст половинкам формы слипнуться
ФОТО: YouTube.comСмазка не даст половинкам формы слипнуться
Литье алюминия в домашних условиях: изготовление форм, технологический процесс :
В детстве многие пробовали плавить свинец. Материал можно было найти в отработанных аккумуляторах. Он быстро плавился в костре и хорошо выливался в простые формы. Литье алюминия в домашних условиях также возможно. Этот металл более практичен и представляет определенный интерес для самобытных мастеров. Однако для литья необходимо обеспечить в два раза большую температуру, и пламени костра для этого будет недостаточно.
Алюминий: характеристики
Этот металл до открытия и внедрения доступного способа промышленного получения считался драгоценным. На определенном историческом этапе он был дороже золота. Его свойства могли быть использованы во многих отраслях. Алюминий – легкий и пластичный материал. Он поддается штамповке, гнется, хорошо льется в сложные формы, особенно под давлением. Температура его плавления составляет 660 °C, ее можно достигать и без промышленного оборудования. А значит, литье алюминия в домашних условиях вполне возможно.
Кому это пригодится? Алюминий – материал проверенный. Из него изготавливали и посуду, и детали для авиационной и космической промышленности. Отливки, обладающие хорошей теплопроводностью, коррозионной стойкостью и приемлемой прочностью, ценят любители мастерить. Материал подойдет для изготовления сувениров, декоративных элементов утвари, для ремонта или восстановления деталей и узлов в технике.
Описание форм
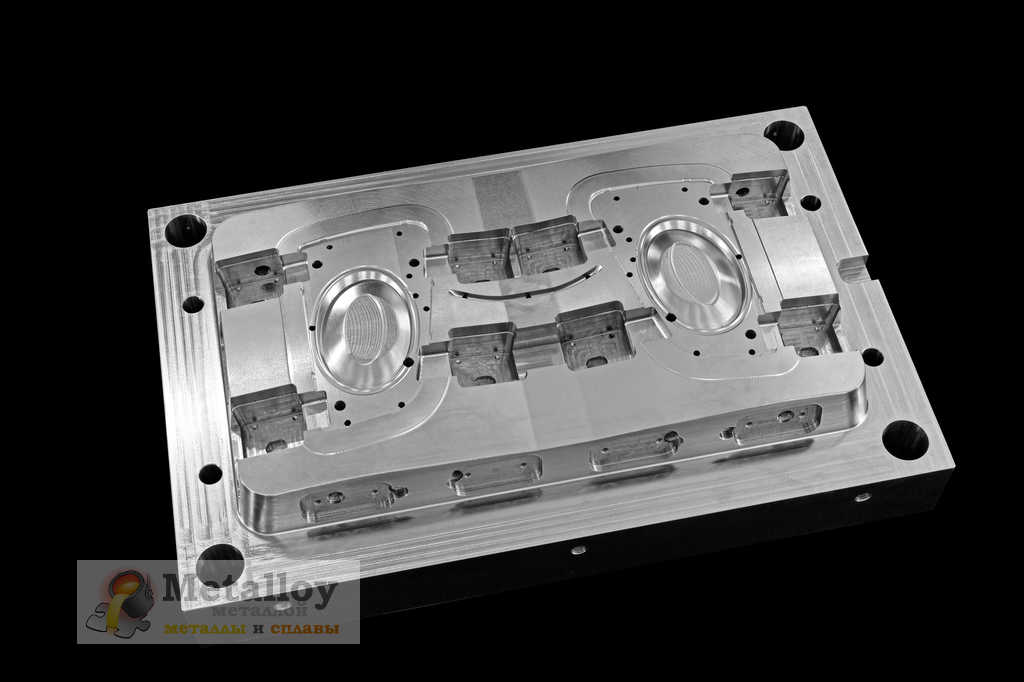
Предлагаем вашему вниманию описание нескольких форм для литья алюминия под давлением изготовленных нашими партнёрами в Китае.
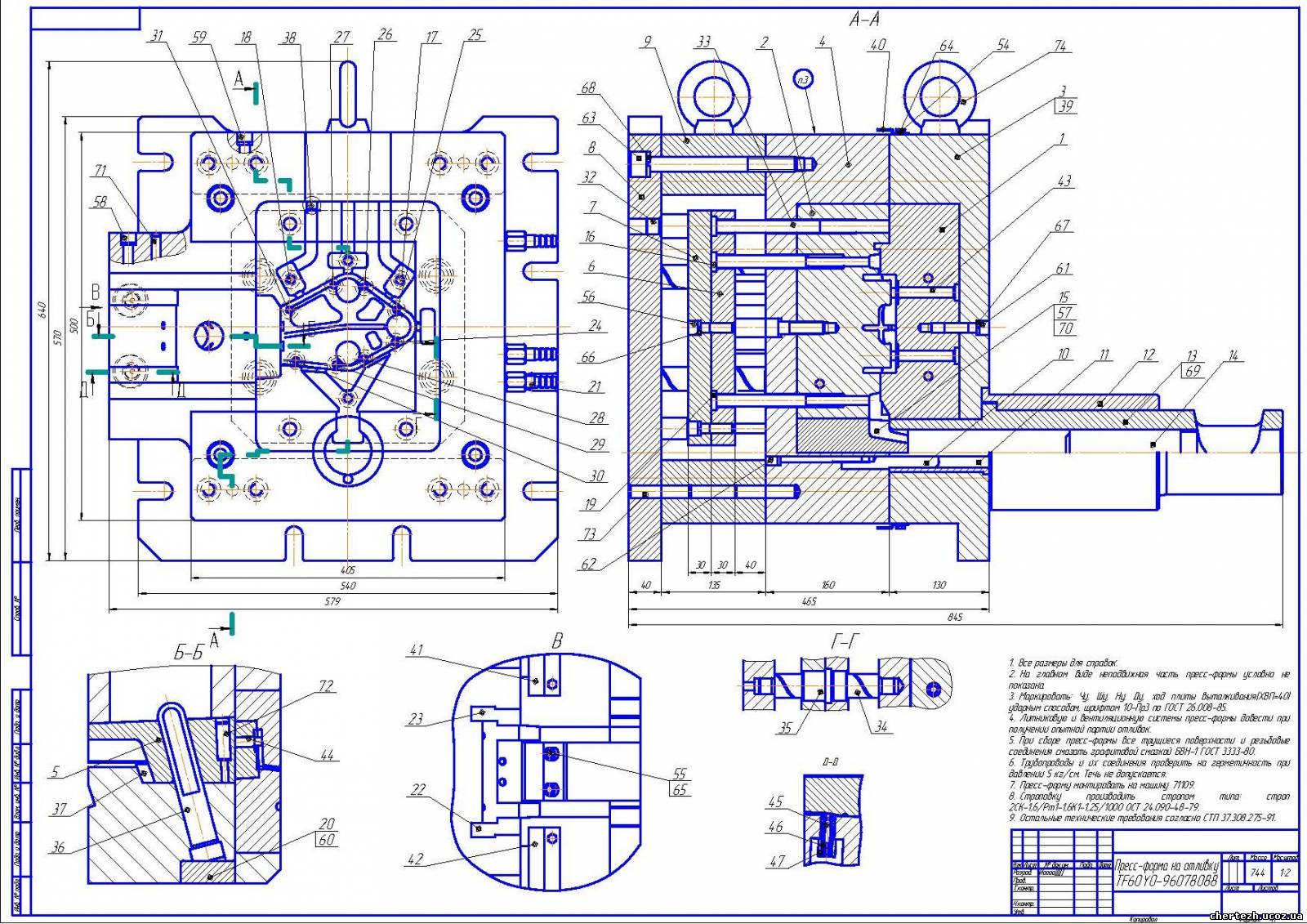
1) Пресс-форма «Крепёж»
Двухместная пресс-форма, разработана для литья изделий с габаритными размерами 114х200х92мм. Габариты литьевой формы:400х450х461мм. Материал отливаемых деталей — алюминий. Впрыск в формующие полости выполнен с помощью щелевых литников. Литьевая форма в своей конструкции имеет дополнительные полости для достижения полной и качественной заливки изделий. Выталкивание отливок осуществляется при помощи круглых толкателей диаметром от 6 до 8 мм.
2) Пресс-форма «Крепёж изогнутый»
Двухместная пресс-форма, разработана для литья изделий с габаритными размерами 56х188х123мм. Габариты литьевой формы: 425х440х459мм. Материал отливаемых деталей — алюминий. Впрыск в формующие полости выполнен с помощью щелевых литников. Литьевая форма в своей конструкции имеет дополнительные полости для достижения полной и качественной заливки изделий. Выталкивание отливок осуществляется при помощи круглых толкателей диаметром от 4 до 8 мм.
3) Пресс-форма «Корпус»
Одноместная пресс-форма, разработана для литья изделий с габаритными размерами 156х203х40мм. Габариты литьевой формы: 430х390х350мм. Материал отливаемых деталей — алюминий. Впрыск в формующую полость выполнен с помощью щелевого литника. Литьевая форма в своей конструкции имеет дополнительные полости для достижения полной и качественной заливки изделий. В форме имеется ползун для оформления поднутрения на изделии. Выталкивание отливки осуществляется при помощи круглых толкателей диаметром 8 мм.
4) Пресс-форма «Крепление»
Одноместная пресс-форма, разработана для литья изделия с габаритными размерами 286х467х74мм. Габариты литьевой формы: 610х730х490мм. Материал отливаемых деталей — алюминий. Впрыск в формующую полость выполнен с помощью щелевого литника. Литьевая форма в своей конструкции имеет дополнительные полости для достижения полной и качественной заливки изделий. В форме имеются два ползуна для оформления поднутрений на изделии. Выталкивание отливки осуществляется при помощи круглых толкателей диаметром от 5 до 8 мм.
5) Пресс-форма «Планка для крепления»
Двухместная пресс-форма, разработана для литья изделий с габаритными размерами 102х243х178мм. Габариты литьевой формы: 490х480х566мм. Материал отливаемых деталей — алюминий. Впрыск в формующие полости выполнен с помощью щелевых литников. Литьевая форма в своей конструкции имеет дополнительные полости для достижения полной и качественной заливки изделий. Изделие имеет длинные ребра с отверстиями, чтобы их исполнить, в форме предусмотрены косые толкатели. Выталкивание отливок осуществляется при помощи круглых толкателей диаметром от 5 до 8 мм.
Мы не оставим вас одних на этапе изготовления форм для литья алюминия, мы готовы оказать вам всяческую помощь в подборе, закупке и поставке высокотехнологичного оборудования для литья алюминия. Мы готовы проконсультировать вас по различным вопросам литья алюминия, что позволит Вам производить продукцию по самым высоким стандартам качества.
Особенности описываемого металла
Что такое бронза? Это сплав, состоящий из основного компонента (меди) и дополнительного легирующего элемента. В зависимости от того, что выступает в качестве легирующей добавки, различают несколько марок описываемого материала, поэтому у каждого вида бронзы своя температура плавления. От процентного содержания дополнительных компонентов зависят физико-химические свойства бронзы. Понять, какие примеси содержатся в сплаве, помогает его маркировка.
Все бронзовые составы условно можно разделить на две большие группы:
- Оловянные.
- Безоловянные.
К оловянным сплавам относится разновидность бронзы, в составе которой в качестве легирующего элемента выступает олово. Этот металл прочнее меди, но он легкоплавок. Сочетание меди (80%) и олова (20%) – первый сплав, который научилось создавать человечество. При помощи него на Руси отливались церковные колокола. Металл хорошо звучал, но был хрупок. Поэтому возникла необходимость искать более совершенные сплавы.
Безоловянные сплавы не содержат в своем составе хрупкого олова. В качестве легирующих добавок в них может выступать бериллий, кремний, свинец и алюминий. В зависимости от того, какой именно из перечисленных металлов сочетается с медью, сплав обретает свои физико-химические свойства. Так, например, бериллий позволяет создавать сплавы, которые по своим прочностным характеристикам во многом превышают высококачественную сталь. Добавление кремния делает бронзу более устойчивой к механическому трению. Свинец помогает формировать высокую устойчивость к коррозии, алюминий улучшает фрикционные характеристики сплава.
Процесс плавления бронзы обязательно должен начинаться с изучения ее состава. Все оловянные марки плавятся при температуре 900–950°C, безоловянные марки плавятся при температуре 950–1080°C.
Обратите внимание! При литье учитывается еще один показатель сплава – его вязкость. У оловянной бронзы она выше, чем у латуни, поэтому при нагреве ее необходимо сильно перегреть
Потом после остывания описываемая марка дает минимальную усадку, поэтому данный вид бронзы идеально подходит для фасонной отливки.
Можно ли отливать бронзу в домашних условиях?
Многие из нас задаются вопросом, возможен ли процесс плавки описываемого сплава в домашних условиях. Воссоздать промышленное литье невозможно. Так как бронза имеет высокую температуру плавления, для работы с раскаленным металлом нужны особые условия. Можно попытаться освоить мелкое литье, позволяющее создавать украшения или маленькие поделки. Для осуществления этого процесса придется выделить отдельную комнату, а также предпринять все меры противопожарной безопасности, сделать качественную вентиляцию. Изготавливать крупные бронзовые детали можно там, где есть земляной или бетонный пол (это может быть гараж с хорошей принудительной вентиляцией).
Для работы понадобится определенное оборудование и специальный инструмент. Осуществить литье позволит только муфельная печь (наличие терморегулятора значительно упростит решение поставленной задачи). Для крупного литься придется устанавливать горн. Плавить металл можно в чугунной емкости, которая имеет форму с носиком. Он помогает аккуратно переливать расплавленный металл в форму. Такая чугунная емкость называется тигель.


Из печи тигель вынимается длинными щипцами и специальным крюком. Под рукой должна быть литейная форма. Для растопки муфельной печи лучше всего подходит древесный уголь, для горна кокс.
Алгоритм работы в домашних условиях
Изготавливать алюминиевые детали литейным способом дома не так уж и сложно, для процесса не потребуется дорогое специальное оборудование. Те модели, которые будут принимать участие в литейной работе, потребуется очистить сверху и смазать изнутри. Подготовка потребуется и тогда, когда вы практикуете метод литья «в землю». Обязательно проконтролируйте, чтобы технологическое углубление по своим контурам строго соответствовало контурам будущей детали.
Как говорилось, усадка расплавленного алюминия является немаловажным параметром при работе. При выполнении заливки она должна быть минимальной, иначе деталь по размерам не будет соответствовать тем, которые были заданы.
С той целью, чтобы при застывании металла усадка имела минимальный показатель, на форме нужно будет выполнить незначительный глиняный кант, по который в нее и заливают расплавленный алюминий.
С целью расплавления металла обычно применяется емкость из стали и специальная печка. При этом при выполнении работы не стоит забывать и о правилах по технике безопасности. В случае если вы решили заниматься литейным процессом дома, нужно соблюдать правила личной безопасности. Обязательно надевайте специальную одежду, которая будет защищать кожу от возможных ожогов.
Ниже были рассмотрены ключевые аспекты, связанные с процессом литья алюминия как в промышленных, так и домашних условиях. Как видите, заниматься этим дома может каждый, для работы не потребуется дорогое оборудование, с помощью подручных средство можно научиться изготавливать всевозможные алюминиевые детали прямо не выходя из дома.

Продукция, формируемая путем заливания жидкого сплава в литейную форму, в которой происходит застывание, называется отливка. Она может представлять собой готовое изделие или требовать дополнительной обработки.
Отливки бывают таких видов:
- полуфабрикаты, которые нуждаются в последующей обработке;
- слитки, обрабатываемые под давлением;
- отливки, формируемые с помощью резания;
- продукция, не требующая никакой дополнительной обработки, кроме очищения или покраски.
Для получения отливок используют металл и разный исходный материал для сплава: воск, песок, цемент, пластмассу и другие. Приблизительно восемьдесят процентов отливок получают путем литья алюминия в формы из песка и гипса. Но такая продукция всегда требует дополнительных этапов обработки перед отправлением к заказчику.





